Известиы способы изготовления моделей оснастки, используемой, например, при производстве диффузоров динамических громкоговорителей, основанные на заполнении формы быстрозатвердевающим составом, например воском или гипсом.
Цель изобретения - упрощение процесса изготовления моделей. Для этого форму изготавливают из эластичной, например латексной или резиновой, иленки, пленку закрепляют на обойме, сечение которой соответствует сечению основания конической части диффузора, штырями, имеющими сечение, соответствующее сечению верхней частн диффузора, или пространственным каркасом пленку деформируют в вертикальном направлении на высоту модели и создают распределенное давление на поверлности пленки при помощи сжатого воздуха или вакуума, а в случае если форма должна иметь грани, их формируют прн помощи нитей, натягиваемых между кромкой обоймы Н кромкой торцовой поверхности щтыря.
Оннсываемый способ поясняется чертежами.
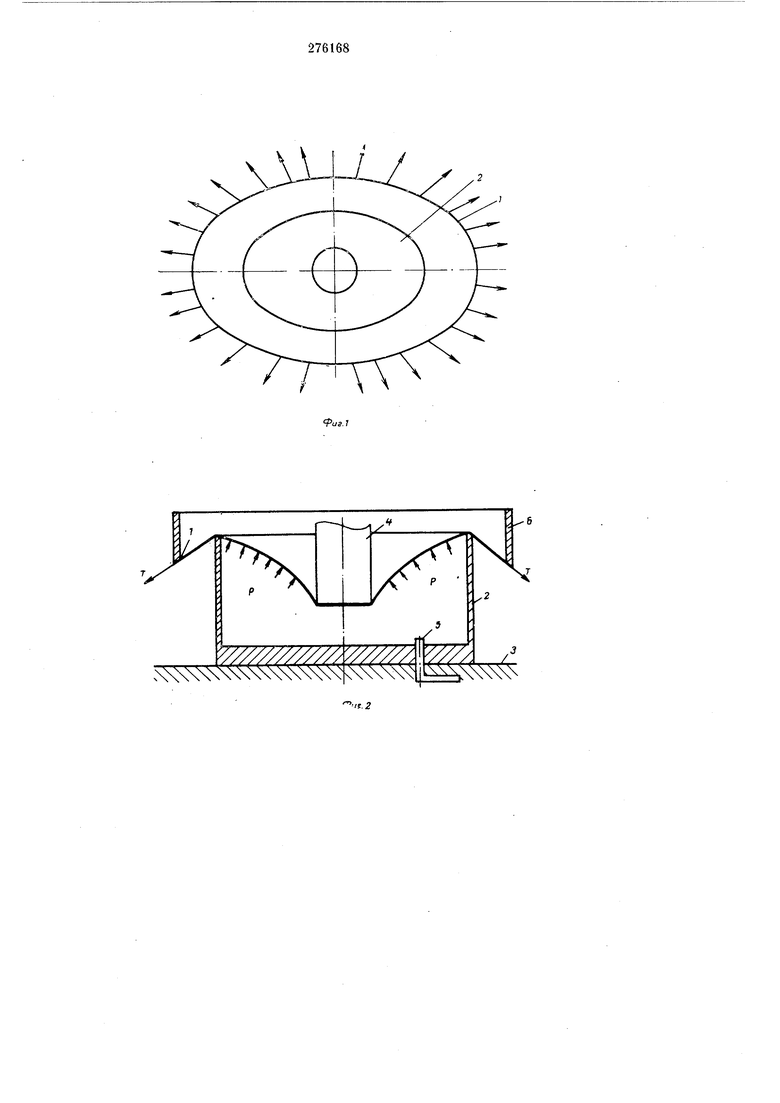
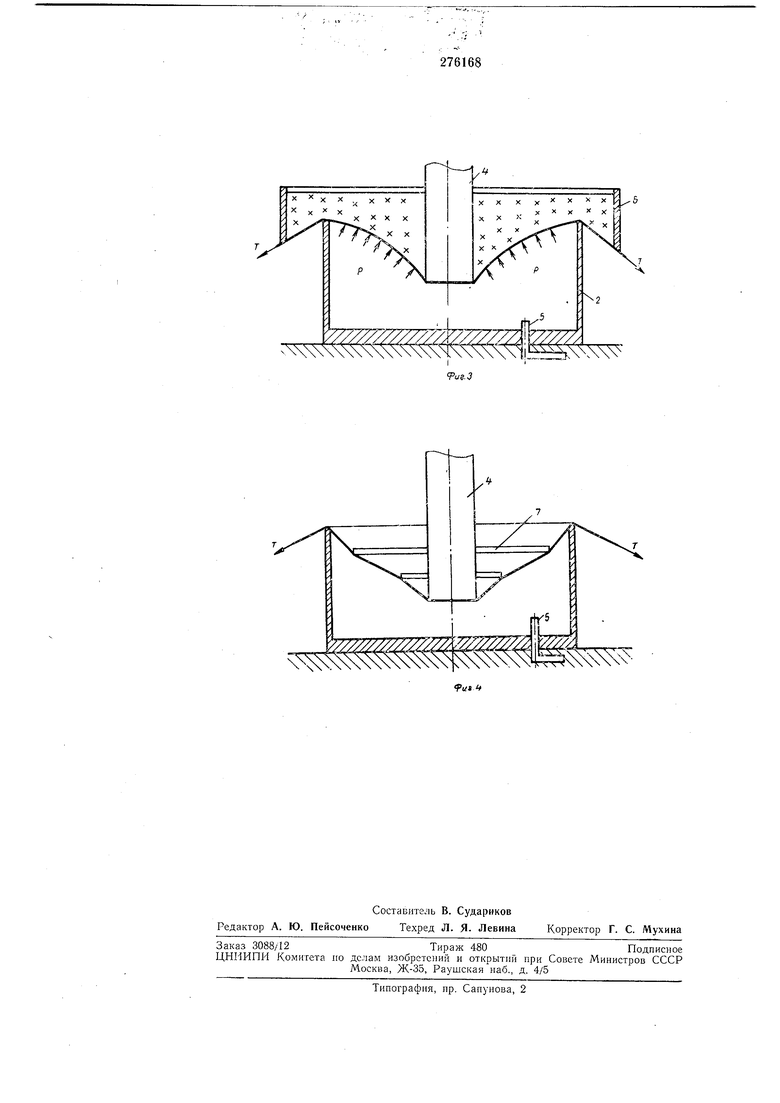
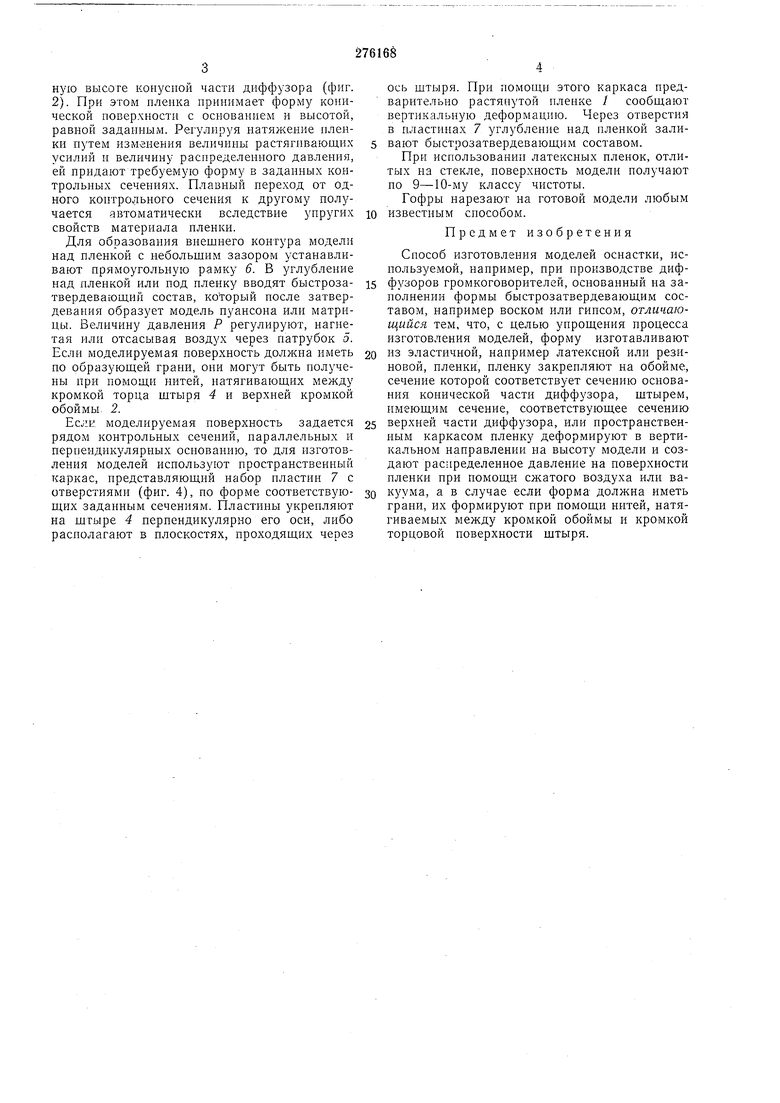
На фиг. 1 изображена обойма, вид сверху; на фиг. 2 - обойма и деформируемая штырем пленка; на фиг. 3 - форма, заполненная быстрозагвердеваюпшм составом; на фиг. 4 - форма, полученная нрн деформации пленки пространственным каркасом.
