Изобретение относится к автоматическим устройствам для изготовления изделий из проволоки и может быть использовано для изготовления различных по форме контактов электрических соединителей, например деталей типа штырей к электроразветвителям.
Известен автомат для изготовления изделий из проволоки, содержащий смонтированныевтехнологическойпоследовательности на станине механизм рихтовки и подачи материала, устройство деформирования в виде штампа и механизм
заточки сферы, а также встроенный в станину ползун с приводом от кривошипно-шатунного механизма.
Однако этот автомат не может быть применен для изготовления изделия типа штыря к электрическим разветаителям, поскольку его штамп выполнен однопози- ционным, в котором одновременно с плющением невозможно совместить пробивку отверстия, требуемого в штыре. Кроме того, отрубка изделия от исходной заготовки производится с частичным отделением металла в отход, как правило, величиной, по длине
равной по меньшей мере величине диаметра проволоки, а это ведет к увеличению расхода материала.
Недостатками этого автомата является и то, что зажим и отжим заготовки в нем на период заточки производится от пружины, встроенной в подвижной (верхней) части штампа, а это забирает от общего цикла много времени, поэтому мало времени остается на процесс заточки, что применительно к изготовлению штыря явно недостаточно. Цель изобретения - повышение надежности работы и расширение технологических возможностей за счет снижения до минимума величины удлинения заготовки изделия, возникающего от процесса деформации на позиции плющения, а также за счет максимального использования времени цикла, затрачиваемого на проведение заточки сферы изделия.
