Изобретение относится к наплавке и может найти применение при восстановлении изношенных частей любых тел вращения, включая тонкостенные трубы малого диаметра, и плоских деталей, а также при изготовлении новых изделий с заданными физико-механическими свойствами поверхности.
Известен способ автоматической электродуговой наплавки под слоем флюса изделий, при котором изделие вращают с одновременным продольным перемещением электрода, наплавляя слой покрытия по винтовой многозаходной спирали путем последовательной наплавки спиральных валиков. Каждый последующий валик наплавляют после удаления шлаковой корки с предыдущего валика со смещением относительно него, а шаг спирали выбирают кратным двум или более шагам наплавки (Патент РФ №2117560, В23К 9/04, 20.08.1998). Известный способ малоэффективен из-за больших задержек на остывание и удаление шлаковой корки наплавляемых валиков.
Наиболее близким к изобретению является известный способ автоматической электродуговой наплавки под слоем флюса при восстановлении бурильной трубы (патент РФ №2308363 С1, 20.10.2007), включающий формирование на поверхности изношенной ниппельной и муфтовой частей трубы автоматической электродуговой наплавкой под флюсом валика при вращении трубы и перемещении электродов в прямом и обратном направлениях вдоль ее образующей. Перед наплавкой устанавливают электроды со смещением в горизонтальной плоскости против направления вращения трубы с линейным отклонением от «зенита» на 20-30 мм и угловым отклонением от «зенита» на 18-26°, наплавку осуществляют на прямой полярности с подключением «минуса» на электроды и «плюса» на трубу, группу электродов для наплавки ниппельной части трубы запитывают от одного источника электрического тока. Группу электродов для наплавки муфтовой части трубы запитывают от второго источника электрического тока, расстояние между электродами каждой группы выбирают из условия формирования общей ванны жидкого металла по всей ширине наплавляемого валика, перемещение электродов совмещают с подачей флюса.
Однако при наплавке тел вращения диаметром менее 150 мм из-за высокой кривизны вращающегося со сварочной скоростью тела с его поверхности в силу жидкотекучести самопроизвольно стекают жидкий металл и шлак, причем этот процесс неуправляемый. Технологические приемы - введение механических и удерживающих устройств, смещение электродов против направления движения или снижение погонной сварочной энергии - являются малоэффективными. При наплавке больших площадей положение усугубляется перегревом основного материала, в результате чего шлак не успевает превратиться в твердую корку и его невозможно удалить с наплавляемой поверхности без остановки процесса на охлаждение. На разрешение указанных специфических особенностей направлено данное изобретение.
Задачей изобретения является разработка технологии наплавки тел вращения, позволяющая наплавлять значительные объемы металла на поверхности тел вращения диаметром менее 150 мм, когда площадь наплавки соизмерима с размерами деталей, с обеспечением высокого качества полученного покрытия и производительности.
Для этого способ автоматической электродуговой наплавки под флюсом наружных или внутренних поверхностей тел вращения осуществляют следующим образом: электроды одной или нескольких групп электродов устанавливают со смещением в горизонтальной плоскости против направления вращения тела с линейным и угловым отклонением от «зенита» и с расстоянием между электродами каждой группы, выбранным из условия формирования общей ванны жидкого металла по всей ширине наплавляемого валика; запитывают их от одного или нескольких источников электрического тока и формируют наплавкой на обрабатываемой поверхности кольцевой валик с площадью, равновеликой площади обрабатываемой поверхности, при вращении тела и одновременном перемещении одной или нескольких групп электродов в прямом и обратном направлениях вдоль его образующей, которое совмещают с подачей флюса; электроды устанавливают с линейным отклонением от «зенита» на 5-20 мм и угловым отклонением от «зенита» более 30°, а наплавку осуществляют на обратной полярности и одинаковом для электродов каждой группы технологическом режиме, при этом устанавливают погонную энергию, позволяющую формировать вытянутую вдоль тела вращения ванну жидкого металла и шлака с соотношением ее геометрических размеров не менее чем 3:1, и наплавку ведут со скоростью продольного перемещения электродов, в 28-32 раза превышающей линейную скорость вращения тела.
