1
Известен стеллаж для ручной сборки боковой Стенки анодного кожуха алюминиевого электролизера, выполненный в виде прямоугольной рамы, на поверхности которой расположены проушины для забивки в них поджимающих клиньев и кольца для кантовки стеллажа мостовым .краном.
П.редложенная поточная линия отличается тем, что она состоит из стенда для сборки, машины для расстановки ребер жесткости и кантователя, распололсенных последовательно технологическому процессу изготовления анодного кожуха и соединенных между собой транспортными устройствами.
Кроме того, стенд снабжен откидными пневматическими прижимами, выполненными в виде системы рычагов с |фиксаторами и убирающимся рольгангом, состоящим из шарнирно прикрепленных к раме двуплечих рычагов, верхние колцы которых соединены с роликами, а нижние - с пневмоцилиндром. Машин1а для расстановки ребер жесткости выполнена в виде перемещающейся П-образной рамы, расположенной «ад стендом, и снабжена кассетой с механизмом для поштучной выдачи ребе;р жесткости, фиксатором и откидн1ым упором. Кантователь выполнен в виде поворотной в горизонтальной плоскости рамы, по продольным сторонам которой установлены самозапирающиеся рычажные захваты для крепления стенки кожуха, приводимые в движение от общего привода. Это механизирует изготовление боковой стешш анодного кожуха и снижает трудовые затраты.
