(St) АВТОМАТ БЕЗОПОЧНОЙ СТОПОЧНОЙ ФОРМОВКИ


| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ БЕЗОПОЧНОЙ СТОПОЧНОЙ ФОРМОВКИ | 1973 |
|
SU388828A1 |
| Способ сборки безопочных форм в вертикальную стопку и устройство для его осуществления | 1988 |
|
SU1719149A1 |
| Автоматическая линия для получения отливок в стопочных формах | 1976 |
|
SU662268A1 |
| Установка для горизонтально-стопочной безопочной формовки | 1978 |
|
SU738749A1 |
| Многопозиционный прессово-формовочный автомат с плавающей оснасткой | 1981 |
|
SU969425A1 |
| Установка для изготовления безопочных литейных форм | 1983 |
|
SU1109240A1 |
| Установка выбивки стопочных безопочных форм | 1981 |
|
SU982843A1 |
| Автомат безопочной формовки | 1979 |
|
SU835602A1 |
| Установка для стопочной формовки | 1981 |
|
SU1006041A1 |
| Литейная линия | 1983 |
|
SU1235654A1 |


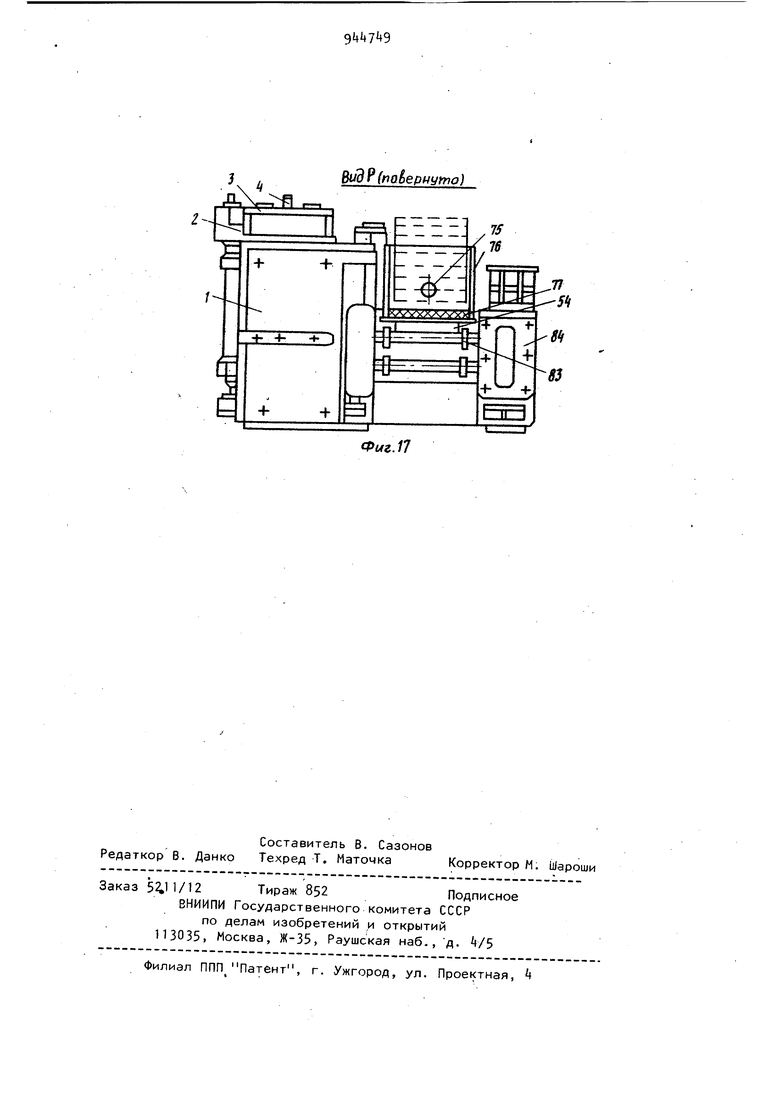
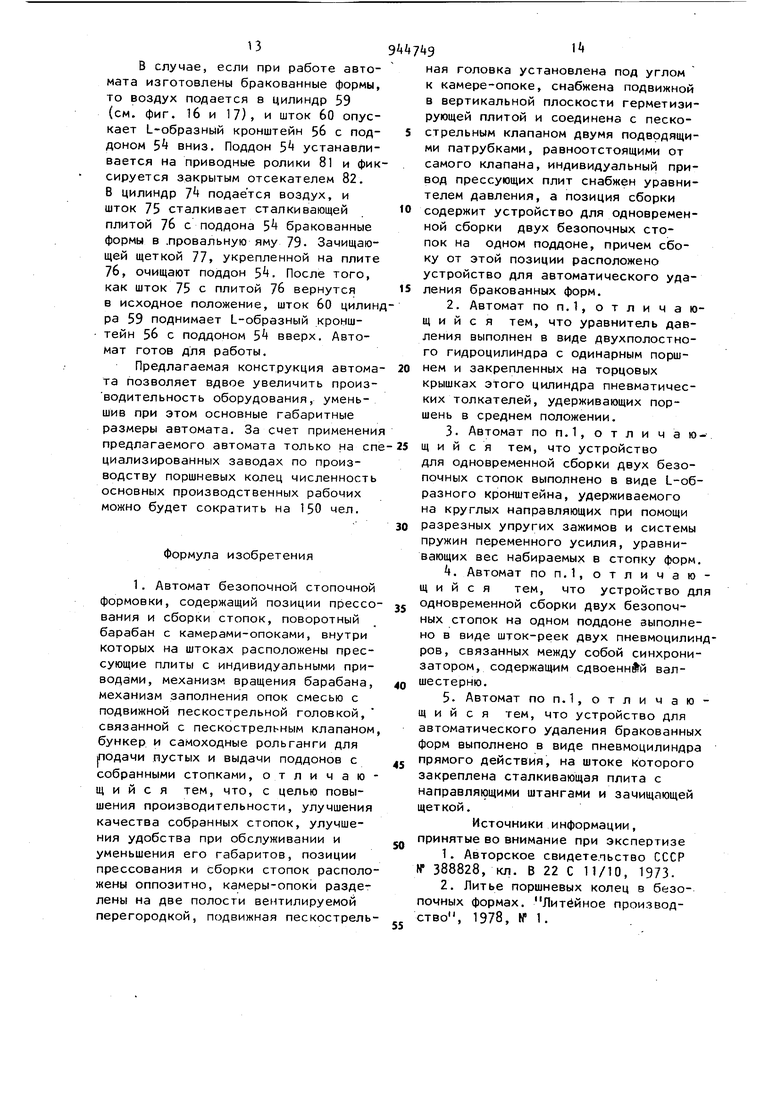
Изобретение относится к литейном производству, а именно к изготовле нию отливок в безопочных стопочных формах. Известна конструкция автомата, состоящего из многопозиционного барабана с четырьмя камерами-опоками внутри которых расположены на штоках прессующие плиты, приводы вращения многопозиционного барабана, механизма пескодувного заполнения опок смесью и бункера с формовочной смесью, механизма для сборки готовых полуформ в стопку самоходных рольгангов для подачи пустых и выдачи заполненных поддонов. Конструкция представляет из себя карусельный автомат, содержащий две позиции засыпки и прессования и две позиции выдавливания безопочных форм из опок и сборки их в стоп ки, а также имеет два приводных рольганга для подачи к каждой позиции пустых поддонов и два приводных рольганга для транспортировки собранных стопок на позицию заливки. Автомат содержит два бункера с формовочной смесью, две пескострельных головки с качающимися механизмами поджима, шиберными заслонками и пескострельными клапанами, четырехпозиционную карусель с четырьмя опоками, механизм поворота карусели с механизмом поджима опок, два механизма прессования, два модельных стола с модельной оснасткой, два механизма выдавливания форм и двух сборщиков безопочных форм в стопку и двух приводных рольгангов 1. Известная конструкция обладает следующими недостатками: - наличие двух пескострельных голоков требует двух грузопотоков подачи формовочной смеси; -наличие двух позиций формовки и сборки безопочных форм в стопки требует двух операторов; -наличие двух позиций сборки безопочных форм в стопки усложняют конструкцию автомата, требуется два приводных рольганга подачи пустых поддонов к автомату и два приводных рольганга для транспортировки собра ных стопок от автомата, а также тре буются дополнительные позиции нагрузки, заливки и выбивки форм. Наиболее близким по технической сущности и достигаемому эффекту к изобретению является автомат для безопочной стопочной формовки, содержащий позиции прессования и сбор стопок, поворотный барабан с камерами опоками, внутри которых расположены на штоках прессующие плиты с индивидуальными приводами, механизм вращения барабана, механизм за полнения опок смесью с подвижной п кострельной головкой, связанной с пескострельным клапаном, бункер и самоходные рольганги для подачи пус тых и выдачи поддонов с собранными стопками 2J. Эта конструкция обладает следующими недостатками: . -.