Изобретение относится к технике размерной обработки деталей сложного контура при помощи масштабного копирования. . Известны разнообразные конструкции механизмов масштабного копирования, в частности механизм пантографа. Пантограф применяется, например, в электроэрозионных вырезных станках с непрофилированным электродом - проволокой. Одним из недостатков этого станка является недостаточная точность копирования, обусловленная сложностью пантографа, большим количеством звеньев и шарниров, из которых он состоит. Другим недостатком его является использование одного тормозного элемента, ибо это не обеспечивает достаточной жесткости всей механической системы при ее запирании. В результате снижается точность стабилизации межэлектродного зазора, что нриводит к падению стабильности электроэрозионного процесса, снижению производительности и чистоты обработки на станке.
Цель изобретения - повышение точности масштабного копирования и, следовательно, повышение точности обработки. Это достигается тем, что механизм копирования выполнен в виде поворотного рычага, несущего два взаимно кинематически связанных поворотных шкива с жестко закрепленными на них двумя рычагами, несущими трейсер и исполнительный орган. Масштаб копирования определяется отношением соответственных сторон двух наложенных друг на друга подобных треугольников при условии, что трейсер и исполнительный орган расположены на одной прямой с точкой закрепления поворотного рычага. Связь между шкивами выполнена в виде бесконечной нерастяжимой ленты. Сущность изобретения поясняется чертежом.
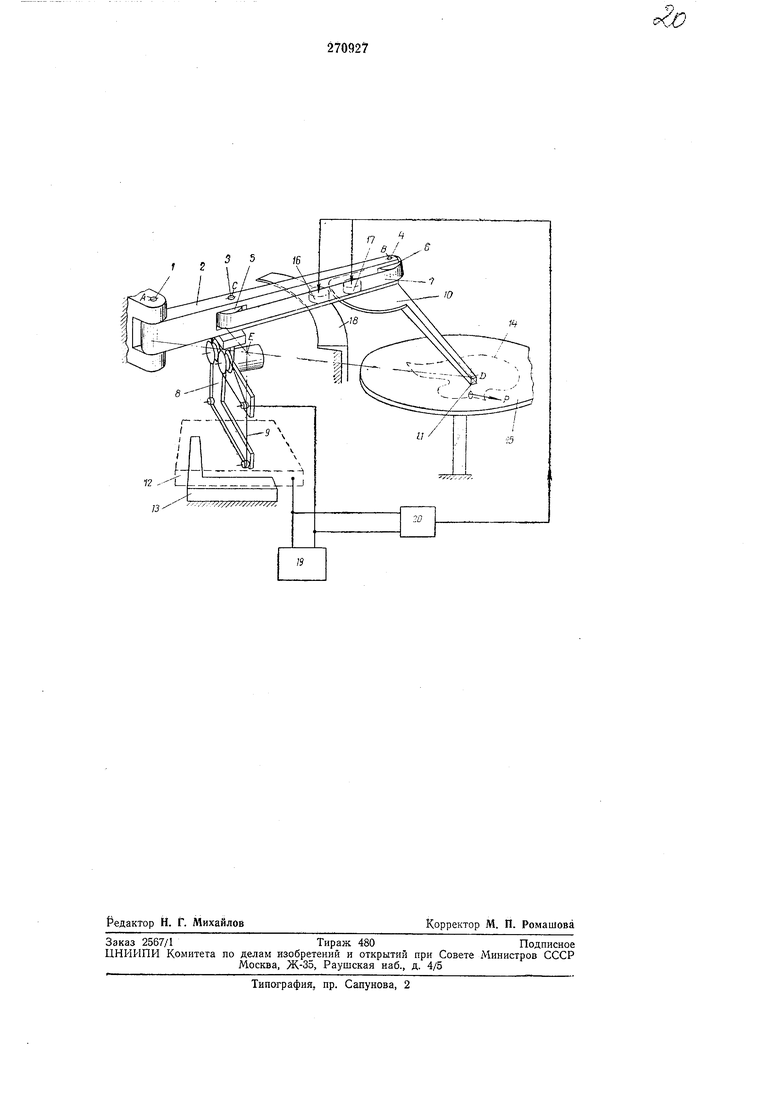
На оси 1 установлен рычаг 2, несущий оси 3 и 4 подвижных шкивов 5 и 5 равного диаметра, соединенных между собой обхватывающей их лентой 7, жестко связанной со щкивами. Отнощение плеч АВ к АС равно масщтабу копирования. На оси 3 л естко закреплен рычаг 8, несущий исполнительный орган, например электрод - проволоку 9, рабочий участок которой расположен вертикально. На
оси 4 жестко закреплен рычаг 10, несущий трейсер 11. Ось трейсера, рабочий участок проволоки 9 и ось 1 подвеса рычага 2 лежат в одной плоскости, причем отношение отрезков AD к АЕ равно масштабу копирования.