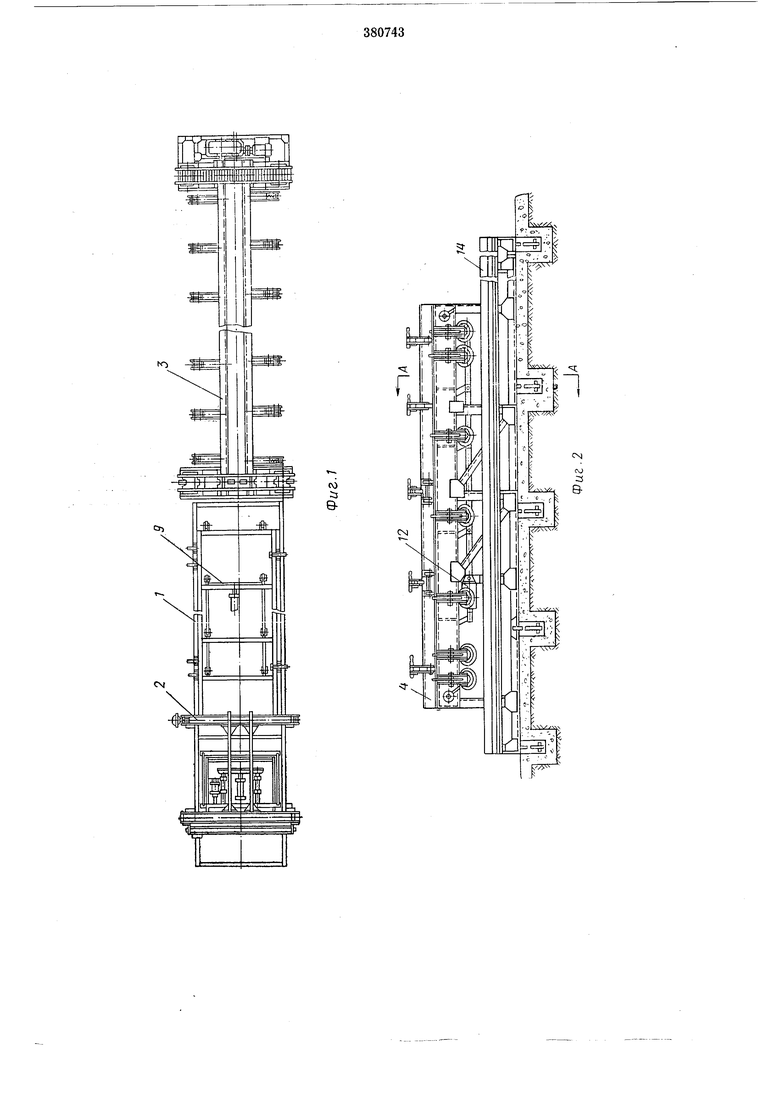
На фиг. 1 изображена предложенная поточная линия; на фиг. 2 - стенд, вид сбоку; на фиг. 3 - то же, вид сверху; на фиг. 4 - разрез по А-Л на фиг. 2; на фиг. 5 - машина, вид сбоку; на фиг. б - то же, вид спереди;
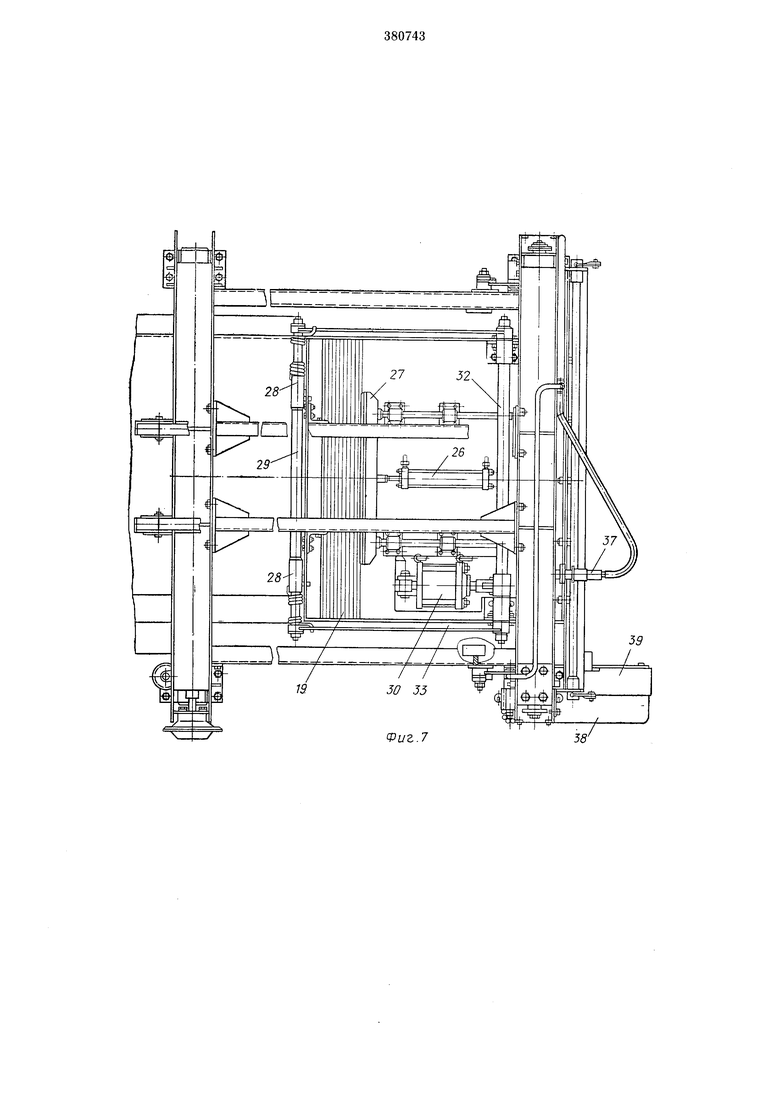
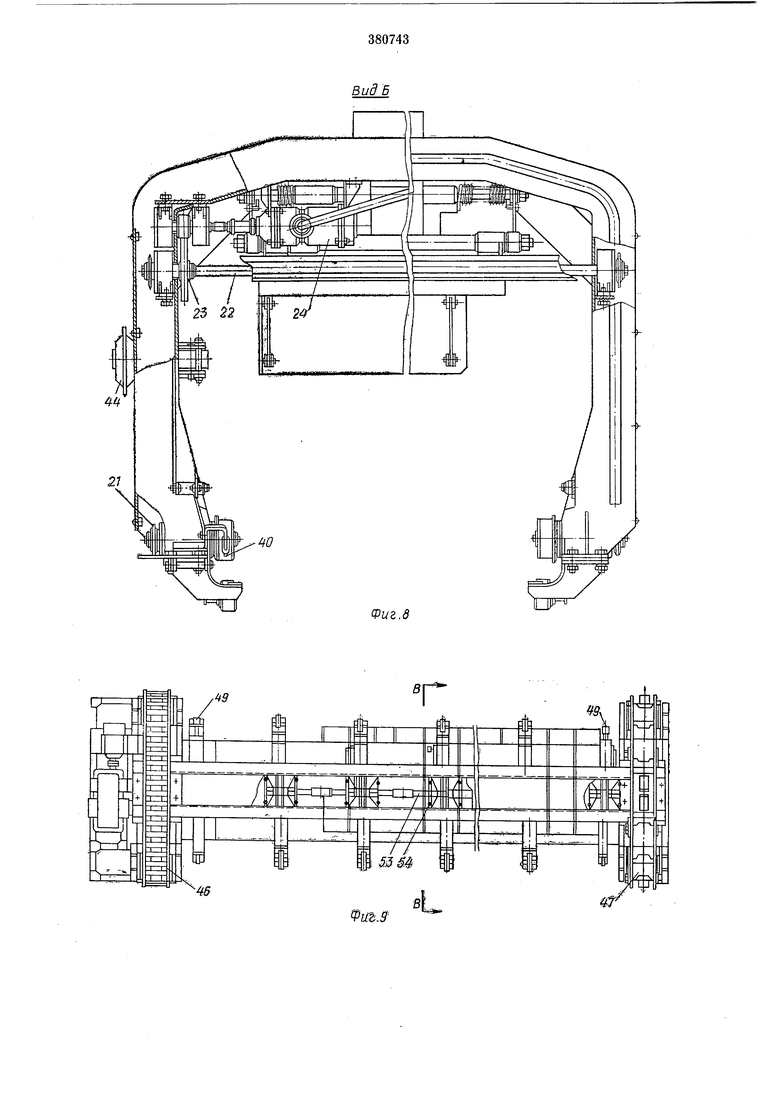
на фиг. 7 - то же, вид сверху; на фиг. 8 - вид по стрелке Б ва фиг. 5; .на фиг. 9 - кантователь, вид сверху; на фиг. 10 - то же, вид спереди; на фиг. 11 - разрез по В-В на фиг. 9.
Поточная линия состоит из стенда / для сборки, машины 2 для расстановки ребер жесткости и кантователя 3, предназначенного для -кантовки собранной стенки дри ее сварке. Стенд содержит раму 4, по краю которой
установлены откидные шрижимы 5, 6 и 7, работающие от пневмокамеры 8. Под рабочей площадкой стенда находится убирающийся рольганг 9, состоящий яз шарнирно прикрепленных к раме рычагов 10 с опорными роликами, связанных между собой тягами //, и пневмоцилиндра 12. К стойкам стенда с двух сторон прикреплены рельсовые дорожки 13, которые кончаются тупиковым участком 14. Стенд работает следующим образом.
Лист 15 стенки анодного кожуха 16 укладывается на стенд, затем включаются пневмодиафрагмы прижимов 6, которые, действуя на лист по его краям, перемещают его до упоров, укрепленных с противоположных сторон, и лист занимает нужное ноложение. Далее укладывается уголок л есткости, на который из откинутого состояния опускаются прижимы 5 и фиксируются защелками 17, лосле чего в пневмокамеры 8 подается воздух. Усилие пневмокамер через рычаги прижимов передается на нлавающие пяты 18, при помощи которых уголок жесткости прочно фиксируется на листе. Для окончательного крепления листа 15 включаются прижнмы 7, после чего производится прихватка и приварка уголка жесткости к листу. После приварки следует олерация расстановки ребер 19. Для этого в работу включается мащина 2. Машина является транспортным устройством, перемещающимся над стеидом, .и состоит из рамы 20, опорой которой служат четыре катка, два из них приводятся во вращение при помощи двух цепных передач 21, трансмиссионного вала 22, шестеренчатой пары 23 и пневмодвигателя 24. К средней части рамы подвещена кассета 25 для размещения в ней ребер жесткости.
