Известны протяжки для обработки отверстий, у которых за рабочими зубьями, закрепленными на стержне, установлен деформирующий элемент, диаметр которого нревышает последний рабочий зуб.
Предлагаемая протяжка отличается от известных тем, что деформирующий элемент выполнен подвижным в осевом направлении относительно последнего рабочего зуба.
Это позволяет осуществить деформирующим элементом свободный проход рабочих зубьев через обработанное отверстие при обратном ходе протяжки.
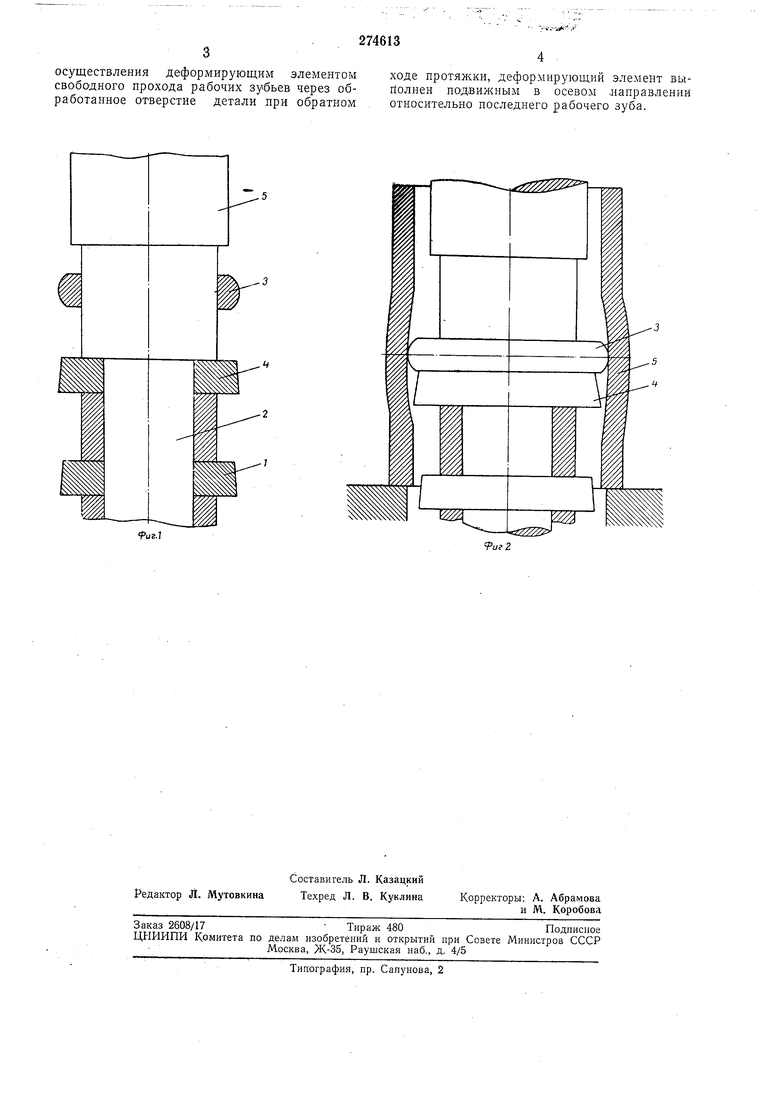
На фиг. 1 изображена предлагаемая про. тяжка; на фиг. 2 - выход рабочих зубьев протяжки через обработанное отверстие при обратном ходе протяжки.
Протяжка содержит рабочие зубья 1, закрепленные на стержне 2, и деформирующий элемент 3 установленный с возможностью осевого перемещения относительно последнего зуба 4. Деформирующий элемент имеет несколько увеличенный диаметр по сравнению с зубом- 4 и фигурную рабочую поверхность, например тороидальной формы (на чертеже не показана).
Предлагаемая протяжка работает следующим образом. При входе последнего зуба в обрабатываемое отверстие (ра-бочий ход) элемент 3 отодвигается обрабатываемой деталью
до уступа 5, выполненного на стерл не, а затем .начинает входить в отверстие, упруго раздавая его. При этом элемент находится от режущей кромки последнего зуба на расстояНИИ (на чертеже не показано), так что волна упругой деформации цилиндра не достигает его режущей кромки, и зуб работает по заданному диаметру.
При обратном ходе элемент, оставаясь неподвижным до момента упора в него зуба 4, начинает вновь входить в отверстие и перемещаться по нему вместе с зубом (фиг. 2). При этом не будет контакта между -стенками обработанного отверстия и зубом. Это увеличивает стойкость протял ки и улучшает качество обработки.
Предлагаемая протяжка особенно эффективна при обработке тонкостенных цилиндрических гильз на специальных вертикальнопротяжных станках, в которых обратный ход инстру-мента осуществляется через обработанное отверстие.
