Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении изделий из проволоки, в частности при изготовлении одинарных рыболовных крючков.
Известен способ изготовления мелких рыболовных крючков, в котором заготовка в виде иглы с острием на конце укладывается в питатель и каждая заготовка выдается на транспортер автомата, выполненный в виде двух вращающихся в одну сторону спиральных винтов и подается в его витках на позицию резки, где отрезается на требуемую длину. Затем производятся операции засечки бородки, загиба поддева и образования колечка.
Недостатком данного способа является низкая производительность, так как для полного изготовления крючка требуется по меньшей мере три различных автомата, а загрузка автоматов производится вручную.
Известен также автомат для изготовления крючков рыболовных, включающий механизмы подачи проволоки, рихтовки, засечки бородки, загиба поддева, формовки крючка и механизм передачи заготовки с позиции на позицию с помощью транспорта, выполненного в виде двух спиральных винтов.
Однако известный автомат предназначен для изготовления крючков-двойников и не может быть использован для изготовления других крючков, например, одинарных
00
ю со
I
рыболовных крючков, так как механизмы базирования заготовки и образования острия не могут быть унифицированы, а механизм формования одинарного крючка и крючка-двойника различны.
Целью изобретения является повышение производительности, которое обеспечивается за счет создания технологической базы на первой операции, что дает возможность осуществлять дальнейшую автоматизацию процесса и значительно сократить ручной труд на операциях загрузки-выгрузки. Способ позволяет сэкономить большое количество шлифовальных кругов, так как образование острия осуществляется путем плющения с последующей обрубкой вместо заточки. Автомат позволяет сэкономить производственную площадь, высвободить большое количество обслуживающего персонала. Значительный экономический эффект возникает за счет сокращения металлоемкости, энергоемкости и трудовых затрат при изготовлении автомата.
Поставленная цель достигается техническим решением, представляющим новый способ изготовления одинарных рыболовных крючков, включающий операции рихтовки и рубки проволоки, ее плющения, образования колечка, засечки бородки и загиба поддева, а также транспортирования между позициями обработки. Новым в способе является то, что операцию образования колечка, служащего технологической базой, производят на проволоке неограниченной длины, операции образования острия одного крючка и рубки заготовки другого крючка осуществляют одновременно на одной позиции при неизменном положении заготовки. Данный способ может быть осуществлен автоматом для изготовления одинарных рыболовных крючков, включающим размещенные на основании и кинематически связанные посредством рас- предвала механизмы подачи проволоки, плющения, отрезки, засечки бородки, загиба поддева, образования колечка и средство транспортирования. Отличие автомата, позволяющее осуществить новый способ, состоит в том, что механизм образования колечка состоит из установленного на стержне кронштейна, смонтированного в кронштейне центрального стержня-оправки. Центральный стержень-оправка установлен с возможностью перемещения от распред- вала в вертикальной плоскости. На стержне- оправке размещена поворотная втулка с гибочным выступом на торце. Поворот втулки осуществляется от зубчато-реечной передачи и рычага, связанного с распредвалом. На торце кронштейна установлена направляющая планка, закрепленная на верхней плоскости кронштейна над центральным стержнем-оправкой. Механизм образования острия и отрезки состоит из установ- ленного на станине кронштейна, на котором смонтирован приводной регулируемый вертикальный резец, и установленной на основании с возможностью возвратно-поступательного перемещения
приводной каретки несущей смонтированный на ее верхней плоскости горизонтальный резец, установленный с возможностью взаимодействия с вертикальным резцом, и смонтированный на ее боковой грани отрез5 ной дисковый нож.
Способ осуществляется следующим образом.
Конец проволоки неограниченной длины пропускают через механизм рихтовки,
0 затем механизм подачи подает ее на механизм плющения. После подготовки проволоки она проталкивается через направляющую втулку в-механизм образования острия и колечка, где выступом на
5 поворотной втулке конец проволоки обкатывается вокруг центрального стержня, образуя колечко. Каретка с горизонтальным ножом во взаимодействии с вертикальным ножом образуют острие крючка и одновре0 менно отсекают заготовку от проволоки, а дисковый нож отрезает излишнюю часть плющенного участка, подготовив торец проволоки для следующего колечка. Центральный стержень утапливается, а
5 транспортные витки затягивают заготовку в щель продольных планок, где осуществляется фиксация заготовки по колечку.
