Обычный процесс художественной окраски керамических изделий пульвери3 1рованием заключается в следующем: на стоящий«еподвижнр стержень с круглой плоскостью наверху устанавливается изделие в нужном положении. К изделию подносится трафарет и нажинается рычаг пульверизатора. Изделие с .получивщимся трафаретным эскизом для усиления этого рисунка передается в следующую инстанцию. Смотря по сложности рисунка эта операция производится от одного до трех-четырех раз. , Предлагаемое устройство для художественной окраски керамических изделий имеет целью замену ручного способа производства машиным.
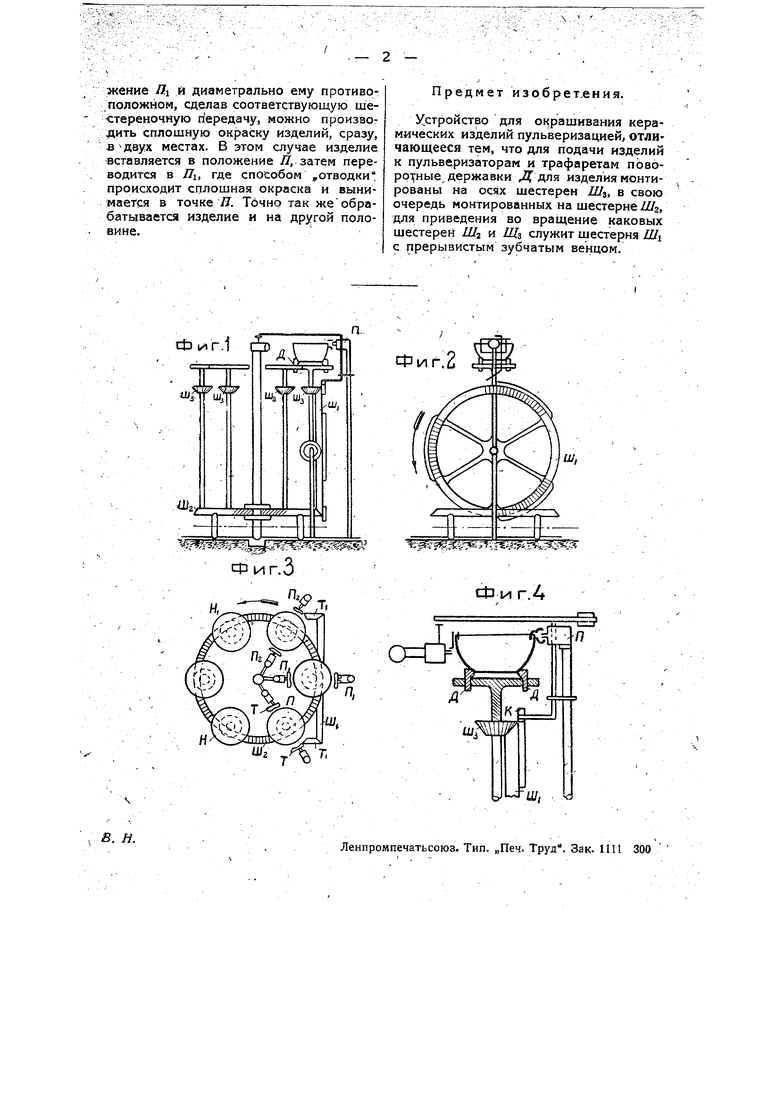
На .чертеже фиг. 1 изображает вид устройства спереди; фиг. 2-вид его сбоку; фиг. 3-вид его сверху; фиг. 4деталь устройства.
Коренная секторная шестерня Ш с прерывистым зубчатым венцом приводит в движение шестерню LUzf на которой закреплены в свободно вращающихся осях шестерни Ш. В верхней части оси окончиваются круглыми плоскостями с державками-Д для изделий.
Действие устройства заключается в следующем: изделие вкладывается в державку Ду находящуюся в положении ff (фиг. 3). В следующий момент зубчатая часть шестерни ZZ/i приводит в движение шестерню UJs и стержень с изделием переходит в положение /7, при чем самое изделие входит в неподвижно стоящие трафареты Г и останавливается, а шестерня Jj при помощи кулачка нажимает на кнопку пульверизатора. Происходит предварительная окраска изделия по трафарету. Следующая зубчатая часть шестерни Ш переводит это изделие в положение П. К моменту остановки стержня автоматически приводится в движение шестерня Ш, приводящая этот стержень с изделием во вращение. Кромка /С (фиг. 4) нажимает на рычаг пульверизатора, производящего „отводку изделия. Поставив в положение HI неподвижные трафареты, можно изменять форму и величину „отводки. Процессом, аналогичным первому, изделие переводится в положение Яг, где на него наносится вторичный трафаретный рисунок, усиливающий первьш, и в положении HI изделие вынимается. Установив добавочные трафареты и пульверизаторы, можно производить окраску изделий, одновременно, с двух сторон. Поставив пульверизатор только в положение и диаметрально ему противоположном, сделав соответствующую шестареночную передачу, можно произвот дить сплошную окраску изделий, сразу, местах. В этом случае изделие вставляется в положение /7, затем переводится в /7ь где способом „отводки происходит сплошная окраска и вынимается в точке Я. Тйчно так жеобрабатывается изделие и на другой половине.
Предмет изобрет.ения.
У стройство для окрашивания керамических изделий пульверизацией, отлИ чающееся тем, что для подачи изделий к пульверизаторам и трафаретам поворо- -ные державки Д для изделия монтированы на осях шестерен Я/з, в свою очередь монтированных на шестерне Ш, для приведения во вращение каковых шестерен Ш и Z% служит шестерня Ш с прерывистым зубчатым венцом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Револьверный пресс | 1957 |
|
SU114471A1 |
| Станок для навивания пружин | 1934 |
|
SU42017A1 |
| Полуавтомат для прошивки деталей и узлов швейных изделий | 1958 |
|
SU121331A1 |
| Устройство для декорирования изделий | 1977 |
|
SU735316A1 |
| Отводка для ступенчатых шкивов | 1928 |
|
SU10865A1 |
| Устройство для окраски изделий методом макания | 1984 |
|
SU1214241A2 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ ОКРАСКИ ПОСУДЫ И Т. П. ПУЛЬВЕРИЗАЦИЕЙ ЧЕРЕЗ ТРАФАРЕТЫ | 1932 |
|
SU39621A1 |
| Станок для вытачивания изделий из глиняной массы | 1931 |
|
SU25897A1 |
| МНОГОПОТОЧНАЯ РОТОРЛАЯ МАШИНА | 1971 |
|
SU310713A1 |
| Автоматический джиггер | 1932 |
|
SU31400A1 |