Способ осуществляется следующнм образом. Эластичную пленку / из резнны или латекса растягивают в двух взаимно иерненднкулярных направлениях в случае прямоугольной 5 обоймы или обоймы, имеющей форму вытянутого овала или близкую к ней, например, с соотношением сторон бо.пее чем 1 : 2, или силой Т (фиг. 1), распределенной но контуру пленки, прп эллпптической обойме 2. Растяги0вающие усилия должны иревосходить силу натяже1П я, создаваемую быстрозатвердевающим составом. Пленка 1 опирается на обойму 2, форма сечения которой соответствует форме сечения верхней части (у гофры) диффузора
5 и соответственно пуансона и матрицы для его опрессовки. Обойму жестко крепят к поверхности рабочего стола 3. Над пленкой в точке, соответствующей центру возбуждения диффузора, располагают щтырь 4 с формой сечения,
соответствующей форме меньшего основания конической части диффузора. Если необходимо получить модель пуансона, то штырь располагают над пленкой сверху, а если модель матргщы, то - снизу. Обойма может быть
5 соединена патрубком 5 с магистралью сжатого воздуха или с вакуумом, посредством которого регулируют давление под пленкой внутри обоймы.
ную высоте конусной части диффузора (фиг. 2). При этом нленка принимает форму конической поверхности с основанием и высотой, равной заданным. Регулируя натяжение нленки путем изменения величины растягнвающих усилий и величину распределенного давления, ей придают требуемую форму в заданных контрольных сечениях. Плавный переход от одного контрольного сечения к другому получается автоматически вследствие упругих свойств материала пленки.
Для образования внешнего контура модели над пленкой с небольшим зазором устанавливают прямоугольную рамку 6. В углубление над пленкой или под пленку вводят быстрозатвердевающий состав, когорый после затвердевания образует модель пуансона или матрицы. Величину давления Р регулируют, нагнетая или отсасывая воздух через патрубок о. Если моделируемая поверхность должна иметь по образуюш ей грани, они могут быть нолучены нри помощи нитей, натягиваюш,их между кромкой торца штыря 4 и верхней кромкой обоймы. 2.
Еслк моделируемая поверхность задается рядом контрольных сечеиий, нараллельных п перпендикулярных осиованию, то для изготовления моделей используют пространственный каркас, нредставляющий набор нластии 7 с отверстиями (фиг. 4), по форме соответствующих заданным сечениям. Пластины укрепляют на щтыре 4 перпендикулярно его оси, либо располагают в плоскостях, проходящих через
ось штыря. При помощи этого каркаса предварительно растянутой пленке / сообщают вертикальную деформацию. Через отверстия в пластинах 7 углубление над пленкой заливают быстрозатвердевающим составом.
При использовании латексных пленок, отлитых на стекле, поверхность модели получают по 9-10-му классу чистоты.
Гофры нарезают на готовой модели любым известным способом.