Поставленная цель достигается тем. что автомат содержит станину, на которой смонтированы кинематически связанные между собой механизм рихтовки и подачи проволоки, механизм рубки, механизм деформирования заготовки в виде многопозиционного штампа последовательного действия с верхней и нижней плитой, включающего позицию плющения, механизм заточки сферы с вращающейся резцовой головкой, встроенный в станину ползун, связанный с верхней плитой и установлен-, ный с возможностью возвратно-поступательного движени я посредством кривошипно-шатунного механизма, два пуансона технологической высечки, установленные на расстоянии одного шага до позиции плющения и предназначенные для отделения готового изделия от исходной заготовки. Отрубной нож устройства рубки выполнен в виде плоского рычага, смонтированного на нижней плите, имеющий привод от резьбового упора, закрепленного на верхней плите,,и подпружиненного упора, установленного на нижней плите. На позиции заточки сферы установлен имеющийся в автомате быстродействующий прихват для заготовки, имеющий Г-образную форму, . с приводом от пневмоцилиндра. Резец резцовой головки механизма заточки выполнен в форме диска, закрепленного в державке под углом относительно оси вращения резцовой головки посредством цапфы.
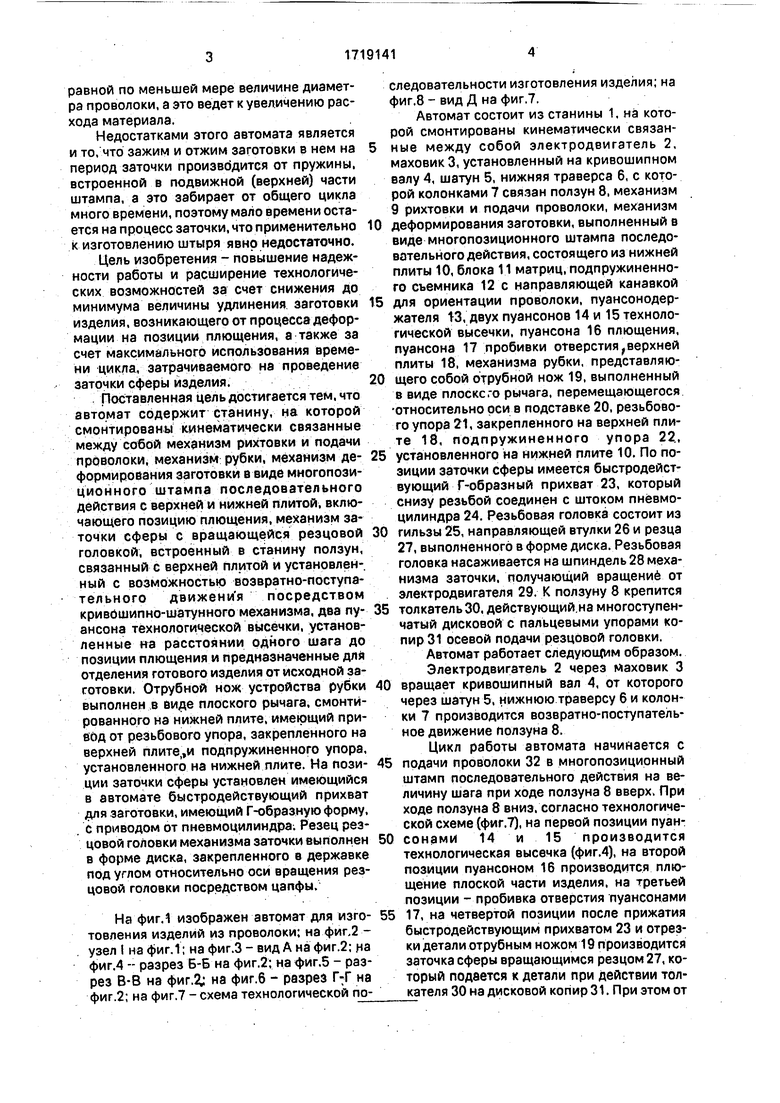
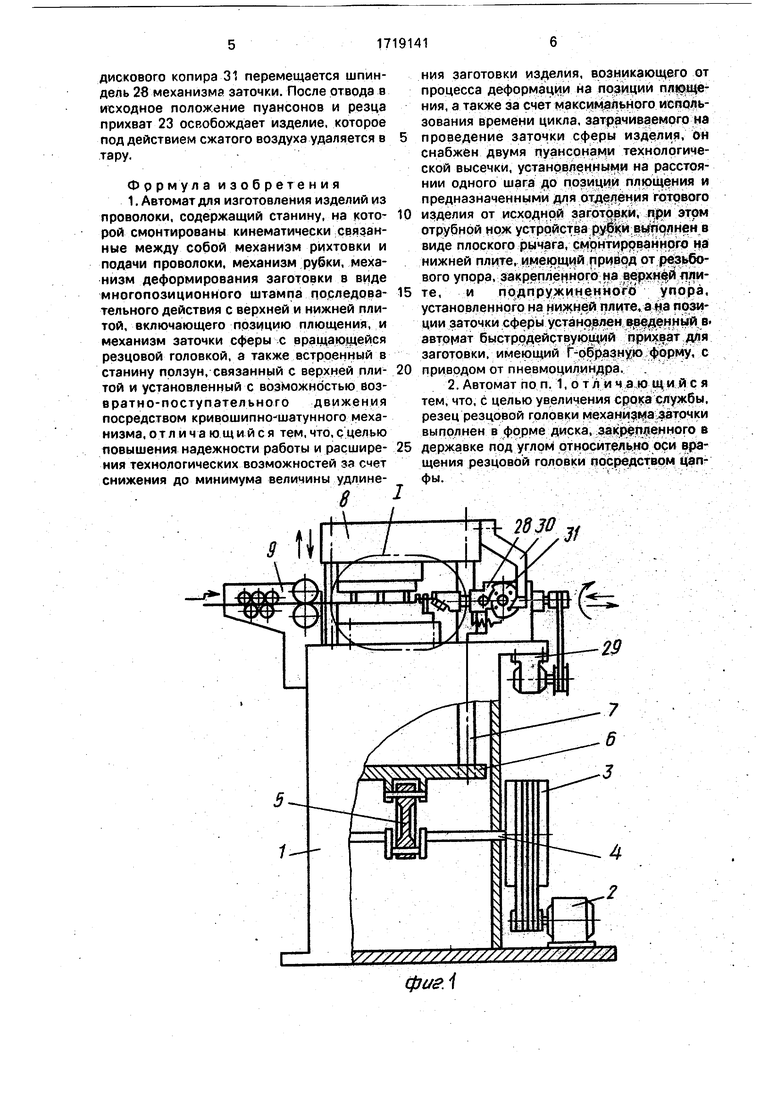
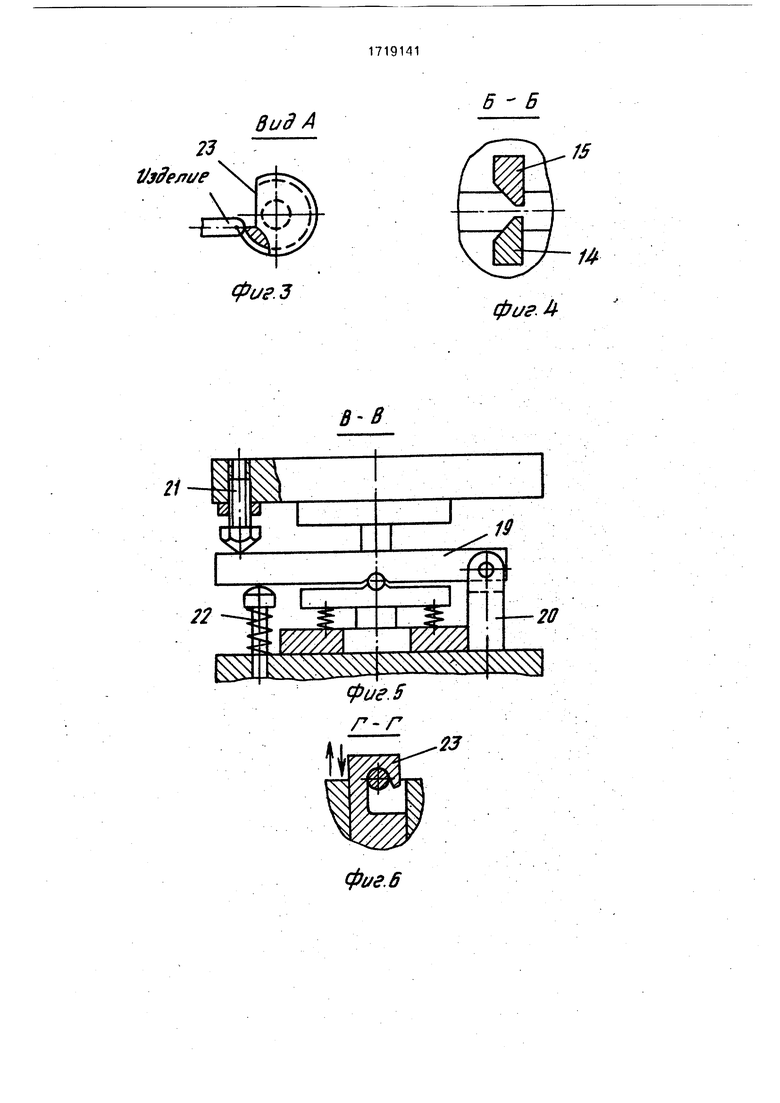
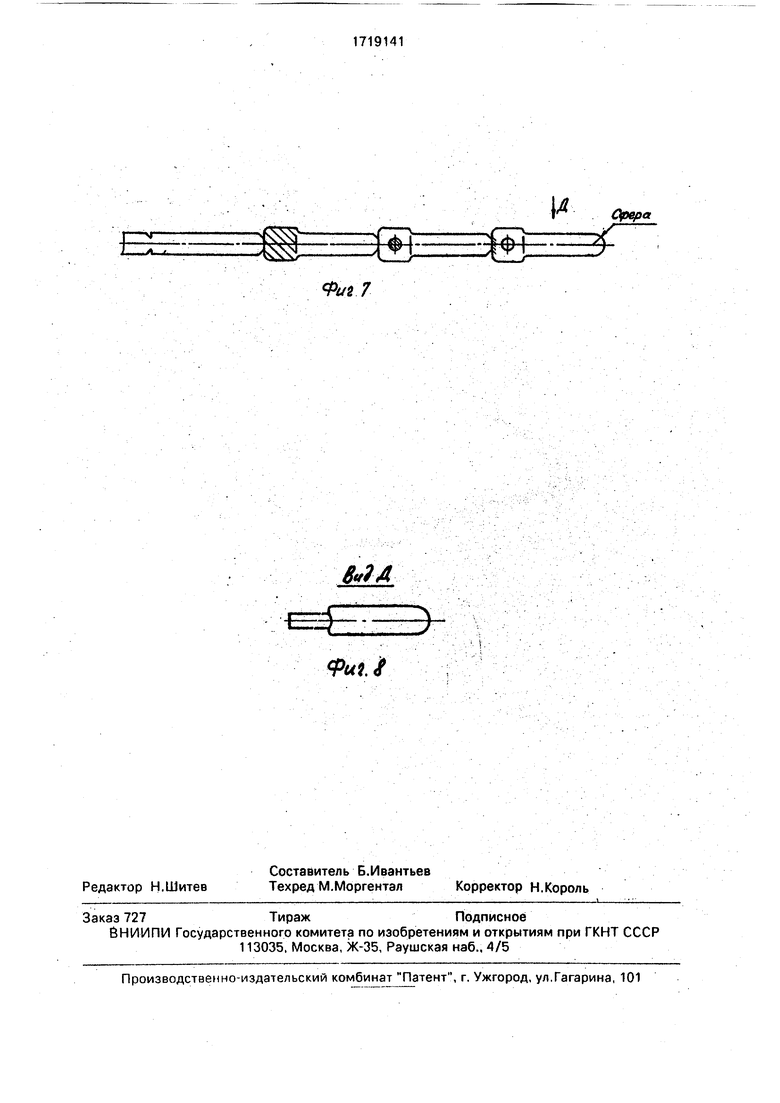
На фиг. 1 изображен автомат для изготовления изделий из проволоки; на фиг,2 - . узел I на фиг.1; на фиг.З - вид А на фиг.2; на фиг.4 -- разрез Б-Б на фиг.2; на фиг.5 - разрез В-В на фиг.2; на фиг.6 - разрез Г-Г на фиг.2; на фиг.7 - схема технологической последовательности изготовления изделия; на фиг.8 - вид Д на фиг.7.
Автомат состоит из станины 1, на которой смонтированы кинематически связанные между собой электродвигатель 2, маховик 3, установленный на кривошипном валу 4, шатун 5, нижняя траверса 6, с которой колонками 7 связан ползун 8, механизм 9 рихтовки и подачи проволоки, механизм
деформирования заготовки, выполненный в виде многопозиционного штампа последовательного действия, состоящего из нижней плиты 10, блока 11 матриц, подпружиненного съемника 12 с направляющей канавкой
для ориентации проволоки, пуансонодер- жателя 13, двух пуансонов 14 и 15 технологической высечки, пуансона 16 плющения, пуансона 17 пробивки отверстия,верхней плиты 18, механизма рубки, представляющего собой отрубной нож 19, выполненный в виде плосксго рычага, перемещающегося относительно оси в подставке 20, резьбового упора 21, закрепленного на верхней плите 18, подпружиненного упора 22.,
установленного на нижней плите 10. По позиции заточки сферы имеется быстродействующий Г-образный прихват 23, который снизу резьбой соединен с штоком пневмоцилиндра 24. Резьбовая головка состоит из
