Изобретение относится к вспомогательному оборудованию для сварки.
Известен стол для сборки и сварки изделий, содержащий станину, рабочую плиту с пневматическими зажимами, укрепленный над плитой газоотсасывающий зонт со щелями для прохода газов и газоотвод.
Предлагаемый стол отличается от известного тем, что, с целью улучшения условий техники безопасности при дуговой сварке на столах с поворотной плитой, плита установлена на валу, имеющем взаимно перпендикулярные соединенные с пневмосетью отверстия для подвода воздуха к зажимам и укрепленном внутри полой колонны, смонтированной на станине, а газоотсасывающий зонт укреплен на том же валу и соединен с газоотводом.
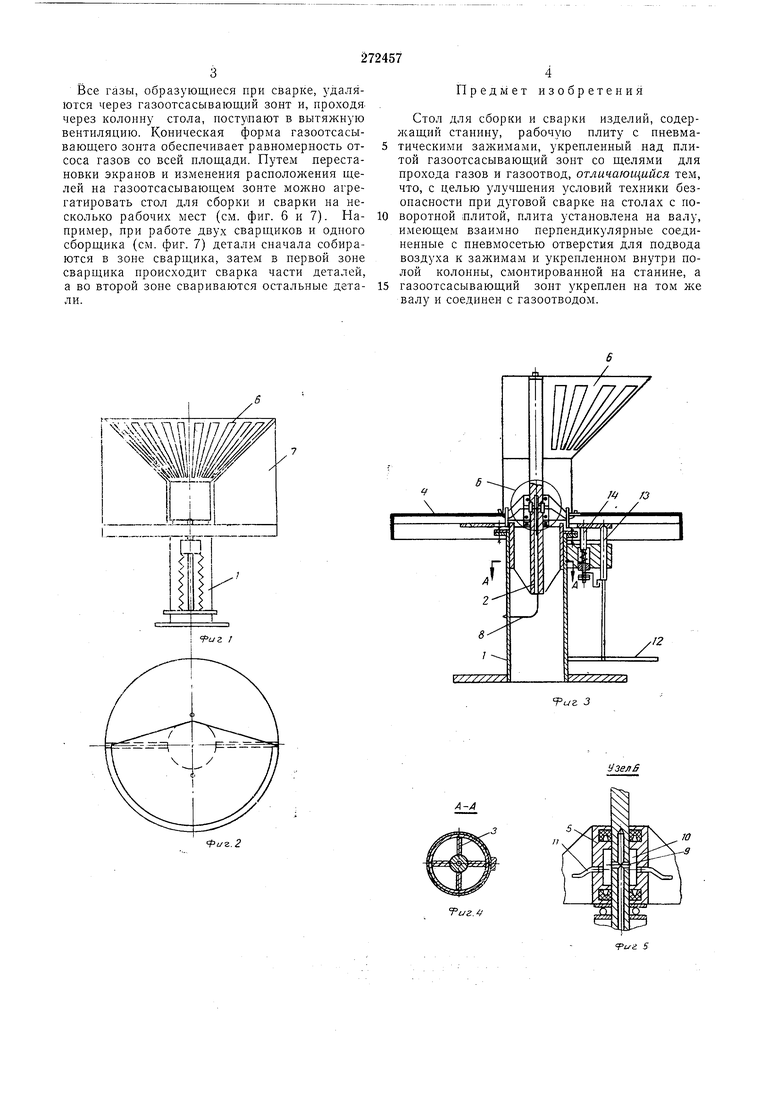
На фиг. 1 схематично изображен описываемый стол, вид спереди; на фиг. 2 - то же, вид в плане; на фиг. 3 - то же, вид сбоку в разрезе; на фиг. 4 - сечение по Л-А на фиг. 3; на фиг. 5 - узел Б на фиг. 3; на фиг. 6 и 7 - варианты расположения газоотсоса на три рабочих места.