Уложенный в кассету пакет .ребер жесткости пневмоцилиндром 26 через упор 27 прижимается к торцовой стенке кассеты, в прорези .которой заходят два захвата 28. Захваты шарнирно укреплены на валу 29, который от действия иневмоцилиндра 30 через рычаг 31, вал 32 и тяги 33 может перемещаться по радиусу вниз, нроизводя по нути своего движения захват.первого ребра из пакета и установку его на лист. Вертикальное положение ребра удерживается направляющей стенкой 34, которая в нерабочем положения откидывается.
Пневмоцилиндры 26 и 30 управляются золотниками 35 и 36, а пневмодвигатель 24 - золотником 37.
Машина работает следующим образом.
Кассета 25 заполняется пакетом ребер жесткости и прижимается прижимом к передней ее стенке. Сборщик занимает место на подножке 58 и включением золотника 57 включает машину на щередний ход. Машина, переместившись по рельсовым дорожкам 13 до конца стенда для сборки, останавливается и нереключается на задний ход. При заднем ходе сборщик опирается ногой на педаль 59 до западания фиксатора 40 в отверстие на .рельсовой дорожке. В это время золотник 57 выключается и включается золотник 36, подающий воздух в пневмоцилиндр 30. От действия пневмоцилиндра 30 захваты 28, перемещаясь вниз, захватывают первое ребро жесткости из кассеты и, продвинув его в окне днища, прижимают к листу, расположенному на стенде. Затем ребро электросваркой прихватывается к листу и установка первого ребра считается законченной. Для установки последующих ребер золотники 55 и 36, а также фиксатор 40 переключаются на реверс, а затем вышеописанные операции повторяются до расстановки всех ребе,р жесткости на листе. Расстояния на рельсовой дорожке для фиксированной остановки машины соответствуют расстояниям расположения ребер на листе. После расстановки ребер жесткости машина нерегоняется на тупиковый участок 14 стенда и направляющая стенка 34 ее откидывается в нерабочее положение. Следующей операцией сборки боКОБОЙ стенки анодного кожуха является установка уголка Л4есткости 41 на лист. Уголок на лист устанавливается краном в положении, показанном на фиг. 4. После этого машина наезжает на край стенда. Прижим уголка перед
его прихваткой сверху и со стороны производится рычагом 42, установленным на захвате 28, и рычажным прижимом 43, работающим от пневмокамеры 44. После прихватки уголка 41 боковая стенка
кожуха анода считается собранной и подлежит транспортировке ее на кантователь 5 для электросварки. Стенка со стенда на кантователь транспортируется перекатыванием то роликам убирающегося рольганга 9 и роликам
кантователя от толкающего усилия машины.