гильзы 25, направляющей втулки 26 и резца 27, выполненного в форме диска. Резьбовая головка насаживается на шпиндель 28 механизма заточки, получающий вращение от электродвигателя 29. К ползуну 8 крепится
толкатель 30, действующий.на многоступенчатый дисковой с пальцевыми упорами копир 31 осевой подачи резцовой головки. Автомат работает следующем образом. Электродвигатель 2 через маховик 3
вращает кривошипный вал 4, от которого через шатун 5, нижнюю траверсу 6 и колонки 7 производится возвратно-поступательное движение ползуна 8.
Цикл работы автомата начинается с
подачи проволоки 32 в многопозиционный штамп последовательного действия на величину шага при ходе ползуна 8 вверх. При ходе ползуна 8 вниз, согласно технологической схеме (фиг.7), на первой позиции пуан0 сонами 14 и 15 производится технологическая высечка (фиг.4), на второй позиции пуансоном 16 производится плющение плоской части изделия, на третьей позиции-пробивка отверстия пуансонами
5 17, на четвертой позиции после прижатия быстродействующим прихватом 23 и отрезки детали отрубным ножом 19 производится заточка сферы вращающимся резцом 27, который подается к детали при действии толкателя 30 на дисковой копир 31. При этом от
дискового копира 31 перемещается шпиндель 28 механизма заточки. После отвода в исходное положение пуансонов и резца прихват 23 освобождает изделие, которое под действием сжатого воздуха удаляется в тару.