Стол содержит полую колонну 1 с воздухоотводом. К колонне крепится неподвижно вал 2 с помощью косынок 3. Поворотная плита 4 стола с помощью специальной втулки 5 насаживается на вал 2 и свободно на нем вращается. На этот же вал неподвижно крепится газоотсасывающий зонт 6, представляющий собой усеченный конус со щелями, причем та часть усеченного конуса, на которой щели отсутствуют (зона сборщика), может быть обрезана (см. фиг. 2, 6 и 7). На поворотной плите стола неподвижно крепятся экраны 7 для защиты сборщиков от бликов сварки. Для использования зал имных пневматических устройств в столе предусмотрен подвод сжатого
воздуха в каждую рабочую зону. Воздух через трубку 5, закрепленную на стойке стола, поступает в отверстие вала 9, а затем в отверстие 10, находящееся во втулке 5. Из отвер-стия.по трубкам // сжатый воздух поступает
на рабочие места. При установке стола колонна подсоединяется к вытяжной вентиляции.
Работает стол для сборки и сварки изделий следующим образом. Детали или узлы, подлежащие сварке, устанавливаются сборщиком в пневматические или другие приспособления и фиксируются. Эта работа происходит в зоне сборщика. Затем сборщик или сварщик нажатием педали 12 отводит фиксатор 13
и токоотвод 14 и производит вручную поворот плиты стола. При этом детали поступают в зону сварщика. При опускании педали фиксатор входит в отверстие на плите стола и фиксирует ее, а токоотвод прижимается к рабочей
Все газы, образующиеся при сварке, даляются через газоотсасывающий зонт и, проходячерез колоину стола, иостутают в вытяжную вентиляцию. Коническая форма газоотсасывающего зонта обеснечивает равномерность отсоса газов со всей нлощади. Путем перестановки экранов и изменения расположения щелей на газоотсасывающем зонте можно агрегатировать стол для сборки и сварки на несколько рабочих мест (см. фиг. 6 и 7). Например, при работе двух сварщиков и одного сборщика (см. фиг. 7) детали сначала собираются в зоне сварщика, затем в первой зоне сварщика нроисходит сварка части деталей, а во второй зоне свариваются остальные детали.
Предмет изобретения
Стол для сборки и сварки изделий, содерлсащий станину, рабочую плиту с пневматическими зажимами, укрепленный над плитой газоотсасывающий зонт со щелями для прохода газов и газоотвод, отличающийся тем, что, с целью улучщения условий техники безопасности при дуговой сварке на столах с новоротной плитой, плита установлена на валу, имеющем взаимно перпендикулярные соединенные с пневмосетью отверстия для подвода воздуха к зажимам и укрепленном внутри полой колонны, смонтированной на станине, а газоотсасывающий зонт укреплеп на том же валу и соединен с газоотводом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Многопозиционный стол для сборки и сварки | 1977 |
|
SU664803A1 |
| Установка для дуговой сварки | 1979 |
|
SU837692A1 |
| Система вихревой вентиляции | 1991 |
|
SU1789837A1 |
| 1 ЬС^СОЮЗНАП | 1973 |
|
SU380743A1 |
| Отсос для стола сварщика | 1990 |
|
SU1791048A1 |
| Автомат безопочной стопочной формовки | 1980 |
|
SU944749A1 |
| ПЕРЕДВИЖНОЙ АГРЕГАТ ПО УЛАВЛИВАНИЮ И ОЧИСТКЕ ВОЗДУХА ОТ СВАРОЧНЫХ АЭРОЗОЛЕЙ | 2002 |
|
RU2212593C1 |
| УСТРОЙСТВО ДЛЯ МОНТАЖА ПРЕИМУЩЕСТВЕННО КОРПУСОВ РАДИОЭЛЕКТРОННЫХ БЛОКОВ | 1991 |
|
RU2013036C1 |
| Поточная линия футеровки катодных устройств алюминиевых электролизеров | 1980 |
|
SU918337A1 |
| Установка для дуговой конденсаторной сварки оплавлением | 1981 |
|
SU990462A2 |

риг.2
иг 3
Узеле
А-А
Риг. 4