Кроме того, при наплавке используют флюс с предельной температурой жидкотекучести шлака, близкой к температуре солидуса металла наплавляемого тела.
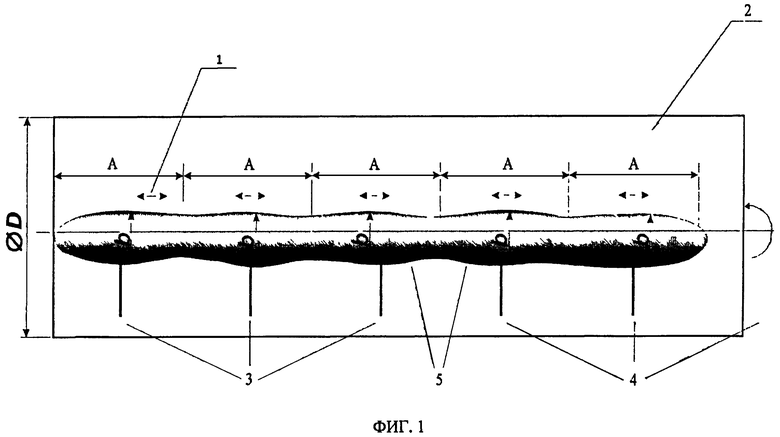
На фиг.1 (Формирование ванны жидкого металла и шлака на поверхности тела вращения) представлена схема осуществления способа согласно изобретению, где 1 - Vпрод=6-12 см/с, А=60 мм, 2 - труба диаметром D, 3 - первая группа электродных проволок, запитанных от первого источника, 4 - вторая группа электродных проволок, запитанных от второго источника, 5 - ванны жидкого метала и шлака, b - ширина ванны жидкого металла и шлака в виде вытянутого эллипсоида.
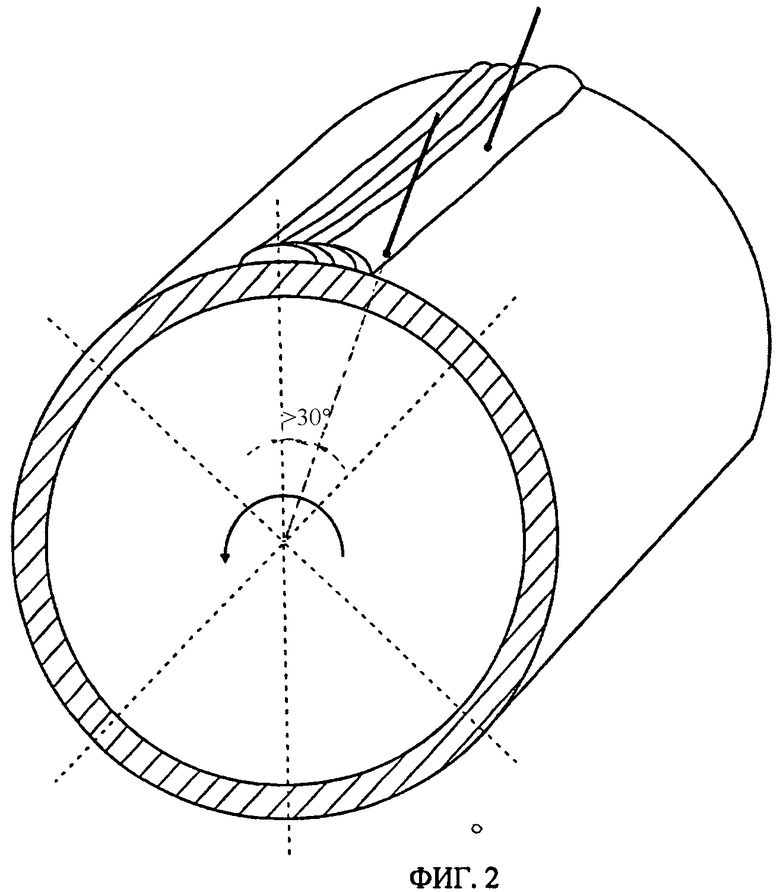
На фиг.2 представлено формирование наплавленных валиков на трубе.
