(54) МНОГОГНЕЗДНЫЙ КОКИЛЬ

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ литья в кокиль для получения плоских отливок из алюминиевых и магниевых сплавов | 2019 |
|
RU2720331C1 |
| СПОСОБ ФАСОННОГО ЛИТЬЯ В КОКИЛЬ КРУПНОГАБАРИТНЫХ ОТЛИВОК ИЗ МАГНИЕВЫХ СПЛАВОВ | 2006 |
|
RU2381867C2 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ РЕБРИСТЫХ ЦИЛИНДРОВ | 1992 |
|
RU2038917C1 |
| КОКИЛЬ ДЛЯ ЛИТЬЯ ЛОПАСТЕЙ КОРАБЕЛЬНЫХ ГРЕБНЫХ ВИНТОВ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2014 |
|
RU2602314C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МОДЕЛЕЙ ПОРШНЯ | 2009 |
|
RU2513672C2 |
| КОКИЛЬ ДЛЯ ПОЛУЧЕНИЯ ПЛОСКИХ ОБРАЗЦОВ | 2003 |
|
RU2260496C2 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВКИ ПОРШНЯ | 2009 |
|
RU2418651C2 |
| КОКИЛЬНЫЙ МОДУЛЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОАЛЮМИНИЕВЫХ ОТЛИВОК | 1994 |
|
RU2062681C1 |
| Кокиль для получения отливок | 1982 |
|
SU1063535A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОЛСТОСТЕННЫХ ОТЛИВОК ИЗ ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 2012 |
|
RU2510306C1 |
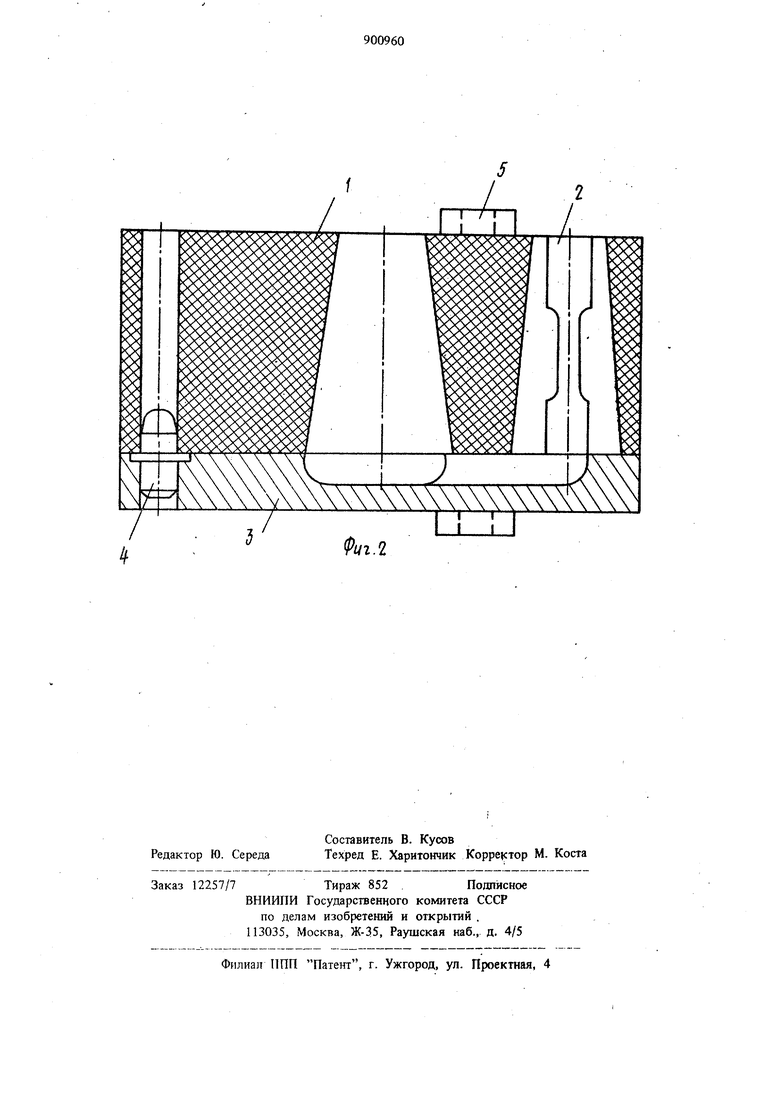
Изобретение относится к литейному производству, в частности к конструкции многогнездных кокилей для литья образцов из черных и цветных металлов и их сплавов. Известен кокиль для отливки разрывных образцов, состоящий из двух половин с вергикальйой плоскостью разъема, устанавливаемы на плите, снабженной двумя центрирующими штифтами. В половинах кокиля имеются литей ные полости для образца и двух стояков, а в плите два полусферических углубления, составляющие продолжение полостей стояков. После заливки половины кокиля разъединяются и образец остается над плитой между двумя стояками 1. Недостатком данной конструкции кокиля является то, что в нем отливается только один образец, что недостаточно для получения достоверной информации о свойствах исследуемого сплава. Если расположить в кокиле несколько образцов один над другим, то в этом случае не соблюдается условие одинакового ме таллостатического напора при заполнении каждого образца. Неравнозначность условий запол нения верхних и нижних образцов приводит К разбросу показателей их прочностных свойств. Кроме того, горизонтальное положение образца в форме нарушает за счет сил гравитации равномерность протекания процесса кристаллизации образца по его сечению. Это приводит к смещению оси кристаллизации образца вверх по отнощению к его геометрннческой оси. Такое смещение нарушает равномерность распределения прочностных свсюств по сечению образца и искажает точность их измерения. В случае расположения образцов в вертикальном положении в кокиле с вертикальным разъемом, невозможно добиться одинакового теплового режима запошения образцов, так как путь, который проходит металл от узла питания до полостей образцов, не одинаков. Известен также многогнездаый кокиль, содержащий полуформы, установленные на металлической штате и связанные посредством литниковых каналов, вьшолненных в Ьей, с центральными стояком, и центрирующие штыри 2. Недостатком этого кокиля является низкое качество отливок и невозможность регулирования скорости кристаллизации. 