большая просыпь формовочной смеси (kQ%) при засыпке ее в форму -трехпозиционная компановка автомата требует от оператора повышенной внимательности при работе; -при трехпозиционном конструктивном выполнении автомата позиция изготовления формы и позиция сборки расположены под углом в что не дает возможность оператору полностью контролировать все три позиции одновременно. , Целью изобретения является повышение производительности, улучшение качества собранных стопок, улучшени удобства при обслуживании и уменьшение габаритов автомата. I Поставленная цель, достигается тем, что в автомате, содержащем позиции прессования и сборки стопок поворотный барабан с камерами-опоками, внутри которых на штоках расположены прессующие плиты с индивидуальными приводами, механизм вращения барабана, механизм заполнения опок смесью с подвижной пескострель ной головкой, связанный с пескостре ным клапаном, бункер и самоходные рольганги для подачи пустых и выдачи поддонов с собранными стопками, позиции прессования и сборки стопок расположены оппозитно, камеры-опоки разделены на две полости вентилируемой перегородкой, подвижная пескострельная головка установлена под углом к камере-опоке, снабжена подвижной в вертикальной плоскости герметизирующей плитой и соединена с пескострельным клапаном двумя подводящими патрубками, равноотстоящими от самого клапана, индивидуальный привод прссующих плит снабжен уравнивателем давления, а позиция сборки содержит устройство для одновременной сборки двух безопочных стопок на одном поддоне, причем сбоку от этой позиции расположено устройства для автоматического удаления бракованных форм. Автомат отличается еще и тем, что уравниватель давления выполнен в виде двухполостного гидроцилиндра с одинарным поршнем и закрепленных на торцовых крышках этого цилиндра пневматических толкателей, удерживающих поршень в среднем положении. Кроме того, устройство для одновременной сборки двух безопочных стопок выполнено в виде L-образного кронштейна, удерживаемого на круглых направляющих при помощи разрезных упругих зажимов и системы пружин переменного усилия, уравнивающих вес набираемых в стопку форм. При этом устройство для одновременной сборки двух безопочных стопок на одном поддоне выполнено в виде шток-реек двух пневмоцилиндров, связанных между собой синхронизатором, содержащим сдвоенный вал-шестерню, а.также устройство для автоматического удаления бракованных форм выполнено в виде пневмоцилиндра прямого дейст вия, на штоке которого закреплена сталкивающая плита с направляющими штангами и зачищающей щеткой. На фиг. 1 представлен автомат, вид сверху; на фиг. 2 - сечение А-А на фиг. 1; йа фиг. 3 - вид Б на, фиг. 1; на фиг. - кинематическая схема привода вращения двухпозиционного барабана; на фиг. 5 - вид В на фиг. 1; на фиг. 6 - пескострельная головка,поперечный разрез; на фиг. 7 разрез Г-Г на фиг. 6; на фиг. 8 сечение Д-Д на фиг. 6; на фиг. 9 сечение Е-Е на фиг. 2; на фиг. 10 сечение Ж-Ж на фиг. 2; на фиг. 11 - сечение И-И на фиг. 2; на фиг. 12 - позиция сборки безопочных стопочных форм в стопки; на фиг. 13 - вид К на фиг. 12; на фиг. I - сечение Л-Л на фиг. 12; на фиг. 15 кинематическая схема уравнителя давления; на фиг. 1б разрез Н-Н на фиг. 2; на фиг. 17 вид Р на фиг. 16.
Предлагаемая конструкция может быть использована в производстве отливок поршневых колец.
