Известен -способ изготовления секции (лапы) шарошечного долота, заключающийся в том, что секцию (лапу) шарошечного долота изготовляют из двух частей, которые предварительно штампуют. Причем нижняя рабочая часть с цапфой, расположенная ниже середины двугранного угла, изготовляется из легированной стали, а верхняя - из нелегированной. Указанные части сначала обрабатывают (штампуют, куют и так далее), приводя их к соответствующим формам лапы, а затем сваривают между собой, что усложняет технологию их обработки и снижает качество термообработанных деталей и сварного шва.
Цель изобретения - увеличить прочность секции долота.
Для этого сварку указанных частей производят иеред их совместной штамповкой.
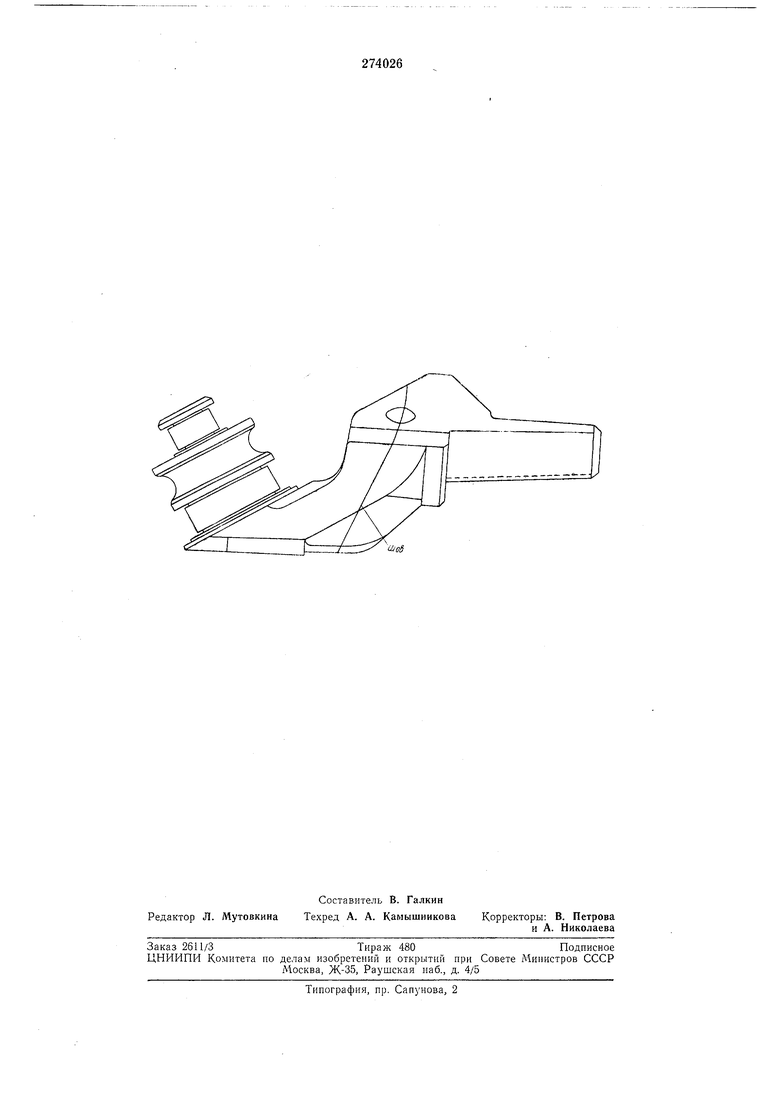
На чертеже показано расноложение стыкосварного шва после штамповки секции (лапы).
Способ осуществляется следуюшнм образом. Заготовку под штамповку секций (лап) рубят из круглого проката. Причем для нижней рабочей части секции (лапы) - из легированной стали, а для верхней (нерабочей) - из нелегированной. Затем обе заготовки соединяют между собой сварным швом, добиваясь равнопрочности сварного соединения с основным металлом. При этом объем заготовок из обеих марок сталей рассчитывается таким образом, чтобы сварной шов проходил через испытывающий наименьшие напряжения двугранный угол секции (лапы). Вследствие деформации металла в процессе штамповки шов оказывается наклонным к оси секции (ланы), iTo обеспечивает наиболее благопрнятные условия его нагружения.
Дальнейшие онерации по обработке секций (лап), начиная со штамповки сварных заготовок в закрытом штампе, производятся по общепринятому на долотных заводах технологическому процессу.
Предмет изобретения
Способ изготовления секции (лапы) шарошечного долота, заключающийся в том, что секцию (лапу) изготовляют из двух частей, которые предварительно штампуют, а затем сваривают, причем нижняя рабочая часть с цапфой, расположенная ниже середины двугранного угла, изготовляется из легированной стали, а верхняя-из нелегированной, отличающийся тем, что, с целью увеличения нрочности секции долота, сварку указанных частей производят перед их совместной штамновкой.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления сварных буровых долот | 1977 |
|
SU618227A1 |
| СПОСОБ СБОРКИ БУРОВЫХ ШАРОШЕЧНЫХ ДОЛОТ | 2009 |
|
RU2432443C2 |
| БУРОВОЕ ШАРОШЕЧНОЕ ДОЛОТО ГРИБЕННИКОВА | 2001 |
|
RU2215112C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАРОШЕЧНОГО ДОЛОТА | 2012 |
|
RU2499120C2 |
| БУРОВОЕ ШАРОШЕЧНОЕ ДОЛОТО МАЛИНКИН-ГРИБЕННИКОВ | 2006 |
|
RU2325502C2 |
| СПОСОБ ОБРАБОТКИ ЦАПФЫ ЛАПЫ БУРОВОГО ДОЛОТА | 2006 |
|
RU2319581C2 |
| СПОСОБ СБОРКИ БУРОВОГО ШАРОШЕЧНОГО ДОЛОТА КОРПУСНОГО ТИПА | 2017 |
|
RU2672702C2 |
| БУРОВОЕ ШАРОШЕЧНОЕ ДОЛОТО КОРПУСНОГО ТИПА | 2009 |
|
RU2433243C2 |
| РАЗБОРНОЕ БУРОВОЕ ШАРОШЕЧНОЕ ДОЛОТО С УКОРОЧЕННЫМИ СЕКЦИЯМИ ЛАП | 2007 |
|
RU2369717C2 |
| ГИБРИДНОЕ БУРОВОЕ ДОЛОТО С УВЕЛИЧЕННЫМ СРОКОМ СЛУЖБЫ | 2015 |
|
RU2681750C2 |