На практике часто встречамтся электрические нагревательные приборы конусообразной формы. Изготовление к ним электрических сопротивлений представляет некоторое затруднение, та как наматываемая на конусную поверхность проволока все время сползает. Для устранения этого явления, а также в целях более быстрого наматывания сопротивления даже механическим путем и служит предлагаемое приспособление для изготовления сопротивления.
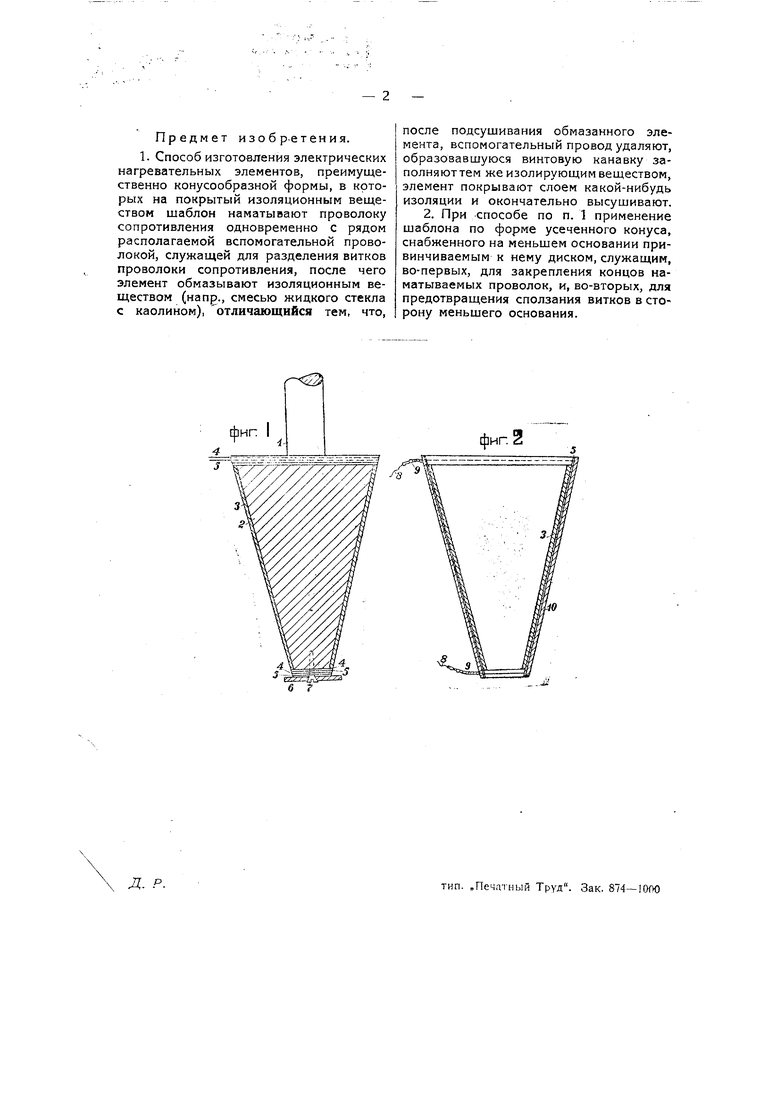
На. чертеже фиг. 1 изображает в разрезе шаблон с намотанным на него сопротивлением, фиг. 2 -вид в разрезе изготовленного сопротивления, снятого с шаблона.
Для каждого требуемого размера электрического сопротивления изготовляется деревянный или металлический, или из другого материала, шаблон 2, имеющий с одной Стороны отросток 1, служащий для укрепления в патроне станка, в случае механической намотки. С другой стороны к шаблону привертывается посредством винта 7 шайба б, диаметром немного больше, чем торец шаблона 2.
Шайба б предохраняет первые витки от сползания, а также служит для укрепления начала проволок 4 и 5, из которых проволока 4 является сопротивлением, а 5 - вспомогательной. Роль последней заключается в том, что она во время наматывания предотвращает соединение витков сопротивления одного с другим и, кроме того, дает возможность, употребляя ее различного диаметра, изменять расстояние между витками проволоки 4 сопротивления, в зависимости от предъявляемых к сопротивлению требований.
По всей поверхности шаблон 2 покрывается перед наматыванием проволок слоем изоляционного материала 3, поверх которого и производится наматывание.
По окончании наматывания к концам проволоки 4, являющейся сопротивлением, привязываются дополнительные концы 8 с изоляцией 9, служащие для соединения сопротивления с источником тока. Затем вся поверхность смазывается составом жидкого стекла с каолином и просушивается, вспомогательная проволока 5 снимается, а винтовая канавка, образовавшаяся между витками проволоки 4, заливается тем же составом. После этого шайба б удаляется и сопротивление с сырой еще замазкой покрывается верхним слоем 10 изоляции. По окончании просушки готовое сопротивлеие снимается с шаблона и может быть становлено в прибор.