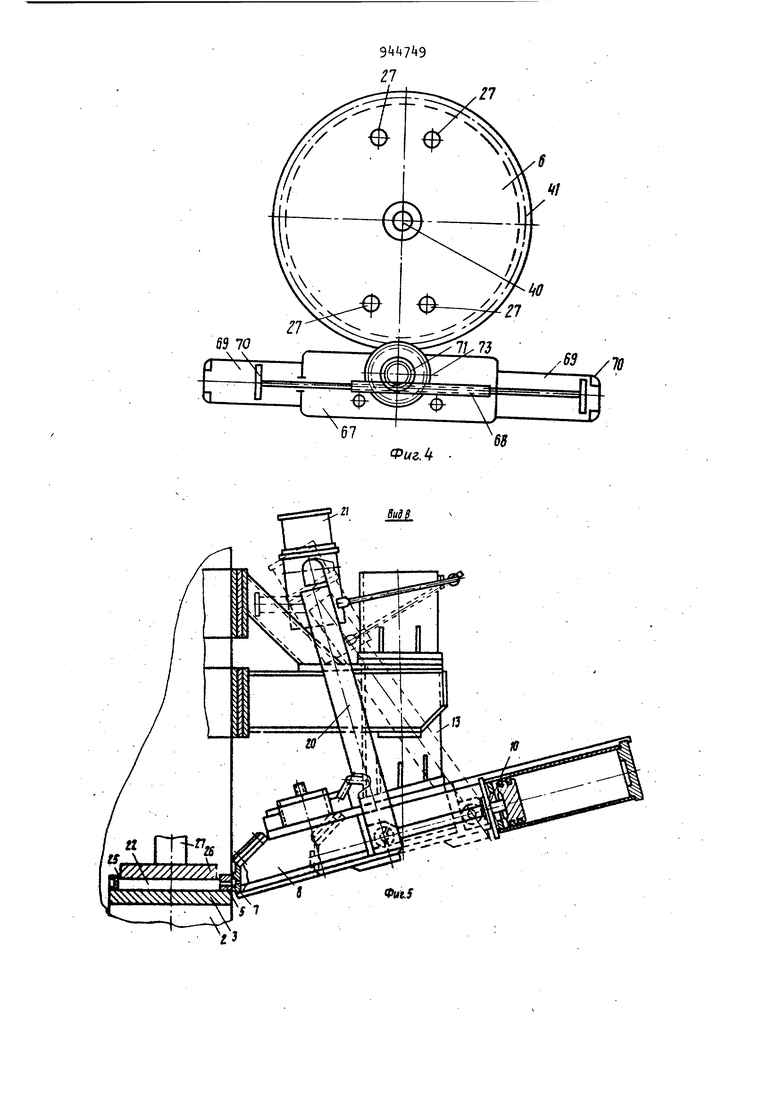
Основанием автомата служит сварная станина1. На станине 1 на позиции изготовления безопочных форм установлен стол 2 с подмодельной плитой 3 и двумя подвижными стояками 4 . На подмодельной плите 3 лежит камера-опока 5, прикрепленная к двухпозиционному барабану 6. С наружной стороны барабана 6 на боковой стороне камеры-опоки 5 расположено вдувное отверстие 7, к нему примыкает соответствующая сторона пескострельной головки 8.
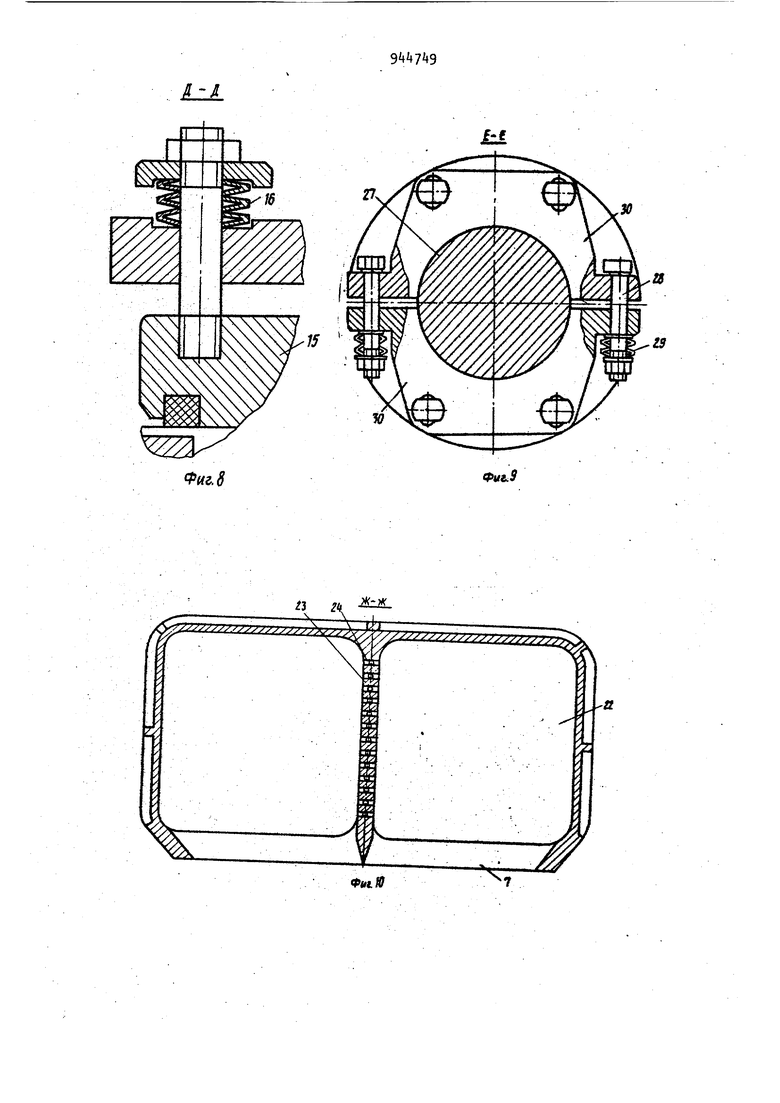
Пескострельная головка 8 по направляющим 9 с помощью поршневого привода 10 может поджиматься к камере-опоке 5 или перемещаться на позицию засыпки, при этом шибер 11, укрепленный на пескострельной головке 8 в момент поджима ее к камере опоке 5, перекрывает загрузочное отверстие 12 бункера 13 с формовочной смесью. К поджатой камере-опоке 5 пескострельной головки 8 с помощь двух поршней 14, смонтированных на направляющих ,9, поджимается герметизирующая плита 15, подвешенная на тарельчатых пружинах 16.
Пескострельная головка 8 состоит из сварного корпуса 17, внутри которого закреплен насадок 18 с винтами 19. С двух сторон к задней части боковых стенок корпуса 17 пескострельной головки подсоединены два подводящих патрубка 20, телескопически связывающие пескострельную головку и с пескострельным клапаном 21.
