1
Изобретение относится к устройст вам для изготовления изделий из проволоки, в частности к автоматам для изготовления рыболовных крючков.
Из основного авт.св. № 230771 известен автомат для изготовления крючков из проволоки, который содержит механизмы подачи проволоки, рихтовки, отрезки, образования острия, образования крючка и механизм для передачи заготовок с позиции на позицию, выполненный в виде винтового транспортера и профильных направляющих,, связывающих механизмы гибки и образования крючка.
Механизм образования острия выполнен в виде двух установочно регулируемых резцов, {1еподвижно закрепленных на кронштейне,.и двух установочно-регулируемых резцов, укрепленных на .каретке, совершающей возвратно-поступательное движение от рычагов, связанных общим приводHbJM валом, и пуансона с матрицей.
Для образования острия наряду с заостр1ением концов заготовки необходимо образование заусенцев.
Недостатком известного устройства является его низкая надежность.
обусловленная тем, что в момент образования заусенца инструмент стремится сдвинуть заготовку в сторону приложения СИ.ПЫ.
Это приводит к дезориентации заготовки на винтовом транспортере, а в случае существенного отклонения от требуемого положения она может соскочить с
to этого транспортера и вызвать заклинивание механизмов автомата.
Цель изобретения заключается в повышении надежности и производительности автомата.
15
Это достигается тем, что в ав.томате для изготовления рыболовных крючков механизм образования острия дополнительно снабжен двумя размещенными на корпусе механизма симметрично относительно центральной оси автомата рычагами, установленными с возможностью колебательного движения навстречу один другому