Осуществляют электродуговую наплавку трубчатых тел вращения малого диаметра с получением на их поверхности кольцевых валиков, состоящих из множества продольных валиков, располагающихся вдоль продольной оси тела вращения. Перед наплавкой электроды смещают в горизонтальной оси симметрии против направления вращения с линейным отклонением от «зенита» на 5…20 мм и угловым смещением на угол >30°. Наплавку осуществляют одной или несколькими группами электродов на обратной полярности сварочного тока, т.е. «минус» - на тело вращения, «плюс» - на электроды. Все электроды запитывают от одного или нескольких источников сварочного тока с одинаковым технологическим режимом: током - Iсв, напряжением - Uд, скоростью перемещения электродов - Vпрод., скоростью вращения тела - Vвращ., который устанавливают исходя из следующих зависимостей: максимально допустимая погонная энергия для продольного перемещения электрической дуги [Qп]пр. много меньше максимально допустимой погонной энергии для вращательного перемещения [Qп]вр.: [Qп]пр.<<[Qп]вp., что определяется различием в скоростях перемещения вдоль и поперек тела вращения при сохранении соотношения: Vпр.=28…32 Vвращ.
Выполнение указанного соотношения гарантирует формирование ванны жидкого металла и шлака в виде вытянутого эллипсоида с соотношением большой и малой осей не менее чем 3:1, что достаточно для их удержания на поверхности с малым радиусом кривизны.
При этом изотерма критической температуры границы затвердевания шлака в 1350°С и металла с температурой солидуса 1530°С получается равномерно вытянутой вдоль образующей тела вращения без заметного расширения по центру, что создает положительные предпосылки для увеличения производительности процесса путем увеличения количества одновременно горящих электрических дуг между электродами и изделием, располагаемыми вдоль тела вращения, что, в свою очередь, обеспечивает равномерную наплавку максимально необходимой площади, соизмеримой с размерами деталей.
Таким образом, необходимыми условиями стабилизации процесса наплавки тел вращения малого диаметра (<150 мм) являются:
- смещение электродов от «зенита» на расстояние 5…15 мм по горизонтали, что соответствует углу наклона касательной в точке горения дуги к горизонтальной оси симметрии детали, равному 9…12°;
- угол наклона электродов к вертикальной оси симметрии составляет >30°;
- «обратная» полярность подключения электродов к источнику питания.
Известно, что качественное мелкочешуйчатое формирование наплавленного металла сварного шва в положении сварки, отличном от «нижнего», обеспечивается при критическом угле наклона детали, равном 9…12°. С увеличением его режим сварки необходимо корректировать в нижнюю сторону или вводить импульсный процесс, снижая тем самым производительность.
Заявляемый способ наплавки тел вращения методом широкослойной многоэлектродной наплавки позволяет не сокращать, а увеличивать производительность с сохранением известных технологических приемов угла наклона и горизонтального смещения за счет дозированного ввода тепловой энергии группой быстродвижущихся, точечных источников, располагающихся на равномерных расстояниях друг от друга в вертикальной плоскости вдоль тела вращения. При этом с увеличением количества проволочных электродов (точечных источников), единовременно включаемых в сварочную цепь, уменьшают концентрацию погонной энергии независимо от диаметра тела вращения с одновременным уменьшением ширины наплавляемого слоя. Для сохранения предельно допустимой величины энергии, передаваемой каждым электродом, и сохранения производительности процесса наплавки необходимо увеличение мощности сварочных дуг за счет увеличения тока или снижения частоты продольных колебаний, что является характерной особенностью многоэлектродного процесса широкослойной наплавки, импульсно саморегулирующего и перераспределяющего тепловложение в сварочную ванну между всеми электродами, участвующими в процессе, чем объясняется его повышенная производительность.