В камере-опоке 5 выполнены две формообразующие полости 22,разделенные перегородкой 23 с вентиляционными каналами 24, и самоочищающиеся вентиляционные щели 25, образованные стенками формообразующих
полостей 22 и прессующими плитами 26, расположенными в верхней части формообразующих полостей 22. Прессующие плиты 26 прикреплены к штокам 27, на которых с помощью болтов 28, подпружиненных пружинами 29, закреплены две тормозные колодки 30. Шток 27 вместе с прессующей плитой 2б пружиной 31 поддерживается в
верхнем положении. На верхней плите 32 автомата закреплены два прессующих гидроцилиндра 33, штоки в которых 34 соосно соответствуют штокам 27. Для обеспечения одинакового
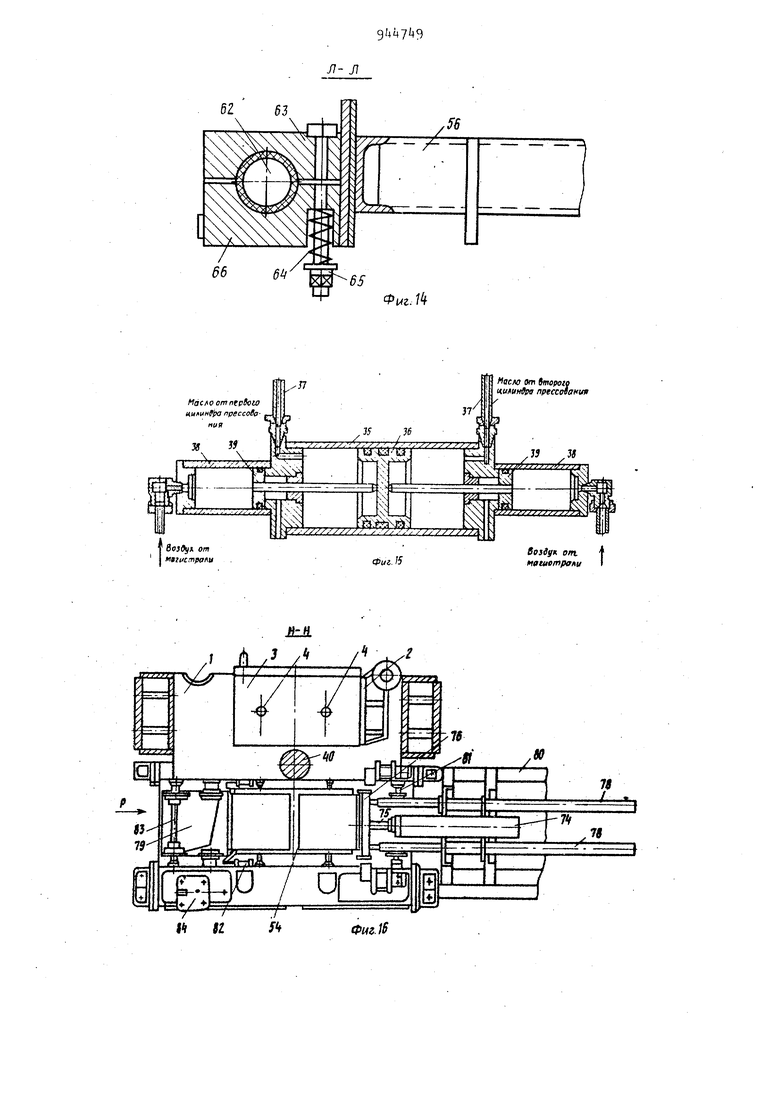
давления прессования в обоих прессующих цилиндрах 33 на верхней плите 32 установлен уравнитель давления, состоящий из гидроцилиндра 35 со свободным поршнем 36, причем обе полости цилиндра 35 соединены подводящими штуцерами 37 соответственно с правым и левым прессующими цилиндрами 33. С двух сторон к цилиндру 35 присоединены два пневмоцилиндра 38
СО штоками 39, приводящие поршень 36 в среднее положение.
Все четыре штока 27 вместе с прессующими плитами 2б и двумя камерами-опоками 5 встроены в корпус
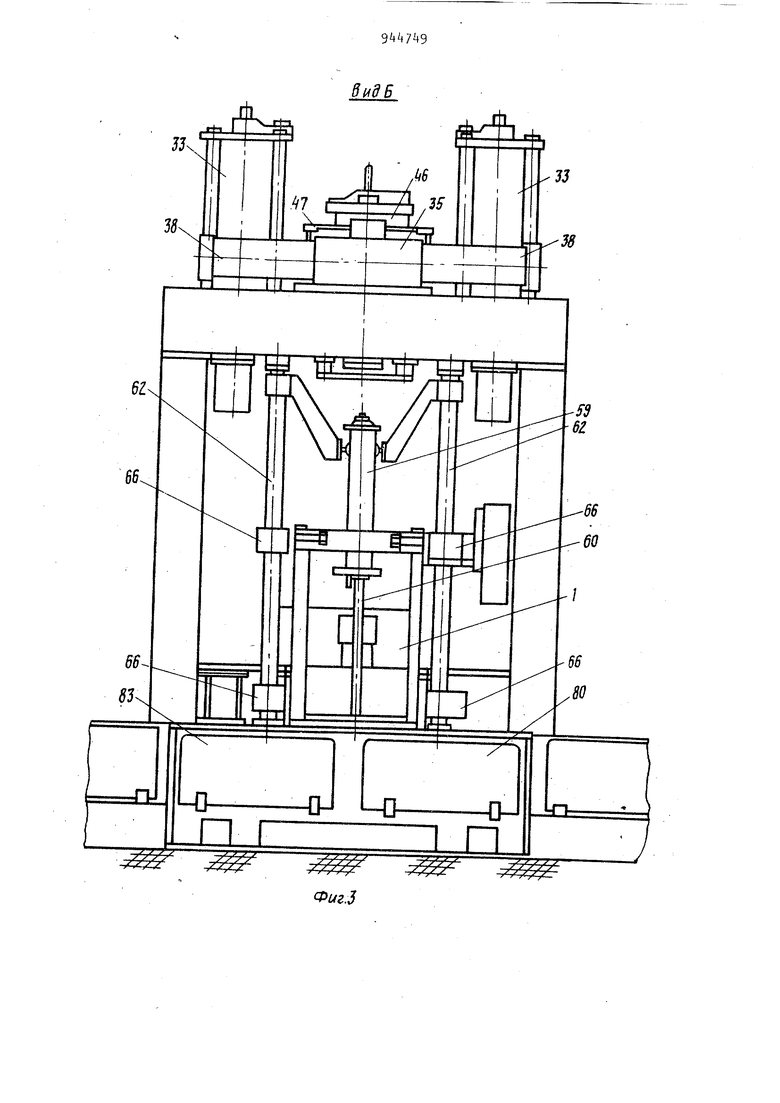
двухпозиционного барабана 6, поворачивающегося вокруг вертикальной оси 40 посредством привода, зацепляющегося с зубчатым колесом 41, укрепленным на верхней части бараба 3 6.