25. посредством кинематически связанного с ними общего приводного вала, и двумя резцами, закрепленными на упомянутых рычагах с возможностью установочного перемещения при помощи винтовой пары.
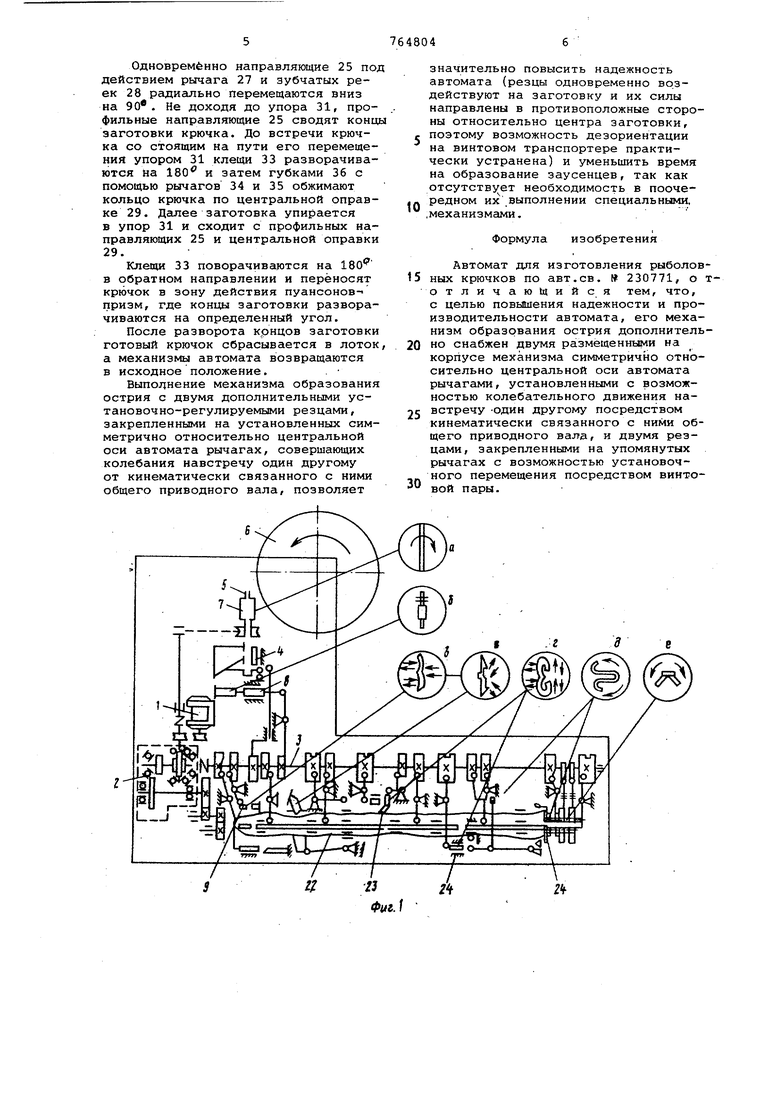
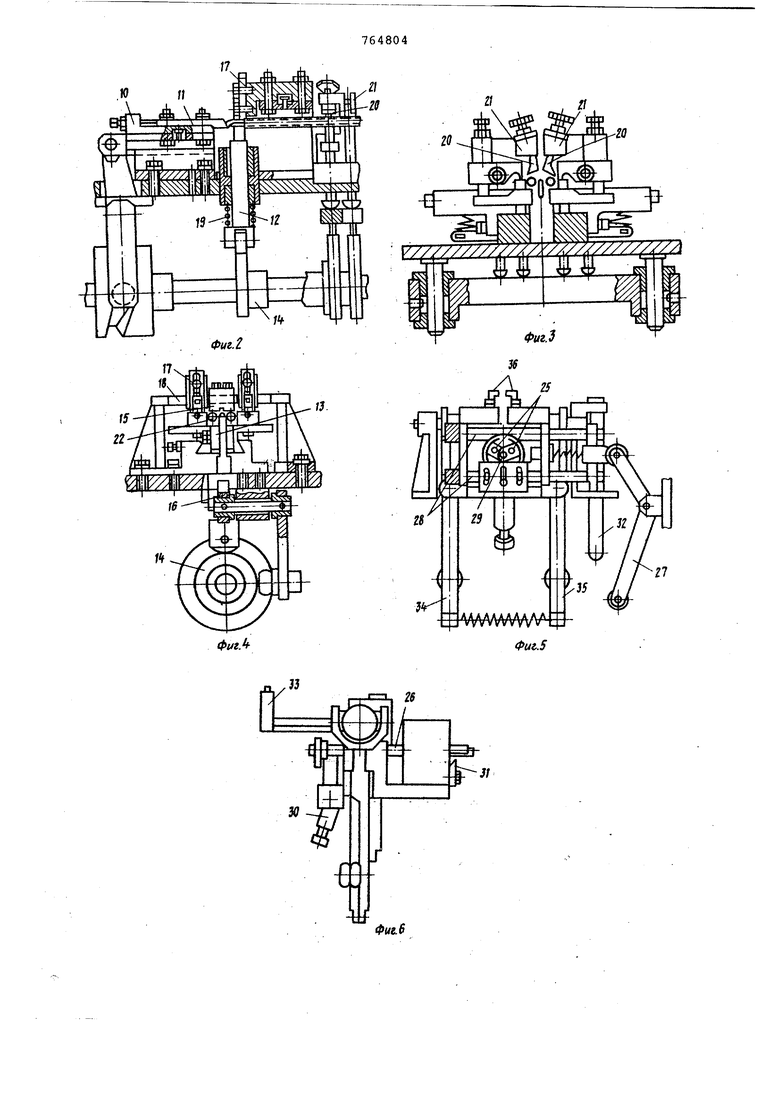
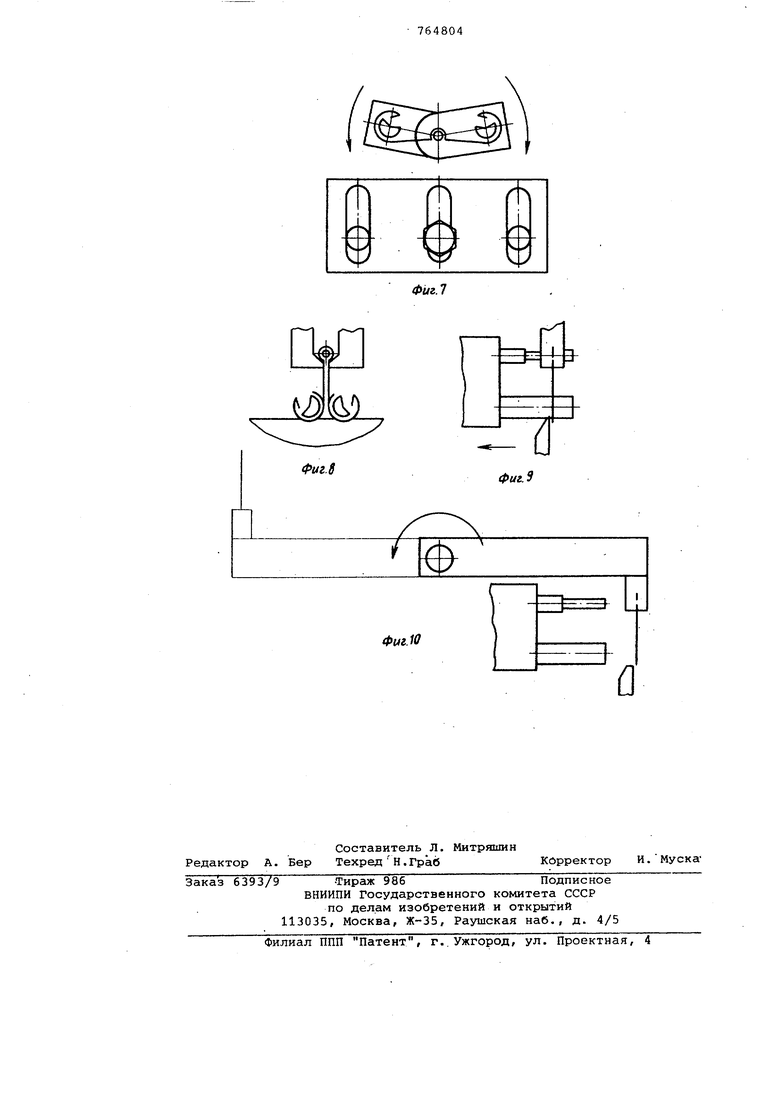
На фиг. 1 изображена кинематическая схема автомата; на фиг. 2 -- механизм образования острия, продольный разрез; на фиг. 3 - то же, поперечное сечение; на фиг. 4 - то же вид спереди; на фиг. 5 - механизм перемещения профильных направляющих вид спереди; на фиг. б - то же, вид сбоку; на фиг. 7 показано положение профильных направляющих и заготовки перед их перемещением; на фиг. 8 - положение профильных направляющих и заготовки в конце их радиального перемещения, вид спереди; на фиг. 9 - то же, вид сбоку; на фиг. 10 - положение профильных направляющих и заготовки в конце поступательного перемещения направляющих .
Автомат содержит электродвигатель 1, который через редуктор 2 связан с распределительным валом 3, имеквдим кулачки, воздействующие на механизмы формообразования крючка, механизм 4 подачи, обеспечиваиощий перемещение проволоки 5 из бунта 6 через рихтующий барабан 7 а позицию 8 плющения и в механизм 9 образования острия.
. Механизм 9 образования острия сосостоит из каретки 10 с закрепленными на ней регулируемыми резцами 11, и ползуна 12, приводимого в движение пуансоном 13. Пуансон 13 связан с кулачком 14, обеспечивающим подъем пуансона над матрицей 15.
Каретка 10 выполнена перемещаю111ейся от рычага 16. Механизм 9 образования острия содержит также регулируемые резцы 17, закрепленные на кронштейне 18, пружину 19, воздействующую на пуансон 13, два установочно-регулируемых резца 20, закрепленных на установленных симметрично относительно центральной оси автомата рычагах 21, совершающих колебательное движение навстречу один другому от кинематически связанного с ними общего приводного вала 3.