Предмет и зо б р-етен ия.
1. Способ изготовления электрических нагревательных элементов, преимущественно конусообразной формы, в которых на покрытый изоляционным веществом щаблон наматывают проволоку сопротивления одновременно с рядом располагаемой вспомогательной проволокой, служащей для разделения витков проволоки сопротивления, после чего элемент обмазывают изоляционным веществом (напр., смесью жидкого стекла с каолином), отличающийся тем, что,
после подсущивания обмазанного элемента, вспомогательный провод удаляют, образовавшуюся винтовую канавку заполняют тем же изолирующим веществом, элемент покрывают слоем какой-нибудь изоляции и окончательно высушивают. 2. При способе по п. 1 применение щаблона по форме усеченного конуса, снабженного на меньшем основании привинчиваемым к нему диском, служащим, во-первых, для закрепления концов наматываемых проволок, и, во-вторых, для предотвращения сползания витков в сторону меньшего основания.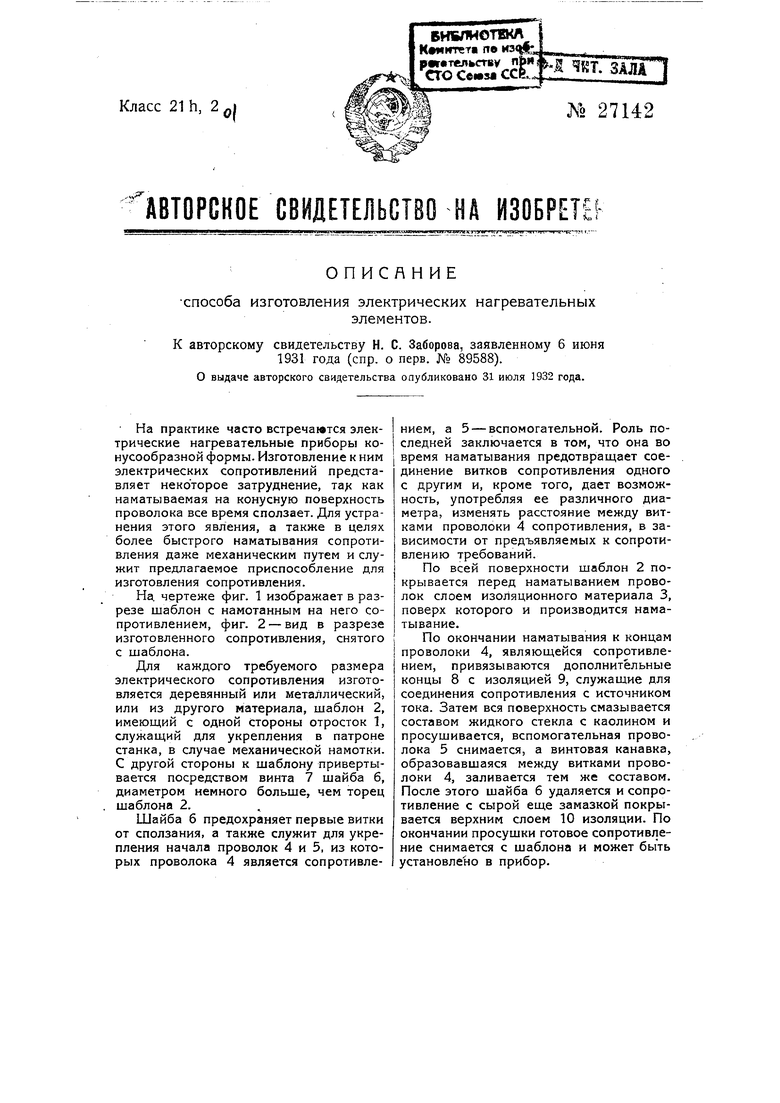
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления плоских проволочных сопротивлений | 1927 |
|
SU8906A1 |
| Прибор для изготовления плоских электрических проволочных сопротивлений | 1929 |
|
SU13893A1 |
| Устройство для изготовления цилиндрических проволочных щеток | 1981 |
|
SU1000015A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАТУШЕК ЭЛЕКТРОДВИГАТЕЛЯ | 2008 |
|
RU2387066C2 |
| ВОЗДУХОПОДОГРЕВАТЕЛЬ | 2002 |
|
RU2252369C2 |
| СТАНОК ДЛЯ НАМОТКИ МАГНИТОПРОВОДОВ | 1965 |
|
SU170104A1 |
| Машина для наматывания проволоки, наподобие восьмерки, на два параллельных штифта | 1925 |
|
SU13918A1 |
| Способ изготовления катушек электрических машин | 1977 |
|
SU731518A1 |
| Электрическое проволочное сопротивление для реостатов и нагревательных приборов | 1929 |
|
SU28948A1 |
| Привод к эксцентричному обмотчику горизонтальной обмоточной машины | 1960 |
|
SU136428A1 |