Ось барабана 6 может подниматься и опускаться в направляющей 42 верхней плиты 32 и направляющей 43 станины 1 автомата.
Верхняя часть оси 40 скреплена через шток 44 с поршнем 45 пневмоцилиндра 46. Цилиндр 46 предназначен для плавного подъема и опускания оси 40. На верхней плите 32 автомата
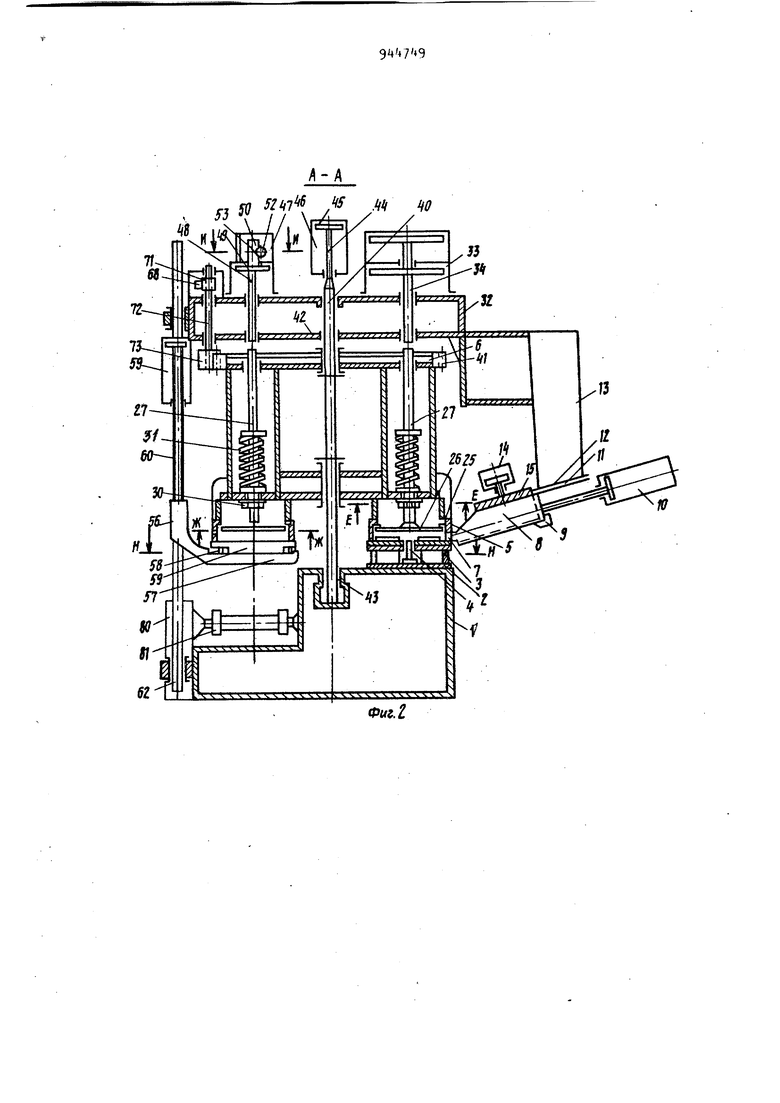
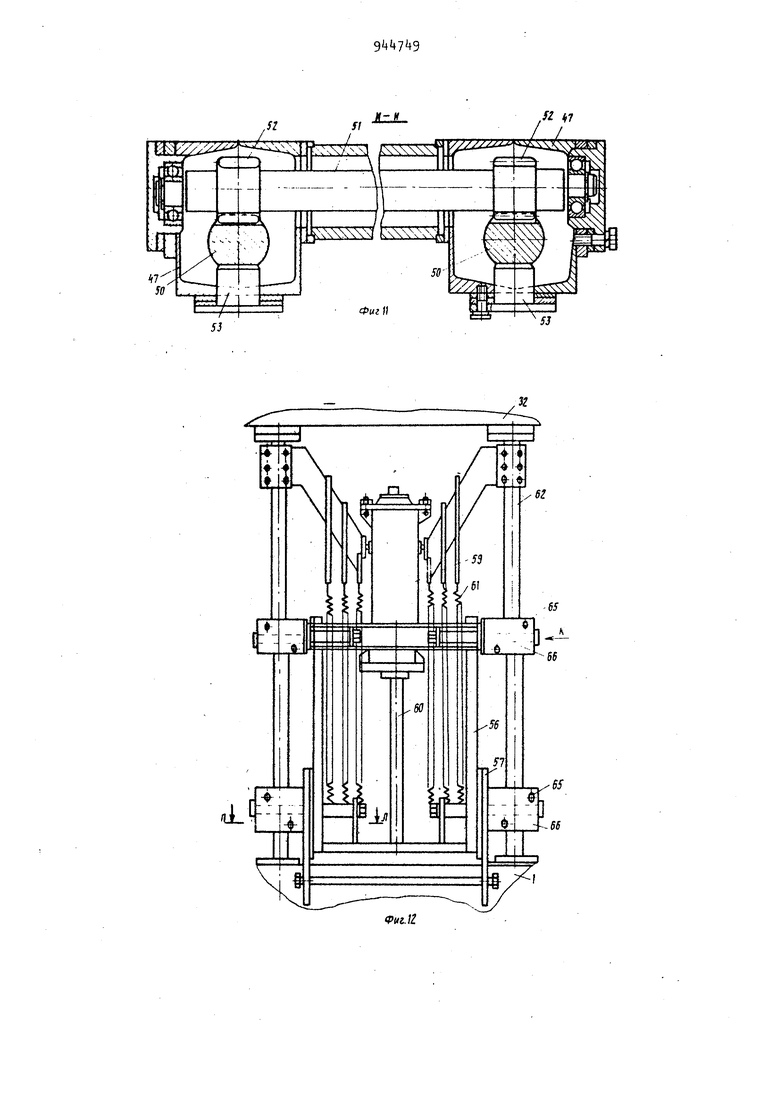
над позицией сборки безопочных форм в две стопки укреплены два пневмоцилиндра 47 для выталкивания форм штока 48, которые сорсны с соответствующими штоками 27.
