Изобретение относится к электро физическим и электрохимическим ме|тодам размерной обработки, в частности к электроэрозионному изготов лению сопрягаемых элемэнтов вырубных штампов с малыми зазорами между .пуансоном и матрицей. Известен способ электроэрозионного изготовления рабочих элементов вырубных штампов, при котором из медной пластины электродом-пров локой вырезают электрод-инструмент для обработки пуансона l . Недостатками известного способа являются необходимость изготовления промежуточного электрода-инстр мента для обработки матрицы, а так же возможность исполнения геометри ческой формы промежуточного электрода-инструмента при обратном копи вании формы первичного пластинчато электрода, что приводит к неравном ности величины зазора между пуансо ном и матрицей. Цель изобретения - повышение точности сопряжения рабочих элементов вырубных штампов. Поставленная цель достигается т что согласно способу.из медной пластины электродом-проволокой выр зают электрод-инструмент дня обра|ботки пуансона, при этом в качестве электрода-инструмента для обработки матрицы используют внутреннюю вырезанную часть пластины, а диаметр Jno электрода-проволоки выбирают из соотношения + 2з-2ег2о, где В - .зазор при вырезке электродом-проволокой;.1 - зазор при обработке пуанЕ - зазор при обработке матрицы;АО - заданный зазор между матрицей и пуансоном. Величины зазоров ц ,iir 3 опре деляют по технологическим инструментам к электроэрозионным станкам в зависимости от режимов обработки обрабатываемого материала, толщины заготовки, требований к шероховатости обработанной поверхности. На флг.1 изображена схема вырезки пластинчатых электродов; на фиг. 2 - схема обработки пуансона;. на фиг.З - схема обработки матрицы на фиг.4 схематично изображен изготовленный штамп в сборе. На чертежах обозначено проволочный электрод-инструмент1, медная пластина 2, электрод-инструмент 3 для обработки пуансона, электродинструмент 4 для обработки матрицы пуансон 5, матрица 6. Пример. Нужно изготовить сопрягаемые элементы штампа для вырубки молибденовых деталей размером 20-50 мм из молибденовых полос толщиной 0,3 мм. Размер между пуансоном и матрицей 0,02 мм. Толщину медной заготовки для изготовления пластинчатых электродов вы- . бирают 5 мм. Для вырезки пластинчатых электродов используют проволочно-вырезной станок (А207,81), для обработки пуансона и матрицы используют прошивочный станок (4Д722АФЗ) с генератором ШГИ-63-440. Из технологической инструкции к генератору (типа ШГИ-бЗ-440) выбирают режим обработки прямоугольными импульсами f 200 кГц;1ро5 2,0 А; 150 В; Vф,pae 24 В; скважность 1,05; производительность 6 мм/мин.При этом Ej и БЗ равны 0,045. мм. По технологическим инструкциям к проволочно-вырезному станку (типа А 207, 81) выбирают режим обработки пластинчатых электродов: f 18 кГц; Icf 0,08 А; , 1 мкс; С 1000 пФ. При этом EI 0,005 мм. Величина Z определяется требованиями чертежа на штамп и равна О, О 2мм. Диаметр проволочного электрода, необходимого для обеспечения такого зазора, согласно изобретению равен..-Zo 0,045+0,045-2О,005-0,,Об мм. Выбирают электрод-проволоку из сплава Ko-W (марки MB-50) диаметром 0,06. Этим проволочным электродом 1 (фиг.1) в медной пластине 2 толщиной 5 мм производят электро- . эрозионную вырезку по замкнутому контуру, и результате которой получают наружный пластинчатый электрод 3 и внутренний пластинчатьй электрод 4. Величина межэлектродного зазора 8 обеспечивается режимами генератора технологического тока, указанными ранее. Внешним пластинчатым электродом 3 (фиг.2) на прошивном станке методом обратного копирования.в заготовке из стали высотой 15 мм обрабатывают рабочую поверхность пуансона 5. Величину зазора обеспечивают за счет режимов работы генератора ШГИ-бЗ-440, описанных ранее. Внутренни.м пластинчатым электродом 4 (фиг.З) на прошивном электроэрозионном станке -также методом обратного копирования в стальной заготовке толщиной 15 мм обрабатывают рабочую поверхность матрицы б. Межэлектродный зазор Е обеспечивают за счёт Применения описанных -. режимов. В результате обработки пуансона 5 и матрицы б (фиг.4) по описанному способу получают абсолютное повторение профиля рабочих
пбверхностёй пуансона 5 и матрицы б с заданным между ними зазором
Zo .
Равномерность рабочего зазора
обеспечивают за счет высокой точности диаметра электрода-проволоки малой величины и высокой стабильности межэлектродных зазоров.
Конусность рабочих (торцовых) поверхностей дуансона и матрицы на длине 15 мм составляет не более 0,005 мм, что позволяет пролзвести 20 и более переточек.
Преимущества -предлагаемого спосба обусловлены применением для электроэрозионной обработки сопрягаемых элементов вырубных штампов электродами, рабочие поверхности которых, предназначенные для обработки пуансона и матрицы, форме образуются за один проход проволочного электрода определенного диаметра. В связи с этим даже некоторые неточности в работе проволочновырезного станка, вызванные, например, наличием люфтов в ходовой части станка, не приводят к нарушению эквидистантности рабочих поверхностей электродов и, следовательно, обеспечивается равномерность величины зазора между пуансоном и матрицей в штампе
Таким образом, предлагаемый способ позволяет повысить точность сопряжения рабочих элементов вырубных штампов, снизить трудоемкость обработки штампов и расход материала на изготовление электродов.


| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электроэрозионного изготовления рабочих элементов вырубных штампов | 1988 |
|
SU1563879A2 |
| Способ электроэрозионного изготовления вырубных штампов | 1978 |
|
SU774891A1 |
| СТАНОК ДЛЯ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ СЛОЖНОФАСОННЫХ ПОВЕРХНОСТЕЙ ПРОВОЛОЧНЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ | 1992 |
|
RU2014184C1 |
| Способ электроэрозионного изготовления пуансона вырубного штампа | 1980 |
|
SU933348A1 |
| Способ электроэрозионного изготовления пуансона вырубного штампа | 1981 |
|
SU1077740A1 |
| Способ изготовления сопрягаемых деталей разделительных штампов | 1983 |
|
SU1146156A1 |
| Способ многопроходного электроэрозионного вырезания замкнутых контуров | 1990 |
|
SU1763115A1 |
| Способ электроэрозионного изготовления пуансонов методом обратного копирования | 1985 |
|
SU1346363A1 |
| Способ электроэрозионного вырезания | 1976 |
|
SU622617A1 |
| Способ изготовления инструмента для обработки металлов давлением | 1983 |
|
SU1172637A1 |
СПОСОБ ЭЛЕКТРОЭРОЗИОННОГО ИЗГОТОВЛЕНИЯ РАБОЧИХ ЭЛЕМЕНТОВ ВЫ. РУБНЫХ ШТАМПОВ, при котором из пластины электродом-проволокой вырезают электрод-инструмент для обработки пуансона, отличающийся тем, что, с целью повыше ния точности сопряжения рабочих элементов штампов, в качестве электрода-инструмента для обработки матрицы используют внутреннюю вырезанную часть медной пластины, а диаметр «jnp. электрода-проволоки выбирают из соотношения dnp-e V -Zo, где ь« - зазор при вырезке электродом-проволокой; 2 - зазор при обработке пуансона; 03 - зазор при обработке матрицы; ZQ - заданный зазор между матi рицей и пуансоном. (Л с о : эо :о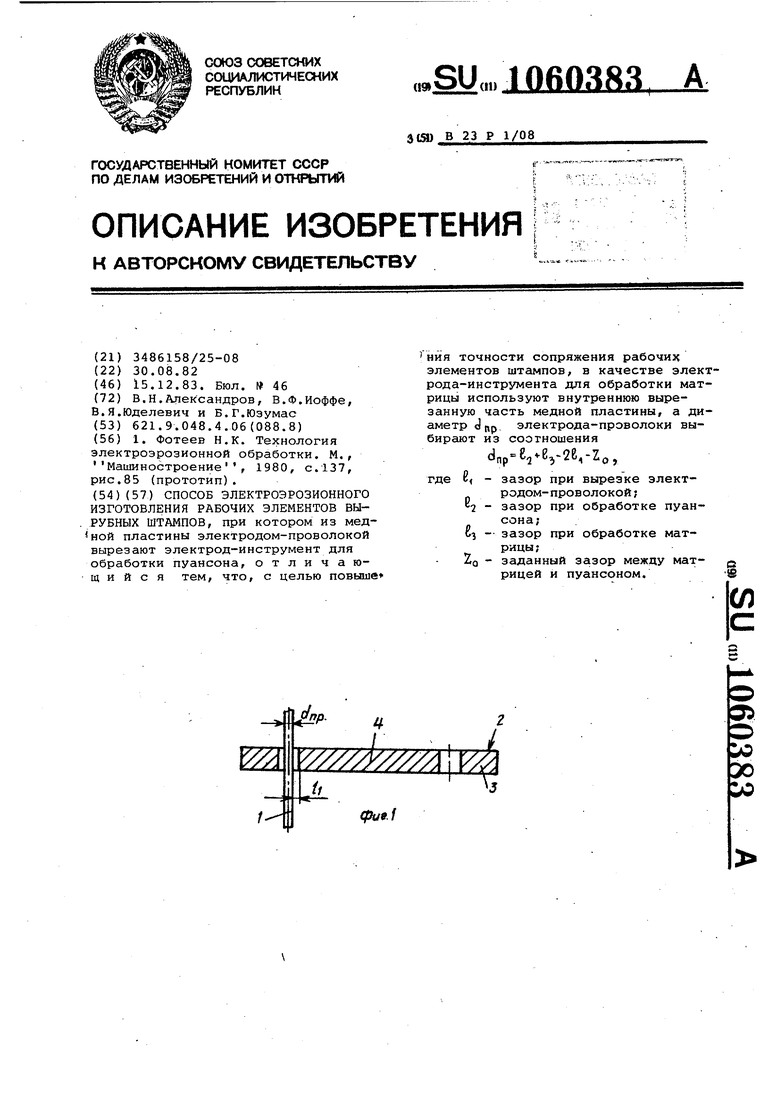
фиг. 2 h
7//////////.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Фотеев Н.К | |||
| Технология электроэрозионной обработки | |||
| М., Машиностроение, 1980, с.137, рис.85 (прототип). | |||