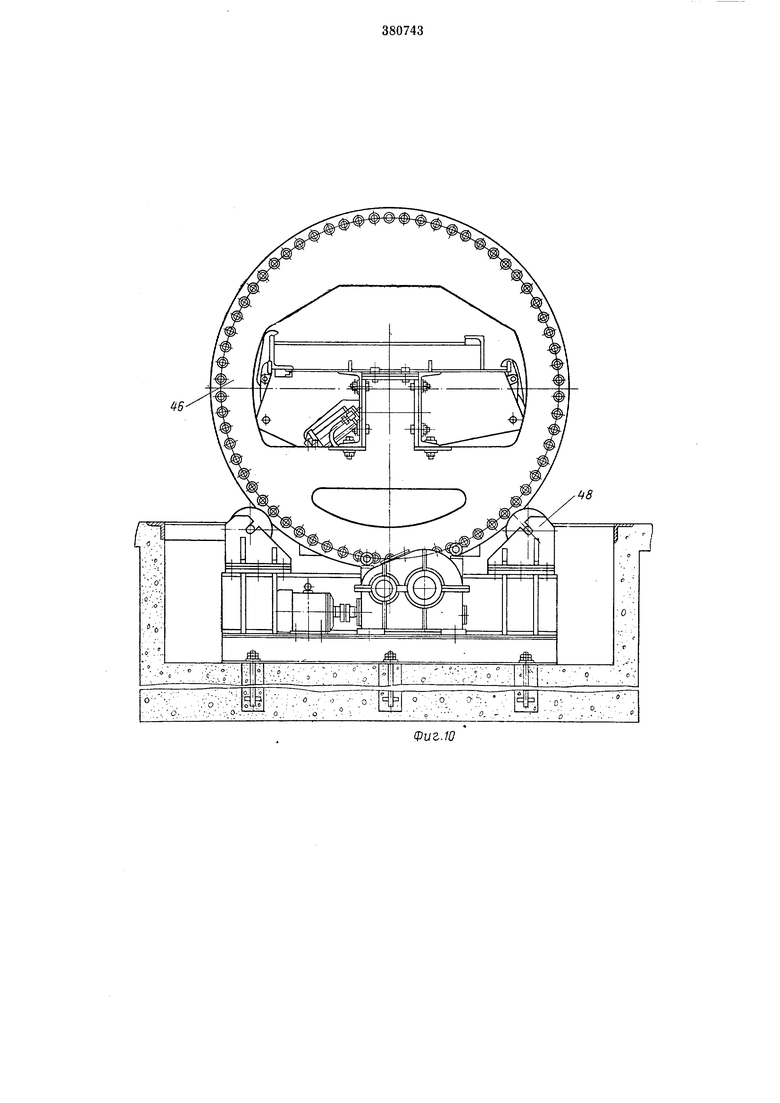
Кантователь содержит раму 45, по концам
которой укреплены две кольцевые опоры 46 и
47. Кольцевые опоры могут прокатываться по
роликовым опорам 48. Опора 48 имеет цриводную от электродвигателя звездочку, которая, сцепляясь с цевками кольцевой опоры 46, может поворачивать раму кантователя вокруг ее оси. По концам рамы установлены захваты 49, которые при включении в работу сдвигают
деталь на ось (центровку) с последующим ее зажимом. По всей длине рамы с одной стороны расположены захваты 50, а с другой - захваты 51, которые крепятся в проушинах рамы через оси 52. Нижние концы захватов выполнены в виде вилок, обхватываюших стержни с роликами. При раскрытии захватов ролики приподнимаются над поверхностью рамы, а при закрывании захватов опускаются ниже поверхности рамы. Все захваты, кроме захватов, расположенных по концам рамы, приводятся в движение от вала 53, укрепленного в подшипниках 54 в центре рамы, при помощи муфт с рычагами 55 и тяг 56. Вал 55 поворачивается на некоторый угол пневмоцилиндрами 57. Схема захвата изделия на кантователе вьшолнена самозапирающейся, что гарантирует его от выпадания при отключении пневмосети, обрыве шланга для подвода сжатого воздуха и других обстоятельствах.