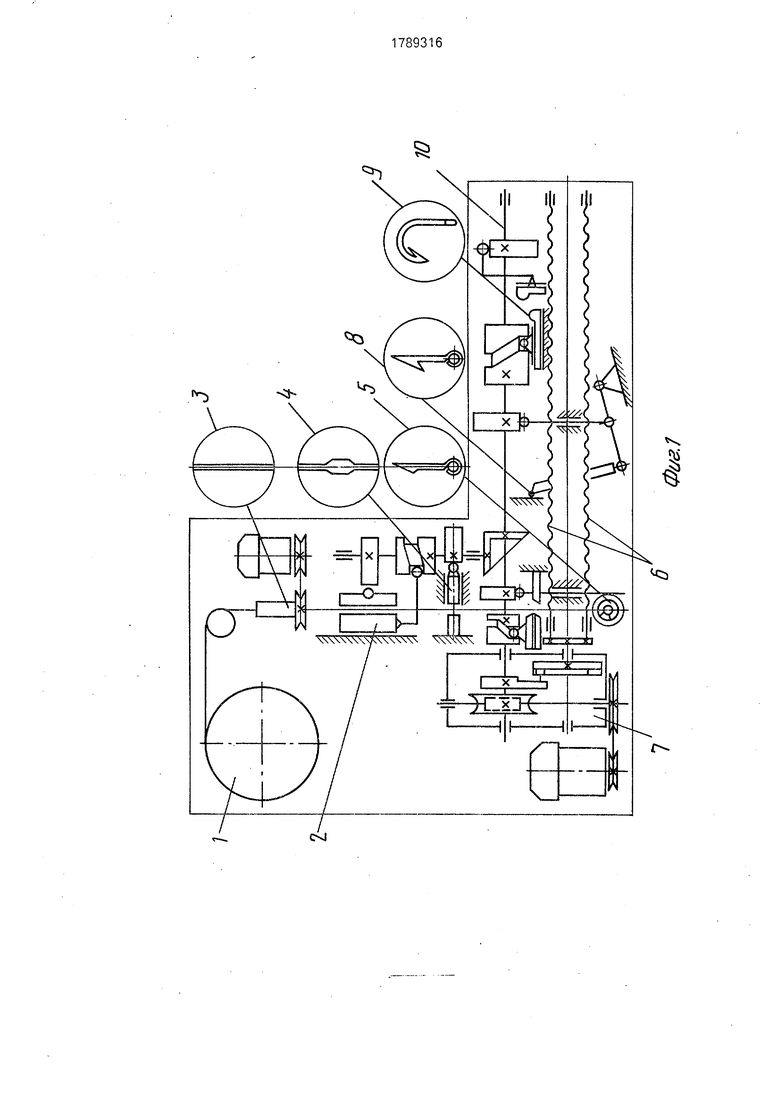
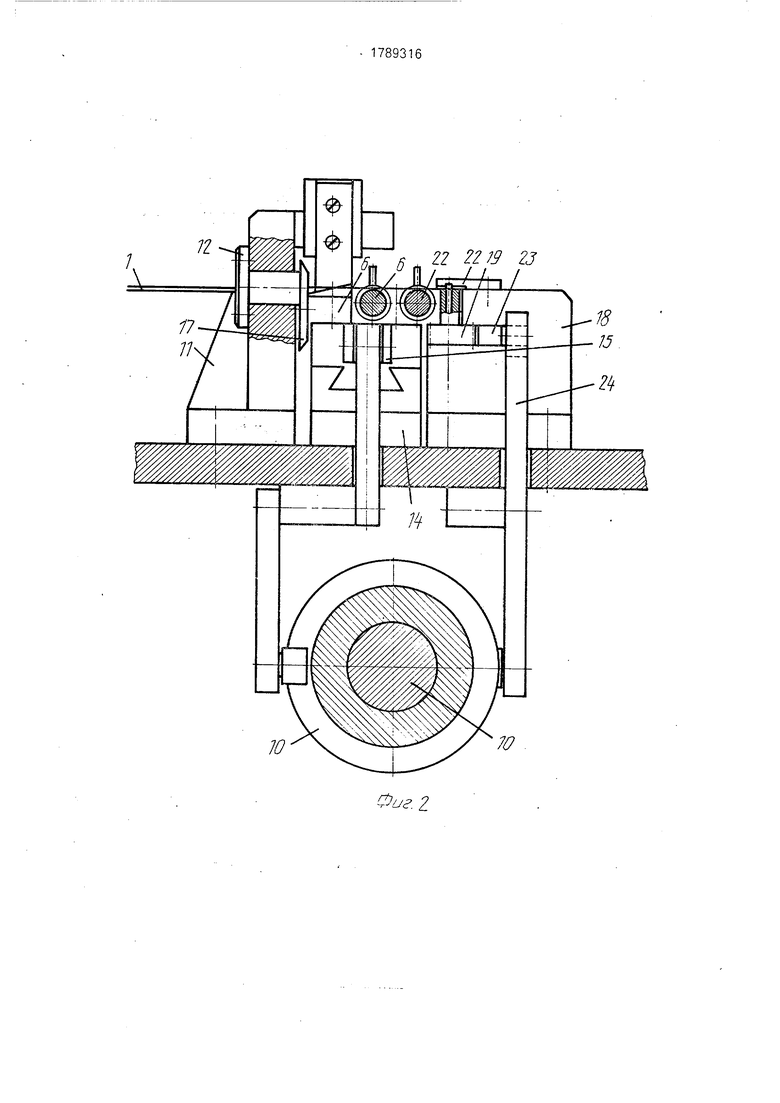
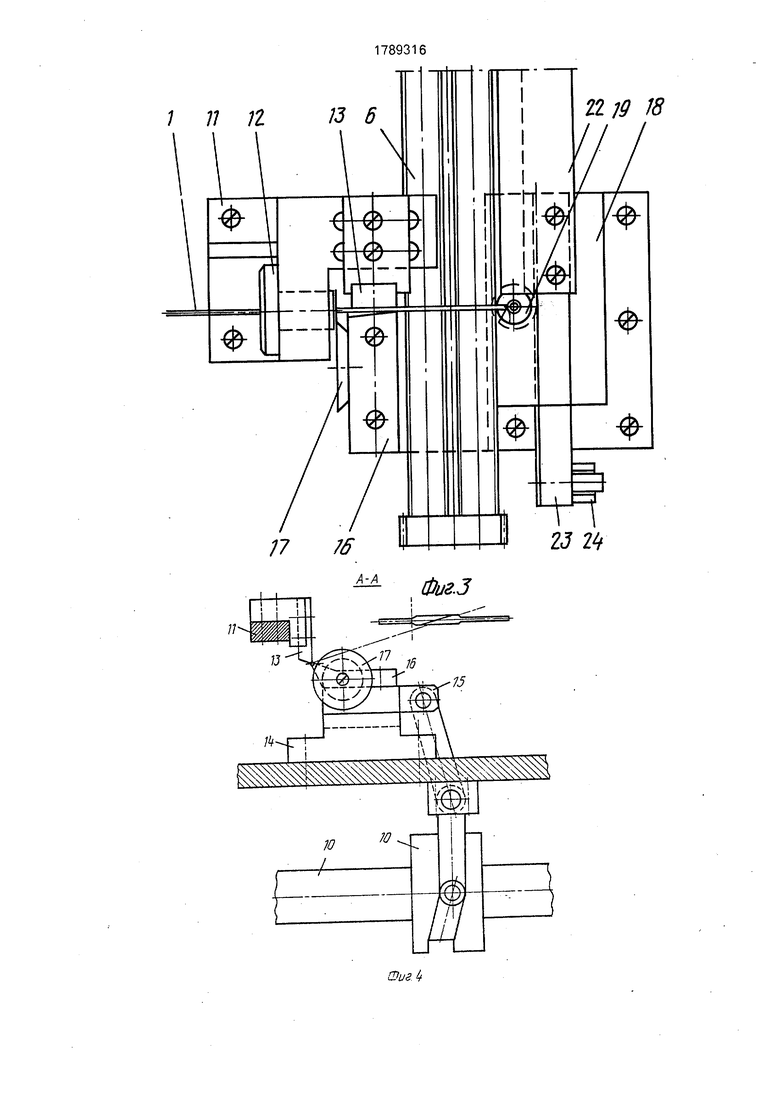
На фиг. 1 дана кинематическая схема автомата; на фиг. 2 - механизм образования
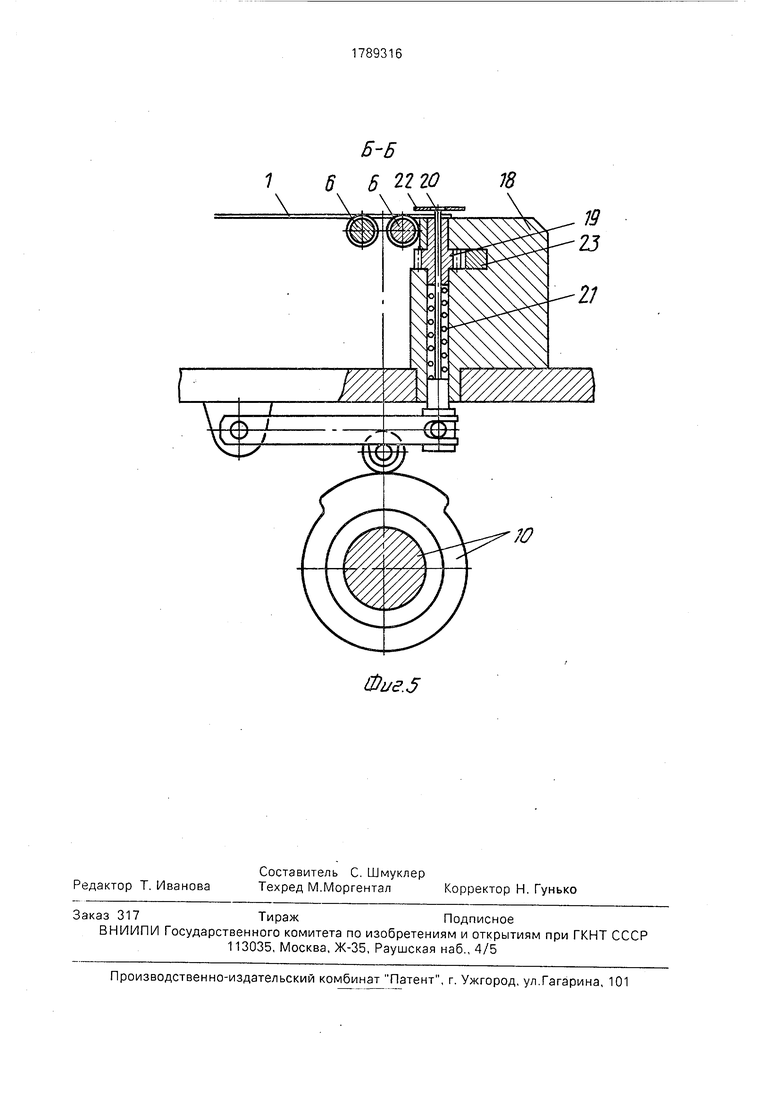
0 острия и колечка, вид спереди; на фиг. 3 - то же, вид сверху; на фиг. 4 - разрез А-А;на фиг. 5 - разрез Б-Б.
Автомат для изготовления одинарных крючков содержит барабан для размещения
5 бухты 1 проволоки, механизм 2 подачи проволоки, барабан 3 для рихтовки проволоки, механизм 4 плющения проволоки, механизм 5 образования острия и колечка, транспортные винты 6, привод 7, механизм
0 8 засечки бородки, механизм 9 загиба поддева. На н-ижней плоскости плиты установлены опоры, в которых вращается распределительный вал 10 с кулачками. Механизм 5 образования острия и образова5 ния колечка состоит из стойки 11, на которой крепится направляющая втулка 12 и регулируемый вертикальный резец 13. На основании 14 имеется каретка 16, на которой установлен горизонтальный регулируемый резец 16. К боковой стенке каретки 15
крепится дисковый нож 17. В стойке 18 смонтирован валик-шестерня 19, внутри которой имеется стержень 20, на который давит пружина 21. Над стойкой находятся направляющие планки 22, В пазу стойки 18 имеется рейка 23, на конце которой закреплен рычаг 24. На нижней плоскости плиты крепления распредвала 10 установлена опора качания рычага 25.