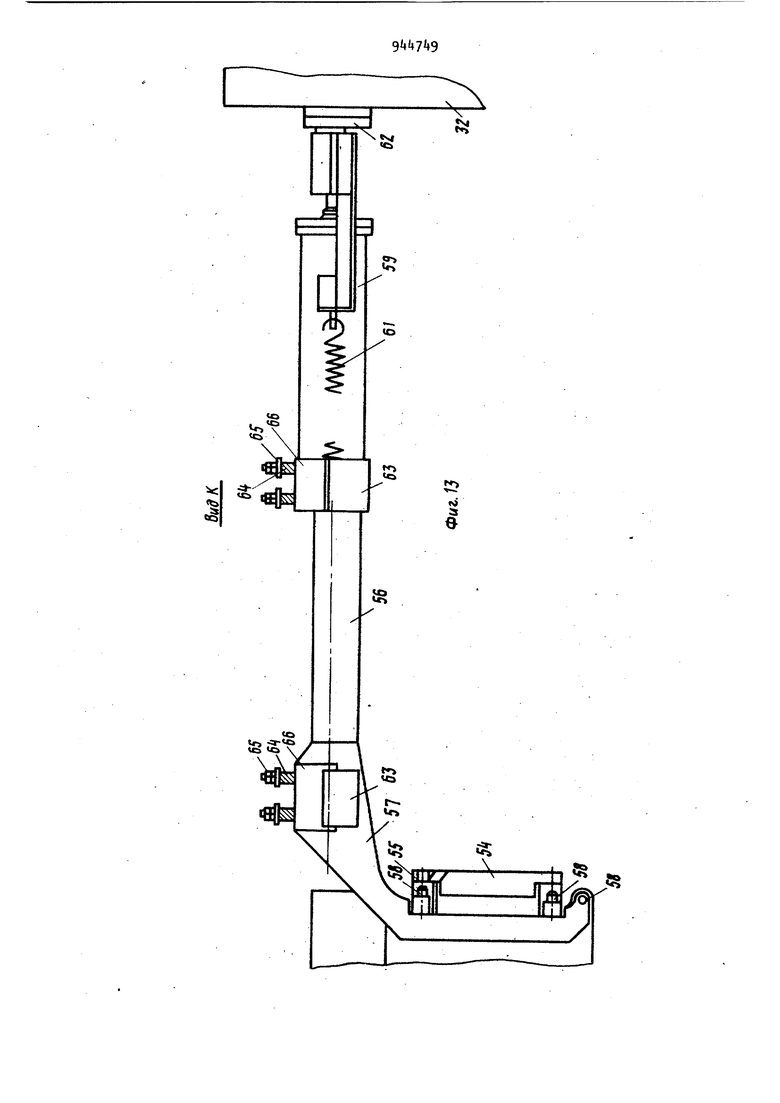
Штоки 48 соединены с поршнями 49, сверху которых укреплены штангирейки 50. Для синхронизации выдавливдния одновременно двух форм оба пневмоцилиндра 47 соединены между собой синхронизирующим валом 51, на котором нарезаны две шестерни 52, входящиеВ зацепление со штангами-рейками 50. Для восприятия усилия, возникающего в зацеплении штанг-реек 50 и шестерен 52, служат пальцы 53. Под камерой-опокой 5 на этой позиции установлен поддон 5 с четырьмя центрирующими втулками 55, на котором собирают и транспортируют стопочные формы. Подвижная часть механизма сборки стопок форм состоит из L-образного кронштейна 5б с двумя щеками 57, на которых имеется по два центрирующих штыря 58, на этих штырях 58 устанавливается и фиксируется в центрирующих втулках 55 поддон 5 цилиндра 59 со штоком 60, со.единенным с L-образным кpoншteйнoм 56 при помощи шести компенсирующих пружин 61. Цилиндр 59 служит для перемещени 1-обоазного кронштейна 5б в верхнее положение (исходное для начала операций сборки) и опускания кронштей на 5б после того, как стопки будут набраны. Цилиндр 59 шарнирно подвешен на двух круглых колоннах б2, ус тановленных между станиной 1 и верх ней плитой 32 автомата. L-образный кронштейн 5б перемещается по колоннам 62 с помощью четырех зажимных колодок 63, шарнирно связанных с L-обраэным кронштейном 5б, к которым с помощью подпружиненных пружинами 6 болтов 65 поджаты четыре колодки 66, Привод для вращения двухпозицион ного барабана 6 состоит из гидроцилиндра 67, внутри которого расположена шток-рейка 68. С двух сторон к цилиндру б7 крепятся два пневмоцилиндра 69 одностороннего действия внутри которых размещены поршни 70. Один из поршней 70 толкает штокрейку 68 и через зацепленную с ней шестерню 71, вертикальный вал 72 и зубчатое колесо 73, зацепленное с зубчатым колесом ft, поворачивает барабан 6 на 180 . При обратном ход толкающим оказывается второй поршень 70, а первый обеспечивает демп фирование. при работе автомата могут быть получены бракованные формы. Для их удаления с 5 предусмотрено устройство, расположенное сбоку от позиции сборки и состоящее из цилин ра 7. К штоку 75 цилиндра 7 прикрепле на сталкивающая плита 76 с укреп98ленной на ней зачищающей щеткой 77 для очистки поддонов 5. В связи с большим ходом штока 75 цилиндр 7 снабжен двумя направляющими 78. Для удаления бракованных форм под автоматом расположена провальная яма 79. Цилиндр уЦ укреплен над рольганном Во для подачи пустых поддонов З в автомат. Рольганг 80 снабжен приводными роликами 81 и отсекателями 82. Собранные стопки безопочных форм по приводным роликами 83 рольганга 84 на поддонах 5 транспортируются на последующие операции. Рассмотрим работу автомата с того момента, когда перед его пуском бункер 13 (см. фиг. 1, 2, 5 и 7) заполнен формовочной смесью, пескострельная головка находится под загрузочным отверстием бункера 13 (исходное положение) и тоже заполнена формовочной смесью. По мере расходования смеси из бункера 13 он непрерывно пополняется смесью, например при помощи ленточного транспортера (не показан. L-образный кронштейн 56 штоком 50 цилиндра 59 опущен в крайнее нижнее положение, отсекатель 82 закрыт. Ось 0 в направляющих 2 и 3 опущена вниз. Камера-опока 5, находящаяся напозиции изготовления безопочных форм, лежит на подмодельной плите 3, закрепленной на столе 2, который установлен на станине 1 (см. фиг. 2). По приводным роликам 81 рольганга 80 поддон 5 направляется на позицию сборки и фиксируется отсекателем 82 (см. фиг. 1б). При совмещений центрирующих втулок 55 поддона 5 с центрирующими штырями 58, выполненными на щеках 57 L-образного кронштейна 56, шток 60 цилиндра 59 поднимает L-образный кронштейн 5б с поддоном 5 в верхнее положение. Поддон 5 оказывается под камерой-опокой 5 установленной на позиции сборки (исходное положение). Автомат готов к работе (см. фиг. 2). Поршневым приводом 10 пескострельная головка 8, заполненная формовочной смесью, по направляющим 9 (см. фиг. 2, 5, 6 и 7) поджимается к камереопоке 5 со стороны вдувного отверстия 7, так что насадок 18 совмещается с отверстием 7, при этом шибер II 9 укрепленный на корпусе f7 пескострел ной головки 8, перекрывает загрузоч отверстие 12 бункера 13. Поршнями 1 укрепленными на направляющих 9. к пескострельной головке 8 прижимается герметизирующая плита 15, пере крывающая сверху насадок 18. От пес кострельного клапана 21 по двум подводящим патрубкам 20 в корпус 17 пескострельной головки 8 подают сжа тый воздух. Проходя через винты 19, воздух выносит из насадка 18 формовочную рмесь через вдувное отверсти 7 в две формообразующие полости 22. Сам воздух через вентиляционные каналы 2 перегородки 23 и самоочищающиеся вентиляционные щели 25 удаляется из камеры-опоки 3 (см. фиг. 2, 6, 7 и 10). Необходимо отметить, что первые, т.