Рычаги 5 и 10 расположены параллельно друг другу. При повороте рычага 10 вокруг оси 4 рычаг 8 поворачивается на тот же угол вокруг оси 3, что обеспечивает постоянство подобия треугольников AD и АСЕ, необходи3тельным органом перемещений, задаваемых трейсеру. Предложенный механизм масщтабного копирования может быть применен в электроэрозионном вырезном станке.5 Обрабатываемая деталь 12 устанавливается на столе 13, жестко связанном со станиной станка. Заданный в увеличенном соответственно масщтабу копирования масщтабе контур 14 обработки располагается на столе 15. Ры-Ю чаг 2 снабжен двумя тор.мозными элементами 16 и 17. Элемент 16 скользит нри повороте рычага 2 по плоскости 18, соединенной с баЗОЙ станка, а элемент /7 - но плоскости рычага 10.15 Электрод - проволока 9 и деталь 12 электрическн соединены с источником 19 технологического тока, а также параллельно ему- со входом следящей системы 20 стабилизации межэлектродного промежутка, выход которой20 . связан с тормозными элементами. Станок работает следующим образом. При подаче импульсного напряжения от источника 19 на промежуток между электродами 9 и 12 возникает электроэрозионный25 процесс, вызывающий съем металла с детали 12. В результате расстояние меледу электродом 9 и деталью стремится увеличиться. Постоянная сила Р, приложенная к трейсеру 11 (например, рукой оператора) в направлении30 касательной к заданному контуру 14, постоянно стремится переместить рычаг 10, а следовательно, и электрод 9, в направлении заданного контура. Этому перемещению противодействуют тормозные элементы, управляемые сиг-35 налом с прО:Межутка. Когда увеличивается напряжение на электродах вследствие увеличения расстояния между ними, растет и сигнал, ноступающий на систему стабилизации промежутка. По достил ении сигналом опре-40 деленного, задаваемого извне, значения си. 4 схема 20 подает на элементы 16 и 17 сигнал, вызывающий отключение их. Механическая система масщтабного копирования освобождается и может перемещаться под действием силы Р. В результате перемещения нромежуток между электродами сокращается, что вызывает уменьшение сигнала, поступающего в систему 20 и, как следствие, приводит к запиранпю механической части станка и прекращению перемещения. При продолжении обработки цикл иовторяется. ,-. ,, П р е д м е т и з о б р е т е и и я 1. Многозвенный щарнирно-рычажный механизм для масщтабного копирования, отличающийся тем, что, с целью повыщення точности, он выполнен в виде поворотного рычага, несущего два взаимно кинематически связанных поворотных щкива с жестко закрепленными на них двумя рычагами, один из которых несет трейсер, а другой - исполиительный орган, причем масщтаб копировання определяется отнощеннем соответственных сторон двух наложенных друг на друга подобных треугольников при условии, что трейсер и исполнительный орган расноложены на одной прямой с точкой закрепления поворотного рычага. 2. Механизм по п. 1, отличающийся тем, что кинематическая связь между щкивами выполнена в виде бесконечной нерастяжимой ленты, жестко закрепленной на обоих щкивах. 3. Применение механизма по пп. 1 и 2 в электроэрозионном вырезном станке с непрофилированным электродом - проволокой в сочетании с двумя исполнительными тормозными элементами, связанными с системой стабилизации межэлектродного промежутка, воздействующими на поворотный рычаг и трейсер.
12

| название | год | авторы | номер документа |
|---|---|---|---|
| Фотокопировальное устройство к электроэрозионному станку | 1976 |
|
SU565799A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАСОННОГО РЕЗЦА | 2012 |
|
RU2491156C1 |
| Рабочая жидкость для электроэрозионного вырезания электродом-проволокой | 1979 |
|
SU776838A1 |
| Система числового программногоупРАВлЕНия элЕКТРОэРОзиОННыМ CTAHKOM | 1979 |
|
SU798723A1 |
| Станок для электроэрозионной обработки проволочным электродом-инструментом | 1981 |
|
SU1068248A1 |
| Электроэрозионный вырезной станок для обработки по копиру сложных профилей электродом-проволокой | 1966 |
|
SU219716A1 |
| Способ электроэрозионного изготовления рабочих элементов вырубных штампов | 1982 |
|
SU1060383A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ НЕПРОФИЛИРОВАННЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2647413C2 |
| Направляющее устройство для электроэрозионного станка | 1988 |
|
SU1763116A1 |
| Устройство для натяжения электрода-проволоки | 1973 |
|
SU454981A1 |