Предмет изобретения
25
Протяжка для обработки отверстий, в которой за рабочими зубьями, закрепленными па стержне, установлен деформирующий элемент, превышающий в диаметре 1последний рабочий зуб, отличающаяся тем, что, с целью 3 осуществления деформирующим элемеР1том свОбодного прохода рабочих зубьев через обработанное отверстие детали при обратном 4 ходе протяжки, деформирующий элемент выполиен подвижиым в осевом .направлении относительно последнего рабочего зуба.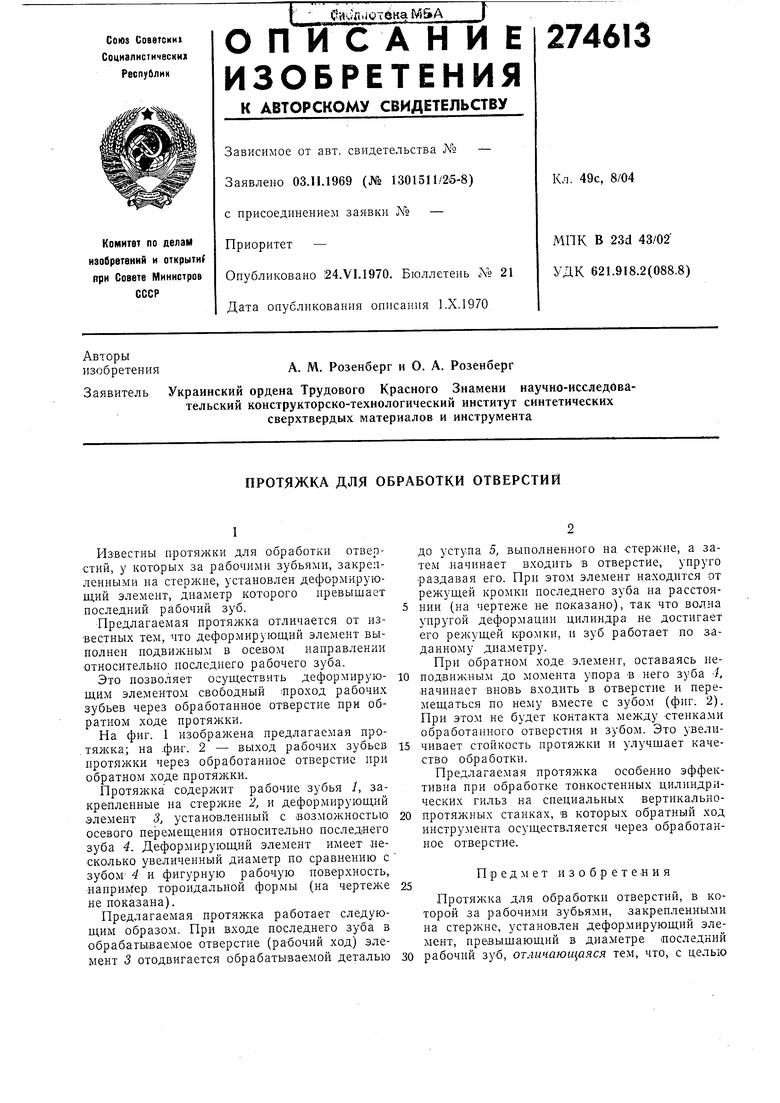
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СТАТИКО-ИМПУЛЬСНОЙ ДЕФОРМИРУЮЩЕ-РЕЖУЩЕЙ ОБРАБОТКИ С КАЛИБРОВАНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ОТВЕРСТИЙ ДЕТАЛЕЙ | 2011 |
|
RU2478456C2 |
| Протяжка | 1991 |
|
SU1804972A1 |
| Сборная деформирующая протяжка | 1986 |
|
SU1324831A1 |
| УСТРОЙСТВО СТАТИКО-ИМПУЛЬСНОЙ ДЕФОРМИРУЮЩЕ-РЕЖУЩЕЙ ОБРАБОТКИ С КАЛИБРОВАНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ОТВЕРСТИЙ ДЕТАЛЕЙ | 2011 |
|
RU2487785C2 |
| ДЕФОРМИРУЮЩЕ-РЕЖУЩАЯ ПРОТЯЖКА | 2003 |
|
RU2237552C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ С КАЛИБРОВАНИЕМ И УПРОЧНЕНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2011 |
|
RU2484928C2 |
| СБОРНАЯ СЕКЦИОННАЯ ПРОТЯЖКА ДЛЯ ОБТОЧКИ ИЗДЕЛИЙ, ПРЕИМУЩЕСТВЕННО КОЛЕНЧАТЫХ ВАЛОВ | 2008 |
|
RU2380201C2 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ДЕФОРМИРУЮЩЕ-РЕЖУЩЕГО ДОРНОВАНИЯ | 2010 |
|
RU2460626C2 |
| Деформирующе-режущая протяжка | 1989 |
|
SU1682146A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ШИРИНЫ КОНТАКТАРАБОЧЕГО КОНУСНОГО УЧАСТКА ДЕФОРМИРУЮЩЕГОИНСТРУМЕНТА С ОБРАБАТЫВАЕМОЙ ПОВЕРХНОСТЬЮОТВЕРСТИЯ ДЕТАЛИ | 1972 |
|
SU453213A1 |
«Pua-J
LC
9иг2