Электродвигатель через привод 7 пере- дает вращение на распределительный вал 10 с кулачками, движение от которых посредством рычагов передается механизмам формообразования крючка. Механизм 2 подачи перемещает проволоку из бухты че- рез рихтующий барабан 3 на позицию плющения. Затем проволока проталкивается через направляющую втулку 12 в механизм 5 образования острия и колечка. Сплющен
ный участок проволоки попадает между лезвиями горизонтального резца 16 и вертикального резца 13, срез которых образует острие крючка. Одновременно с этим второй торец заготовки находится в просвете между центральным стержнем 20 и выступом, находящимся на торце валика- шестерни 19. При вращении валика-шестерни 19 от рейки 23 при помощи рычага 24 формируется колечко. Под действием рычага 25 центральный стержень 20 утапливается, сжимая пружину возврата 21, и освобождает колечко заготовки, которую подхватывают винты 6 транспорта и переносят на следующую позицию, где механизмом 8 производится засечка бородки. Дисковый нож 17 срезает вторую половину среза, образуя необходимый торец заготовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИЗГОТОВЛЕНИЯ РЫБОЛОВНЫХ КРЮЧКОВ | 1970 |
|
SU270677A1 |
| Автомат для изготовления рыболовных крючков | 1933 |
|
SU98673A1 |
| Машина для изготовления рыболовных крючков | 1949 |
|
SU82073A1 |
| Автомат для изготовления рыболовных крюков | 1976 |
|
SU608594A2 |
| Автомат для изготовления рыболовных крючков | 1978 |
|
SU764804A2 |
| Автомат для изготовления рыболовных крючков | 1952 |
|
SU98764A1 |
| Автомат для изготовления изделий из проволоки | 1990 |
|
SU1719141A1 |
| Автомат для изготовления изделий из проволоки | 1980 |
|
SU917890A1 |
| Автомат для изготовления рыболовных крючков | 1977 |
|
SU695748A2 |
| Автомат для изготовления рыболовных крючков | 1985 |
|
SU1261734A2 |
Использование: при обработке металлов давлением, для изготовления из прово- локи рыболовных крючков. Цель: повышение производительности путем совмещения ряда операций. Сущность изобретения: способ изготовления одинарных рыболовных крючков включает операции рихтовки, рубки проволоки, ее плющения, образования колечка, засечки бородки и загиба поддева, а также транспортирования между позициями обработки, при этом операцию образования колечка, служащего тех- нологической базой, производят на проволоке неограниченной длины, а операции образования острия одного крючка и рубку заготовки производят одновременно на одной позиции при неизменном положении заготовки. Автомат для изготовления одинарных рыболовных крючков включает размещенные на основании и кинематически связанные посредством распредвала механизмы подачи проволоки, рихтовки, плющения, отрезки, засечки бородки, загиба поддева, образования колечка и средство транспортирования. Механизмы образования колечка и обрубки размещены на двух кронштейнах, установленных на станине. 2 с.п. ф-лы, 5 ил.
Формула изобретения 1. Способ изготовления одинарных рыболовных крючков, включающий операции рихтовки, рубки проволоки, ее плющения, образования колечка, засечки бородки и загиба поддева, а также транспортирования между позициями обработки, отличающийся тем, что, с целью повышения производительности, операцию образования колечка, служащего технологической базой, производят на проволоке неограниченной длины, а операции образования острия одного крючка и рубки заготовки производят одновременно на одной позиции при неизменном положении заготовки. 2. Автомат для изготовления одинарных рыболовных крючков, включающий размещенные на основании и кинематически свя- занные посредством распредвала механизмы подачи проволоки, рихтовки плющения, отрезки, засечки бородки, загиба поддева, образования колечка и средство транспортирования, отличающийся тем, что механизм образования колечка состоит из установленного на станине кронштейна/, смонтированного в кронштейне центрального стержня-оправки, установленного с возможностью перемещения от распредвала в вертикальной плоскости, размещенной на стержне приводной поворотной втулки с гибочным выступом на торце, посредством зубчато-реечной передачи и рычага связанной с распредвалом и направляющей планки, закрепленной на верхней плоскости кронштейна над центральным стержнем, а механизм образования острия и отрезки состоит из установленного на станине кронштейна, на котором смонтирован приводной регулируемый вертикальный резец, и установленной на основании с возможностью возвратно- поступательного перемещения приводной каретки, несущей смонтированный на ее верхней плоскости горизонтальный резец, установленный с возможностью взаимодействия с вертикальным резцом, и смонтированный на ее боковой грани отрезной дисковый нож.
rh
иг.2
Фи г. 5
| Авторское свидетельство СССР № 230771, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