Экспериментами подтверждено, что предельная ширина жидкой сварочной ванны, при которой не происходит стекания металла и шлака, находится в диапазоне 10-12 мм для диаметра 60 мм и 20-22 мм для диаметра 150 мм. При линейной скорости вращения 2…3 мм/с указанные расстояния труба пройдет за 5…10 с. Угол наклона электродов к вертикальной оси симметрии составляет более 30°.
При этом за это же время каждый электрод совершит от 5 от 10 колебаний с амплитудой А=60 мм и частотой - 1 кол./с, формируя продольный валик. Если «в» - ширина валика - 10 мм, то при повороте тела вращения за 1 с на 2…3 мм перекрытие валика составит 80…67%, т.е. полное перекрытие первичной ванны произойдет за 3,5…5 секунд, когда начальный участок жидких металла и шлака для тела вращения, например трубы диаметром 60 мм, перейдет «зенит» и достигнет за ним угла наклона в 9…12° - достаточных для нормального формирования наплавленного валика.
Известно, что средняя температура жидкого металла в сварочной ванне колеблется в интервале 1700…1750°С, а температура «солидуса» стали ≈1530°С. Температура шлаковой ванный равна температуре металла, но затвердение его зависит от химического состава флюса и лежит в диапазоне 1100…1350°С.
Для наплавки тел вращения выбирают, как правило, флюс с максимальной температурой затвердевания, т.е. Тзатв.=1350°С, скорости охлаждения жидких металла и шлака при сварке под флюсом, как правило, не менее 70°С/с.
Расчеты показывают, что за время Т=3,5 секунд шлак остынет до температуры Тост.=1750-70×3,5=1500°С, т.е. за 3,5 секунды шлаковая корка не достигнет температуры затвердевания и может оставаться жидкотекучей. Только снижение скорости вращения или использование флюсов, например керамических, с более высокой температурой затвердевания, близкой температуре «солидуса» стали, позволит получить качественное формирование и стабильный процесс электродуговой наплавки под флюсом труб диаметром 60 мм и менее. Продольная составляющая размеров сварочной ванны ограничивается только с нижней стороны соотношением 3:1, когда изотерма в 1350°С для шлака изгибается по образующей трубы на расстояние >>2 мм, что свидетельствует о возможности стекания его и ведет к дестабилизации процесса. Об этом свидетельствует сокращение предельной концентрации погонной энергии с увеличением количества электродов, увеличением длины и, соответственно, площади жидкой ванны. Физическое явление характерное для многоэлектродного процесса при электропитании нескольких электродов от одного источника - самопроизвольный переход горения дуги с одного электрода на другой в зависимости от электросопротивления дугового промежутка в каждый момент времени без снижения общей тепловой мощности, равномерное перераспределение энергии между всеми электродами создает условия для увеличения производительности процесса наплавки тел вращения диаметром менее 150 мм.