Формула изобретения 1. Автомат для изготовления изделий из проволоки, содержащий станину, на которой смонтированы кинематически связанные между собой механизм рихтовки и подачи проволоки, механизм рубки, механизм деформирования заготовки в виде многопозиционного штампа последовательного действия с верхней и нижней плитой, включающего позицию плющения, и механизм заточки сферы с вращающейся резцовой головкой, а также встроенный в станину ползун, связанный с верхней плитой и установленный с возможностью возвратно-поступательного движения посредством кривршипно-шатунного механизма, от л и ч а ю.щ и и с я тем, что, с целью повышения надежности работы и расширения технологических возможностей за счет снижения до минимума величины удлинения заготовки изделия, возникающего от процесса деформации на позиции плющения, а также за счет максимального использования времени цикла, затрачиваемого на
5 проведение заточки сферы изделия, он снабжен двумя пуансонами технологической высечки, установленными на расстоянии одного шага до позиции плющения и предназначенными для отделения готового
0 изделия от исходной заготовки, при этом отрубнрй нож устройства рубки выполнен в виде плоского рычага, смонтированного на нижней плите, имеющий привод от резьбового упора, закреплённого на верхней лли- те, и подпружиненного упора, установленного на нижней плите, а на позиции заточки сферы установлен введенный в автомат быстродействующий прихват для заготовки, имеющий Г-образную форму, с приводом от пневмоцилиндра.
2. Автомат поп. 1,отличающийся тем, что, с целью увеличения срока службы, резец резцовой головки механизма заточки выполнен в форме диска, закрепленного в державке под углом относительно оси вращения резцовой головки посредством цапфы. I
5
0
5
та 2830
У
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления изделий из проволоки | 1980 |
|
SU917890A1 |
| Способ изготовления одинарных рыболовных крючков и автомат для их изготовления | 1989 |
|
SU1789316A1 |
| Гибочный автомат для изготовления из проволоки, например дужек ведер и подобных изделий | 1959 |
|
SU124411A1 |
| Листоштамповочный многопозиционный пресс-автомат | 1974 |
|
SU548439A1 |
| Полуавтомат для изготовления сборных изделий запрессовкой | 1989 |
|
SU1653883A1 |
| Автомат для рубки и чеканки штыря линейного разъема из проволоки | 1979 |
|
SU895586A1 |
| ИЗГОТОВЛЕНИЯ РЫБОЛОВНЫХ КРЮЧКОВ | 1970 |
|
SU270677A1 |
| Многопозиционный автомат для объемной штамповки | 1980 |
|
SU929299A2 |
| Многопозиционный штамповочный автомат | 1980 |
|
SU1013302A1 |
| Станок для изготовления шарнира очковых оправ | 1985 |
|
SU1338932A1 |
Изобретение относится к автоматическим устройствам для изготовления изделий из проволоки, может быть использовано для изготовления различных по форме контактов электрических соединителей и позволяет расширить технологические возможности автомата и повысить надежность его работы. Автомат содержит станину, на которой смонтированы кинематически связанные между собой механизм рихтовки и подачи проволоки, механизм рубки, механизм деформирования заготовки в виде многопозиционного штампа последовательного действия с верхней и нижней плитой, включающего позицию плющения, и механизм заточки сферы с вращающейся резцовой головкой, а также встроенный в станину ползун, связанный с верхней плитой и установленный с возможностью возвратно-поступательного движения посредством кривошипно-шатунного механизма. Кроме того, автомат имеет многопозиционный штамп последовательного действия, последняя позиция штампа снабжена быстродействующим, фиксирующим изделие прижимом с пневмоприводом. Резец резцовой головки выполнен в форме диска. 1 з.п. ф-лы, 8 ил. Чт Ј
фигЛ
s
I
5h
к
-j
CO
Фиг 7
&
Фи1.#
И
Gpepa
э
| Автомат для изготовления изделий из проволоки | 1980 |
|
SU917890A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