Механизм 9 образования острия винтовым транспортером 22 связан с механизмом 23 загибки концов крючка, который связан с механизмом 24. образования крючка через механизм 4 подачи заготовки.
Профильные направляющие 25 механизма подачи заготовки щарнирно закреплены на ползуне 26, имеющем возвратно-радиальное перемещение с помощью рычага 27 и зубчатых реек .28 от распределительного вала 3 относительно центральной оправки 29, закрепленной на ползуне.
Ползун 26 имеет возвратно-поступательное движение вдоль оси автомата от рычага 30, кинематически свя занного с распределительным валом 3
Под направляющими 25 на расстоянии от них меньше диаметра заготовки установлен упор 31, взаимодействующий с заготовками при возвратно-поступательном перемещении J направляющих 25 ползуном 26.
Механизм 24 образования крючка выполнен в виде пуансонов-призм, осуществляющих разворот концов крючка на определённый угол и совершающих от.приводного вала 3 через зубчатую рейку 32 возвратно-радиальное перемещение клещей 33,выполненных с подвижными от рычагов 34 и 35 губками 36.
Автомат работает следующим образом.
Электродвигатель 1 передает вращение через редуктор 2 на распределительный вал 3 с кулачками, движения от которых посредством рычагов
0 передается механизмам формообразования крючка. Механизм 4 подачи перемещает проволоку 5 из бунта 6 через рихтующий барабан 7 на позицию 8 плющения и в механизм 9 образования острия. в последнем под действием кулачка 14 поднимается пуансон 13 и на поданной проволоке со сплющенными участками по матрице 15 выштамповывается полукольцо.