Экспериментально установленные величины предельной концентрации погонной энергии (Qпp/Vвращ), см. таблицу.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ БУРИЛЬНОЙ ТРУБЫ | 2006 |
|
RU2308364C1 |
| Способ электродуговой широкослойной наплавки под флюсом износостойкого покрытия на цилиндрическую трубу | 2020 |
|
RU2739934C1 |
| СПОСОБ СВАРКИ ПОД ФЛЮСОМ ДЕТАЛЕЙ РАЗЛИЧНОЙ ТОЛЩИНЫ | 2021 |
|
RU2763952C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ ВЕРТИКАЛЬНЫХ ПОВЕРХНОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2069129C1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ ПОД СЛОЕМ ФЛЮСА ИЗДЕЛИЙ | 1997 |
|
RU2117560C1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ ИЗДЕЛИЙ ТИПА ТЕЛ ВРАЩЕНИЯ | 2004 |
|
RU2268121C1 |
| УСТРОЙСТВО ДЛЯ ВОССТАНОВЛЕНИЯ БУРИЛЬНОЙ ТРУБЫ | 2006 |
|
RU2308365C1 |
| СПОСОБ ШИРОКОСЛОЙНОЙ НАПЛАВКИ | 1973 |
|
SU407676A1 |
| БАНДАЖНОЕ КОЛЬЦО РОЛИКА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2124962C1 |
| СПОСОБ НАПЛАВКИ ОТВЕТСТВЕННЫХ ДЕТАЛЕЙ ИЗ ТРУДНОСВАРИВАЕМЫХ СТАЛЕЙ | 1999 |
|
RU2176581C2 |
Изобретение может быть использовано при восстановлении изношенных частей тел вращения, включая тонкостенные трубы малого диаметра, а также при изготовлении новых изделий с заданными физико-механическими свойствами поверхности. Электроды одной или нескольких групп устанавливают со смещением в горизонтальной плоскости против направления вращения тела с линейным отклонением от «зенита» на 5-20 мм и угловым отклонением от «зенита» более 30°. Расстояние между электродами каждой группы выбирают из условия формирования общей ванны жидкого металла по всей ширине наплавляемого валика. Формируют кольцевой валик с площадью, равновеликой площади обрабатываемой поверхности, при вращении тела и одновременном перемещении электродов в прямом и обратном направлениях вдоль его образующей, которое совмещают с подачей флюса. Формируют вытянутую вдоль тела вращения ванну жидкого металла и шлака с соотношением ее геометрических размеров не менее чем 3:1. Наплавку ведут со скоростью продольного перемещения электродов, которая в 28-32 раза превышает линейную скорость вращения тела. Способ позволяет наплавлять значительные объемы металла на поверхности тел вращения диаметром менее 150 мм, когда площадь наплавки соизмерима с размерами деталей, с обеспечением высокого качества полученного покрытия и производительности. 1 з.п. ф-лы, 2 ил., 1 табл.
1. Способ автоматической электродуговой наплавки под флюсом наружных или внутренних поверхностей тел вращения, при котором электроды одной или нескольких групп электродов устанавливают со смещением в горизонтальной плоскости против направления вращения тела с линейным и угловым отклонением от «зенита» и с расстоянием между электродами каждой группы, выбранным из условия формирования общей ванны жидкого металла по всей ширине наплавляемого валика, запитывают их от одного или нескольких источников электрического тока и формируют наплавкой на обрабатываемой поверхности кольцевой валик с площадью, равновеликой площади обрабатываемой поверхности, при вращении тела и одновременном перемещении одной или нескольких групп электродов в прямом и обратном направлениях вдоль его образующей, которую совмещают с подачей флюса, отличающийся тем, что электроды устанавливают с линейным отклонением от «зенита» на 5-20 мм и угловым отклонением от «зенита» более 30°, а наплавку осуществляют на обратной полярности и одинаковом для электродов каждой группы технологическом режиме, при этом устанавливают погонную энергию, позволяющую формировать вытянутую вдоль тела вращения ванну жидкого металла и шлака с соотношением ее геометрических размеров не менее чем 3:1, а наплавку ведут со скоростью продольного перемещения электродов, в 28-32 раза превышающей линейную скорость вращения тела.
2. Способ по п.1, отличающийся тем, что при наплавке используют флюс с предельной температурой жидкотекучести шлака, близкой к температуре солидуса металла наплавляемого тела.
| СПОСОБ ВОССТАНОВЛЕНИЯ БУРИЛЬНОЙ ТРУБЫ | 2006 |
|
RU2308364C1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ ПОД СЛОЕМ ФЛЮСА ИЗДЕЛИЙ | 1997 |
|
RU2117560C1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ ИЗДЕЛИЙ ТИПА ТЕЛ ВРАЩЕНИЯ | 2004 |
|
RU2268121C1 |
| Способ многодуговой сварки | 1972 |
|
SU440223A1 |
| СПОСОБ ПЕРЕДАЧИ ИНФОРМАЦИИ В СИСТЕМАХ С КОДОВЫМ РАЗДЕЛЕНИЕМ КАНАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2475961C2 |

