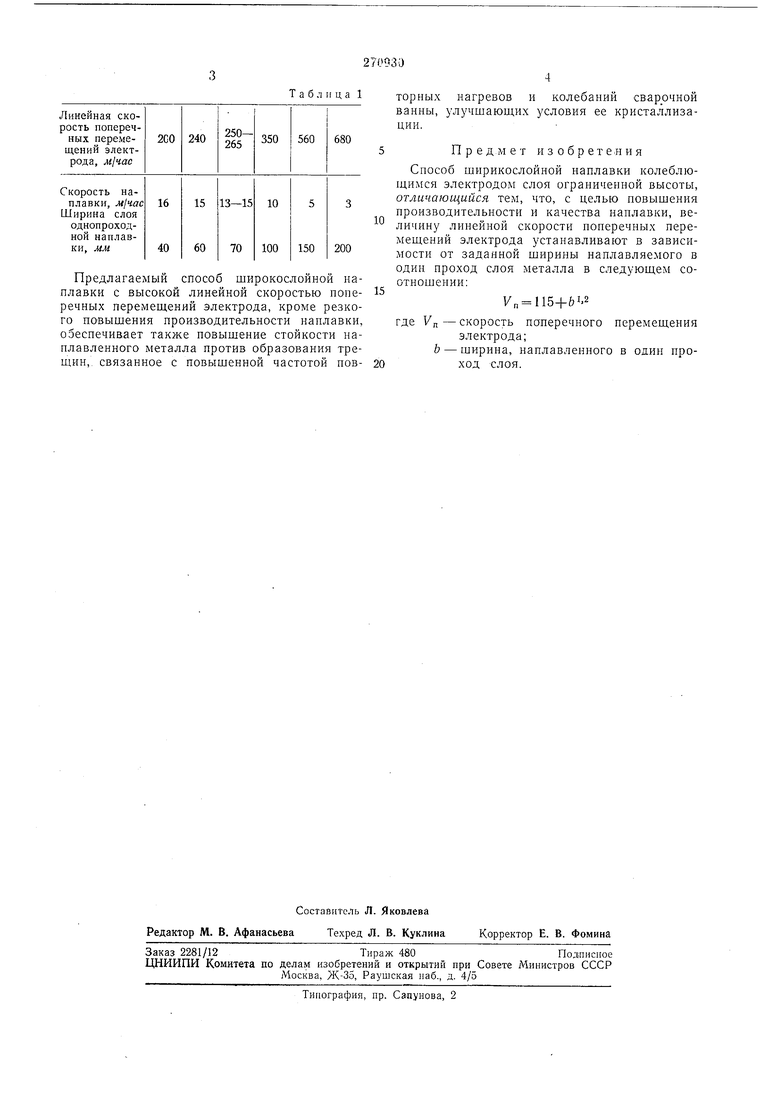
Предложенный способ относится к широкослойной наплавке деталей колеблющимся электродом слоя ограниченной высоты при наплавке больших поверхностей. Известен способ широкослойной наплавки деталей колеблющимся электродолг, предусматривающий относительно низкую линейную скорость поперечных перемещений электрода (60-120 м/час), что малопроизводительно. Предложенный способ отличается от известного тем, что с целью повышения производительности и качества наплавки величину линейной скорости поперечных перемещений электрода устанавливают в зависимости от заданной ширины наплавляемого в один проход слоя металла в следующем соотношении; 1/п 115+Ь.2 где УП - линейная скорость поперечных перемещений электрода, м/час; b-ширина наплавляемого в один проход слоя, мм («Ь в пределах от 40 до 200 мм). Предлагаемое повышение на порядок линейной скорости поперечных перемещений электрода (по сравнению с известными способами широкослойной наплавки колеблющимся электродом) значительно расширет диапазон режимов наплавки, при которых наплавка колеблющимся электродом осуществляется в «общую ванну. Последнее является необ.ходимым условием хорощего формирования наплавленного металла. Это, в свою очередь, позволяет при заданной ограниченной высоте наплавляемого слоя резко повысить производительность наплавки за счет повыщения величины тока и скорости наилавки, дает возмол ность увеличить ширину однопроходной наплавки, выполняемой в общую ванну на форсированных режимах, позволяет регулировать в широких пределах глубину проплавления основного металла за счет изменения соотношения между скоростью наплавки и скоростью поперечных перемещений электрода, а также за счет наплавки на прямой или на обратной полярности. В таблице приведены рекомендуемые значения линейной скорости поперечных перемещений электрода и скорости наплавки в зависимости от требуемой ширины однопроходной наплавки под керамическим флюсом проволокой марки Св-08 диаметром 5.-Г-6 мм на токе около 1000 а и при напряжении дуги 37-40 в, обеспечивающие высоту наплавленного слоя 3-4 мм. - Таблица 1
Предлагаемый способ широкослойной наплавки с высокой линейной скоростью поперечных перемеш;ений электрода, кроме резкого повышения производительности наплавки, обеспечивает также повышение стойкости наплавленного металла против образования трещин,, связанное с повышенной частотой повторных нагревов и колебаний сварочной ванны, улучшаюш,их условия ее кристаллизацин.
П р е дм ет изобретения
Способ ширикослойной наплавки колеблющимся электродом слоя ограниченной высоты, отличающийся тем, что, с целью повышения производительности и качества наплавки, величину линейной скорости иоперечных перемещений электрода устанавливают в зависимости от заданной ширины наплавляемого в один проход слоя металла в следующем соотнощении:
1/п 115 + &12
где УП-скорость поперечного перемещения
электрода;
b - ширина, наплавленного в один проход слоя.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШИРОКОСЛОЙНОЙ НАПЛАВКИ | 1973 |
|
SU407676A1 |
| Способ широкослойной наплавки | 1987 |
|
SU1555077A1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ ТОНКОСТЕННЫХ ИЗДЕЛИЙ | 1991 |
|
RU2053067C1 |
| Способ дуговой сварки и наплавки | 1991 |
|
SU1825682A1 |
| Способ электродуговой широкослойной наплавки под флюсом износостойкого покрытия на цилиндрическую трубу | 2020 |
|
RU2739934C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ БУРИЛЬНОЙ ТРУБЫ | 2006 |
|
RU2308364C1 |
| Способ широкослойной наплавки | 1978 |
|
SU747035A1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ ВЕРТИКАЛЬНЫХ ПОВЕРХНОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2069129C1 |
| Способ электродуговой широкослойной наплавки | 1988 |
|
SU1660884A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ ПОД ФЛЮСОМ НАРУЖНЫХ ИЛИ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ТЕЛ ВРАЩЕНИЯ | 2010 |
|
RU2410215C1 |