у Затем рычаг 16 передвигает каретку
10до того момента, когда резцы
11прижмут проволоку к регулируемым резцам 17.
Пружина 19 резко опускает пуанг сон 13 и одновременно отрезаются заготовки и заостряются концы крючка. В момент отрез.ки. заготовки начинает вращаться винтовой транспортер 22. Фильера, закрепленная на левом резце 17, фиксирует проволоку
0. на позиции резки в горизонтальной плоскости. В вертикальной плоскости ее фиксирует специальная вилка, установленная на правом резце.
После того, как пуансоН 13 вернется в исходное положение, рычаги 21 от кинематически связанного с ними приводного вала 3 приводятся в движение. В конце прямого хода этих рычагов закрепленные на них резцы
П 20 внедряются в соответствующие концы заготовки до образования заусенцев . В начале обратного хода рычагов 21 начинает, вращаться винтовой транспортер 22, который передает заготовку к механизму 23 загибки
концов крючка. ,
Когда механизм 23:загибки концов крючка завершает рабочий цикл, за-. готоЬка охватывает концами профильные направляющие 25.
o После этого ползун 26 вместе с профильными направляющими 25 под действием рычага 30 перемещается вдоль оси автомата и выходит из зоны действия механизма 3 загибки
5 концов крючка.
Одновременно направляющие 25 под действием рычага 27 и зубчатых реек 28 радисшьно перемещаются вниз на 90. Не доходя до упора 31, профильные направляющие 25 сводят концы заготовки крючка. До встречи крючка со стоящим на пути его перемещения упором 31 клещи 33 разворачиваются на и затем губками 36 с помощью рычагов 34 и 35 обжимают кольцо крючка по центральной оправке 29. Далее заготовка упирается в упор 31 и сходит с профильных направляющих 25 и центральной оправки 29.
Клещи 33 поворачиваются на 180 в обратном направлении и переносят крючок в зону действия пуансоновпризм, где концы заготовки разворачиваются на определенный угол.
После разворота крнцов заготовки готовый крючок сбрасывается в лоток а механизмы автомата возвращаются в исходное положение.
Выполнение механизма образования острия с двумя дополнительными установочно-регулируемыми резцами, закрепленными на установленных симметрично относительно центральной оси автомата рычагах, совершающих колебания навстречу один другому от кинематически связанного с ними общего приводного вала, позволяет
значительно повысить надежность автомата (резцы одновременно воздействуют на заготовку и их силы направлены в противоположные стороны относительно центра заготовки, поэтому ВОЗМОЖНОСТЬ дезориентации на винтовом транспортере практически устранена) и уменьшить время на образование заусенцев, так как отсутствует необходимость в поочередном их .выполнении специальными,
.механизмами.
Формула изобретения
Автомат для изготовления рыболовых крючков по авт.св. 230771, о ттличаюЩийся тем, что, с целью повышения надежности и производительности автомата, его механизм образования острия дополнительно снабжен двумя размещенными на корпусе механизма симметрично относительно центральной оси автомата рычагами, установленными с возможностью колебательного движения навстречу -один другому посредством кинематически связанного с ними общего приводного вала, и двумя резцами, закрепленными на упомянутых рычагах с возможностью установочного перемещения посредством винтовой пары.
to
Фиг.2
го
y/ //////,
VZ(////////(/
ffm iif
л
L f
Фиг.
ФигЛ
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления рыболовных крючков | 1977 |
|
SU695748A2 |
| Автомат для изготовления рыболовных крюков | 1976 |
|
SU608594A2 |
| Автомат для изготовления рыболовных крючков | 1985 |
|
SU1261734A2 |
| Способ изготовления одинарных рыболовных крючков и автомат для их изготовления | 1989 |
|
SU1789316A1 |
| Автомат для изготовления деталей сложной конфигурации из проволоки | 1983 |
|
SU1105266A1 |
| ТРУБОРЕЗНЫЙ АВТОМАТ | 1993 |
|
RU2085343C1 |
| Автомат для изготовления рыболовных крючков | 1952 |
|
SU98764A1 |
| ИЗГОТОВЛЕНИЯ РЫБОЛОВНЫХ КРЮЧКОВ | 1970 |
|
SU270677A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ПРОВОЛОКИ | 1964 |
|
SU164577A1 |
| Автомат для изготовления изделий из проволоки | 1980 |
|
SU917890A1 |
р
м
1Л
Фиг. 8
фиг. 9