Предмет изобретения
Способ изготовления моделей оснастки, используемой, например, при ироизводстве диффузоров громкоговорителей, основанный на заполнении формы быстрозатвердевающим составом, например воском или гипсом, отличающийся тем, что, с целью упрощения процесса изготовления моделей, форму изготавливают
из эластичной, нанример латексной илп резиновой, пленки, пленку закрепляют на обойме, сечение которой соответствует сечению основания конической части диффузора, штырем, имеющим сеченне, соответствующее сечению
верхней части диффузора, или нространственным каркасом пленку деформируют в вертикальном направлении на высоту модели и создают распределенное давление на поверхности пленки при помощи сжатого воздуха или вакуума, а в случае если форма должна иметь грани, их формируют при помощи нитей, натягиваемых между кромкой обоймы и кромкой торцовой поверхности штыря.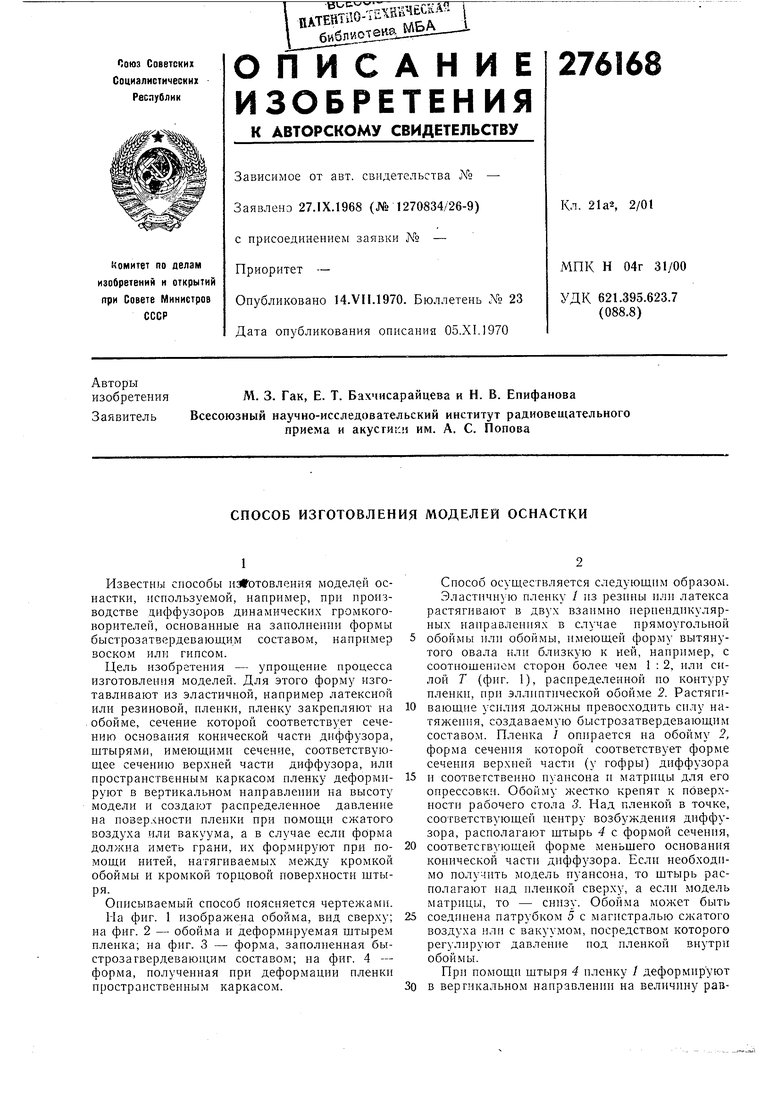
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для объемной штамповки изделий | 1976 |
|
SU667311A1 |
| СПОСОБ ЗАГОТОВКИ, ПРОМЫШЛЕННОЙ ПЕРЕРАБОТКИ, ХРАНЕНИЯ, ТРАНСПОРТИРОВКИ И ПОДГОТОВКИ К РЕАЛИЗАЦИИ МЯСА, МЯСОПРОДУКТОВ, КОЛБАСНЫХ ИЗДЕЛИЙ И ПТИЦЫ И СПОСОБ ХРАНЕНИЯ, ТРАНСПОРТИРОВКИ И ПОДГОТОВКИ К РЕАЛИЗАЦИИ МЯСА, МЯСОПРОДУКТОВ, КОЛБАСНЫХ ИЗДЕЛИЙ И ПТИЦЫ | 1996 |
|
RU2071258C1 |
| Устройство для формования и вулканизации резинокордных оболочек | 1983 |
|
SU1106674A1 |
| Экспериментальный способ параметризации трехмерных тел сложной геометрии | 2017 |
|
RU2665499C1 |
| СПОСОБ ХРАНЕНИЯ И ПОДГОТОВКИ К РЕАЛИЗАЦИИ ОХЛАЖДЕННОГО И/ИЛИ ЗАМОРОЖЕННОГО МЯСА, И/ИЛИ МЯСНЫХ, И/ИЛИ ДРУГИХ ПИЩЕВЫХ ПРОДУКТОВ, ИЛИ ПРОМЫШЛЕННЫХ ТОВАРОВ В ХОЛОДИЛЬНЫХ КАМЕРАХ | 1996 |
|
RU2072489C1 |
| Привод,преимущественно для устройства запрессовки штырей в плату | 1981 |
|
SU1075457A1 |
| Динамический громкоговоритель | 1987 |
|
SU1716623A1 |
| АРХИТЕКТУРНЫЙ ДЕКОРАТИВНЫЙ БОНСАЙ-МАКЕТ | 2001 |
|
RU2209470C2 |
| Многогнездный кокиль | 1980 |
|
SU900960A1 |
| ДИНАМИЧЕСКИЙ ГРОМКОГОВОРИТЕЛЬ С ВНУТРЕННИМ РЕЗОНАТОРОМ | 2016 |
|
RU2654323C2 |