е. нижние формы лежат на поддоне 5 и не должны заливаться металлом. Поэтому при изготовлении первой формы подвижные стояки не выдвигаются, и форма получается без стояка. По окончании надува в прессующие гидроцилиндры 33подается давле ние, и штоки давят на штоки 27 (см. фиг. 2, 9 и 10). Прессующими плитами 26, укрепленными на штоках 27, прессуют формовочную смесь в формообразующих полостях 22. После небольшой выдержки времени прессование заканчивается, штоки 3 воз вращаются в исходное положение (вверх) для того, чтобы не было подсоса песчинок смеси через зазор между прессующей плитой 26 и верхним ладом формы штока 27. На штоке 27 закреплены с помощью болтов 28, подпружиненных пружинами 29, две тормозные колодки 30, не дающие отрываться прессующим плитам 26 от верхнего лада форм (см. фиг,2 и Э). Сила трения колодок 30 о шток 27 регулируется затяжкой пружины 29. Важное значение имеет одинаковое давление при прессовании в обоих гидроцилиндрах 53. Для обеспечения одинакового давления служит уравнитель давления (см. фиг. 15). Обе полости цилиндра 35 соединены подводящими штуцерами 37 с прессовыми гидроцилиндрами 33. В случае разности давления в прессовых гидроцилиндрах 33 свободный поршень 36 перемещается в сторону гидроцилиндра 33 с большим давлением jkS10 прессования, и часть жидкости из гидроцилиндра 35 переходит в гидроцилиндр 33. В среднее положение поршень 36 приводится с помощью штоков 39 пневмоцилиндров 38 при подаче в них воздуха. В связи с тем, что прессующие гидроцилиндры 33 и пневмоцилиндр 7 для выталкивания форм работают одновременно, а на позиции сборки в этот момент находится пустая камераопока 5, то работа пневмоцилиндра для выталкивания форм на позиции сборки будет описана в следующем цикле. После окончания прессования воздух из поршней 1A выпускается в атмосферу, и герметизирующая плита 15 с помощью тарельчатых пружин 16 отжимается от насадка 18 пескострельной головки 8 вверх, включается подача воздуха в поршневой привод 10 и пескострельная головка 8 отводится под загрузочное отверстие 12, где из бункера 13 пополняется формовочной смесью. По окончании операции отвода пескострельной головки 8 от камеры-опоки 5 воздух подают под поршень цилиндра , и штоком ось kO в направляющих42 и 43 поднимается вверх. После этого подается давление в первый пневмоцилиндр б9 механизма поворота барабана 6 и поршнем 70 перемещают шток-рейку 68 гидроцилиндра 67, при этом шток-рейка 68 вращает шестерню 71, сидящую на вертикальном валу 72, а через зубчатое колесо 73, также посаженное на вал 72, зацепленное с зубчатым колесом 1, находящимся на барабане 6, поворачивает барабан 6 с двумя камерами-опоками 5 на (см. фиг. 2 и ), тем самым переносит камеруопоку 5 с заформованными формами с позиции изготовления безопочных форм на позицию сборки безопочных форм. Поршень 70 второго пневмоцилиндра 67 выполняет роль демпфера - обеспечивает плавность поворота (см. фиг. 2 и k). После поворота сжатый воздух из нижней полости цилиндра выпускают в атмосферу, а в нижнюю полость подают воздух, и ось 40 опускается вниз. Пустая камера-опока 5 опускается на подмодельную плиту 3, подвижные СТОЯКИ Ц выдвигаются в верхнее положение. Поршневой привод 10 поджимает пескострельную головку 8 к камереопоке 5, производится выстрел формо вочной смесью в формообразующие полости, и цикл заполнения камерыопоки повторяется. В момент прессования давление подается не только -в гидроцилиндры 33, но и в. пневмоцилиндры kj для выталкивания форм, воздух сверху давит на поршни iS, поршни 9 со штоками 8 опускаются вниз и давят на штоки 27, при этом прессующие плиты 26, лежащие на верхнем ладе форм, выталкивают из камеры-опоки 5 на подопочный щиток первые нижние две безопочные формы. При этом под дейсгвием штоков 27 L-образный кронштейн 56 опускается вниз на толщину формы (см. фиг. 2, 3, 11, 12, 13 и 1). L-образный кро теин 56 перемещается по двум колонн 62 с помощью четырех зажимных колодок 63, шарнирно связанных с L-обра ным кронштейном 5б, к которому с по мощью подпружиненных пружинами б болтов б5 поджаты четыре колодки 66 причем сила трения между колодками 63 и 66 и колонн б2 такая, что посл выдавливания на подопочный щиток 5 двух форм L-образный кронштейн 5б строго перемещается по колоннам 62 на толщи ну формы и не перемещается дальше по инерции.. Необходимая сила прижатия колодок 63 и 66 .к колоннам 62 обеспечивается регулировкой усил пружин 6k. Штанги-рейки 50, укрепленные на штоках 8, также опускаются вниз, проворачивают шестерни 52, сидящие на синхронизирующем валу 51, и тем самым синхронизируют выдавливание сразу двух форм. Для восприятия усилий, возникающих в зацеплении штанг-реек 50 и шестерен 52, служат пальцы 53. После окончания прессования и выдавливания форм из камер-опок 5 давление подается в нижние полости гидроцилиндров 33 прессования и пневмоцилиндры 7, штоки 3 и 8 под нимаются вверх, при этом шток 27 с прессующими 26 камеры-опоки 5, находящиеся на позиции сборки безопочных форм, за счет пружин 31 поднимаются вверх. Движение прессую щих плит 26 вверх вдоль стенок формообразующих полостей 22 происходит Э12 саиоочистка вентиляционных щелей 25 (см. фиг. 2, 3, 11, 12,, 13 и . ПослеТОГО, как поршневой привод 10 отведет пескострельную головку 8 под загрузочное отверстие 12 для заполнения его формовочной смесью, а цилиндр itO поднимет ось kO вверх, воздух подается во второй пневмоцилиндр 69 механизма барабана 6 и при помощи поршня 70 перемещает шток-рейку 68 гидроцилиндра б7 (но уже в другую сторону), движение от шток-рейки 68 через шестерню 71, сидящую на валу 72, зубчатым колесом k барабана 6 поворачивает барабан 6 на 180 - пустая камераопока 5 перемещается на позицию изготовления безопочных форм. Цилиндром k6 ось 40 опускают вниз, и операция по заполнению камеры-опоки 5 формовочной смесью прессованием и выдавливанием форм повторяется. По мере сбора форм на поддоне 5 кронштейн 5б опускается вниз, при этом вес перемещаемых частей возрастает, увеличивается усилие .