Кантователь работает следующим образом. Перед подачей на кантователь боковой стенки анодного кожуха его рабочая площадка должна находиться в горизонтальном положении и все захваты должны быть раскрытыми. На стенде открываются захваты, удерживающие стенку, и включается в работу убирающийся рольганг 9, вследствие чего стенка окажется на рольганге.. Затем откидывается упор 58 машины 2 и последняя включается на
передний ход. При движении машины ее упор
натолкнется на крайнее ребро боковой стенки анодного кожуха, вследствие чего стенка начнет перемещаться по роликам убирающегося рольганга через окно кольцевой опоры 47 и по роликам кантователя на его рабочую площадку до упоров. Затем включаются пневмоцилиндры захватов 49, центрирующих положение стенки на кантователе, и захватов 50 и 51. При срабатывании этих пневмоцилиндров вал 53 с рычагами 55 поворачивается, производя тягами 56 сближение рычагов захватов 50 и 51 к центру кантователя. В результате боковая стенка анодного кожуха надежно закрепляется на площадке кантователя. При дальнейшем поворачивании вала образуемое рычагами 55 стягивание компенсируется пружинными узламн тяг 56, и тяги 56 к концу хода пневмодилиндра переходят мертвые точки, в результате чего обратная реакция от зажима детали будет стремиться повернуть вал в сторону закрывания, что обеснечивает самозанирааие захватов от самопроизвольного их раскрытия. После закрепления боковой стенки на кантователе включается двигатель его привода и боковая стенка поворачивается в положение, удобное для работы сварщика. Готовая стенка цеховым краном транспортируется на участок сборки анодного кожуха электролизера.
Предмет изобретения
1. Поточная линия для изготовления боковой стенки анодного кожуха алюминиевого
электролизера, отличающаяся тем, что, с целью механизации процесса и снижения трудовых затрат, она состоит из стенда для сборки, машины для расстановки ребер жесткости и кантователя, расноложенных последовательно технологическому процессу изготовления анодного кожуха и соединенных между собой транспортными устройствами.
2. Поточная линия по п. 1, отличающаяся тем, что стенд для сборки снабжен откидными пневматическими прижимами, выполненными в виде системы рычагов с фиксаторами, и убирающимся рольгангом, состоящим из щарнирно прикрепленных к раме двуплечих рычагов, верхние концы которых соединены с роликами, а нижние - с пневм-оцилиндром.
3.Поточная линия по п. 1, отличающаяся тем. что мащива для расстановки ребер жесткости выполнена в виде расположенной над стендом перемещающейся П-образной рамы с кассетой, снабженной механизмом для поштучной выдачи ребер л есткости, фиксатором и
откидным упором.
4.Поточная линия по п. 1, отличающаяся тем, что кантователь выполнен в виде поворотной в горизонтальной плоскости рамы, по
продольным сторонам которой установлены самозапирающиеся рычажные захваты для крепления стенки кожуха, приводимые в движение от общего вала.
-HhgГО
::5 9А
«г.з
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для сборки и сварки листов в полотнища | 1976 |
|
SU647090A1 |
| АВТОМАТИЗИРОВАННАЯ ПОТОЧНАЯ ЛИНИЯ | 1971 |
|
SU298453A1 |
| СТЕНД ДЛЯ СБОРКИ КОНТРФОРСНОИ БАЛКИ КАТОДНОГО КОЖУХА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1973 |
|
SU397557A1 |
| Устройство для сборки под сваркуизделий типа балок | 1974 |
|
SU508372A1 |
| СТЕНД ДЛЯ СБОРКИ И ДВУСТОРОННЕЙ СВАРКН ЛИСТОВОГО МАТЕРИАЛА В ПОЛОТНИЩА | 1973 |
|
SU366951A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU939174A1 |
| Линия для изготовления стекол "триплекс | 1979 |
|
SU975601A1 |
| Станок для сборки и сварки полотнищ с поперечными ребрами | 1976 |
|
SU662302A1 |
| ПАКЕТОФОРМИРУЮЩАЯ МАШИНА ДЛЯ ГРУЗОВ В МЯГКОЙ ТАРЕ | 1969 |
|
SU414165A1 |
| Участок обезжиривания, очистки и грунтовки тонколистового и гофрированного проката | 1985 |
|
SU1329859A1 |



.4.
)i /y «2
иг.6 20
Фиг.7
Фиг.8
Фиг.Ю Фиг 11 В В noSepnymo