растягиваемых компенсирующих пружин 61 пропорционально изменению веса стенок после выдавливания очередной пары форм. При сборке стопок цилиндр 39 отключен. После того, как стопки форм полностью собраны, в цилиндр 59 подают воздух, и шток 60 опускает L-образный кронштейн 5б с поддоНОМ 5. с собранными стопками на приводные ролики 81, а сам L-образный кронштейн 5Ь опускает.ся ниже, обеспечивая выход центрирующих штырей 58 из центрирующих втулок 55 поддона 5, отсекатель 82 открывается, поддон 5 со стопками по приводным роликам 83 рольганга 8 транспортируется из-под позиции сборки автомата для последующих операций. Отсекатель 82 закрыт, и свободный поддон 5 фиксируется .отсекателем 82. При совмещении штырей 58,L-o6разного кронштейна 56 с центрирующими втулками 55 поддона 5 шток 60 поднимает L-образный кронштейн 5б с поддоном 5 в верхнее положение, При этом в камера-опоке 5, расположенной над поддоном 5, находятся первые (без стояков) формы. Ось 40 цилиндром k6 опускается вниз, и цикл изготовления стопочных безопочных форм начинается сначала. 13 В случае, если при работе автомата изготовлены бракованные формы, то воздух подается в цилиндр 59 (см. фиг. 1б и 17), и шток 60 опускает L-образный кронштейн 56 с поддоном 5 вниз. Поддон 5 устанавливается на приводные ролики 81 и фик сируется закрытым отсекателем 82. В цилиндр 7 подается воздух, и шток 75 сталкивает сталкивающей плитой 7б с поддона 5 бракованные формы в .провальную яму 79- Зачищающей щеткой 77, укрепленной на плите 7б, очищают поддон 5. После того, как шток 75 с плитой 76 вернутся в исходное положение, шток 60 цилин ра 59 поднимает L-образный кронштейн 5б с поддоном 5 вверх. Автомат готов для работы. Предлагаемая конструкция автома та позволяет вдвое увеличить производительность оборудования, уменьшив при этом основные габаритные размеры автомата. За счет применени предлагаемого автомата только на сп циализированных заводах по производству поршневых колец численность основных производственных рабочих можно будет сократить на 150 чел. Формула изобретения 1. Автомат безопомной стопочной формовки, содержащий позиции прессо вания и сборки стопок, поворотный барабан с камерами-опоками, внутри которых на штоках расположены прессующие плиты с индивидуальными приводами, механизм вращения барабана, механизм заполнения опок смесью с подвижной пескострельной головкой, связанной с пескострельным клапаном бункер и самоходные рольганги для лодачи пустых и выдачи поддонов с собранными стопками, отличаю щийся тем, что, с целью повышения производительности, улучшения качества собранных стопок, улучшения удобства при обслуживании и уменьшения его габаритов, позиции прессования и сборки стопок располо жены оппозитно, камеры-опоки разделены на две полости вентилируемой перегородкой, подвижная пескострель 9 ная головка установлена под углом к камере-опоке, снабжена подвижной в вертикальной плоскости герметизирующей плитой и соединена с пескострельным клапаном двумя подводящими патрубками, равноотстоящими от самого клапана, индивидуальный привод прессующих плит снабжен уравнителем давления, а позиция сборки содержит устройство для одновременной сборки двух безопочных стопок на одном поддоне, причем сбоку от этой позиции расположено устройство для автоматического удаления бракованных форм. 2.Автомат поп.1,отличающ и и с я тем, что уравнитель давления выполнен в виде двухполостного гидроцилиндра с одинарным поршнем и закрепленных на торцовых крышках этого цилиндра пневматических толкателей, удерживающих поршень в среднем положении. 3.Автомат поп.1,отличающ и и с я тем, что устройство для одновременной сборки двух безопочных стопок выполнено в виде L-образного кронштейна, удерживаемого на круглых направляющих при помощи разрезных упругих зажимов и системы пружин переменного усилия, уравнивающих вес набираемых в стопку форм. i. Автомат по п.1, отличающий с я тем, что устройство для одновременной сборки двух безопочных стопок на одном поддоне выполнено в виде шток-реек двух пневмоцилиндров, связанных между собой синхронизатором, содержащим сдвоенн Гй валшестерню. 5. Автомат по п.1, отличающий с я тем, что устройство для автоматического удаления бракованных форм выполнено в виде пневмоцилиндра прямого действия, на штоке которого закреплена сталкивающая плита с направляющими штангами и зачищающей щеткой. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 388828, кл. В 22 С 11/10, 1973. 2.Литье поршневых колец в безопочных формах. Литейное производство, 1978, № 1.
7S ff
0e/f.f ff/ -А 5р -J .«4 Фаг. 2 i tn L
Фиг.З o
/7
41
Фиг.. 4
У//////Ж///.
/ /////// /Л
.Жг,,Щг1(
и«Ж%ж%ли«л ;«:чкчп.Чж:%Ж%л.члт:чь«лк К4КЧ11 1 ж « «лк«чкчк%ж%ль«.%.%.%. ъ%%.%.ч:%ж« «жчз i
V-r
/5
Воз81ц от пневчоклапана
тт7//.
Ki-M we/1
Фиг.6
Фмг. 7
LiJ.
(tz.S
Фиъ-У
,Sl
65
Фиг. 12
IT-г1
:
62
63
Фкг. /4
Ласло em второго nufUHttia nptccoiaKW
SosdgK on 4 выетраяи I
fut. 5
Вид (повернуто}
Л -Л
бг
Фиг.П