3900 Цель изобретения - разработка конструкци многогнездного кокиля, обеспечивающей повышение качества отливок и регулирование скорости кристаллизации. Поставленная цель достигается тем, что из вестный многогнездный кокиль, содержащий полуформы, установленные на металлической плите и связанные посредством Литниковых ка налов, вьтолненных в ней, с центральным стояком, и центрирующие щтыри, снабжен установ ленной на металлической птште обоймой из теп лоизоляционного материала, в которой по окружности с одинаковым интервалом вертикально размещены полуформы. Выполненные с наружной конической поверхностью и примыкающие больщими основаниями к металлической плите и скрепляющими обойму и плиту скобами, при этом в обойме выполнены конические отверстия под полуфорМы, оси которых совмещены с осями полуформ, и размещен стояк, выполненный расглиряющимся по ходу движения металла. Кроме того, полуформы могут быть выполнены с конусностью 0,25-0,7 На фиг, 1 изображен кокиль, общий вид; на фиг. 2 - разрез А-А на фиг. 1. Многогнездный кокиль для литья образцов состоит из обсймы 1, полуформ 2, плиты 3, штырей 4, скоб 5. Обойма 1 выполнена из теплоизолирующего материала, например, из асботермосиликата, в виде цилиндра с центральным коническим стояком, симме% ично которого, по окружности с одинаковым интер валом расположены конические отверстия для полуформ 2 и два отверстия для цент{жрующих щтырей 4. Полуформы 2 выполнены с наружной конической поверхностью, конусность которой соответствует конусности отверстий теплоизолирующей обоймы 1 и в совмещенном виде имеют форму усеченного конуса. Конусность форм должна находиться в пределах 0,25-0,7 и определяется для конкретной высоты образца и вида заливаемого сплава таким образом, чтобы обеспечивалось регулирование скорости кристаллизации. Так, например, при длине медного образца 60 мм она равна 0,3. Полуформы 2 вьшоянены из жарюстойких материалов, например, из чугуна, для литья алюминия и меди, или из спеченных материалов для литья стали и чугуна. Плита 3 вьшолнена в виде диска, в верхней плоскости которого выполнены литниковые каналы и запрессованы центрирующие штыри 4. Плита 3 выполнена из жаростойкого теплопроводного металла, например, из чугуна. Штыри 4 выполнены из стали 45. Скобы 5 вьтолнены из пру ;кинной стали, например, ,65ГС. Подготовка кокиля к работе и его сборка осу1цествляются следующим образом. Полуформы 2 вставляются в конические отверстия обоймы и накрываются плитой 3, при зтом цтгыри 4 взаимодействуют с отверстиями обоймы 1, осуществляется центровка обоймы 1 относительно штаты 3. Послеэтого из плиту t и обойму 3 надевают 5, кокиль переворачивают на 180° и в таком положении, после предаарительного подогрева, он поступает под заливку. Разборка кокиля осуществляется 9 обратной последовательности. Предлагаемая конструкция обладает следующими преимуществами: вертикальное раоюложение форм и наличие теплоизолирующей обоймы обеспечивают равномерность кристаллизации образца по сечению; коническая поверхность форм, их установка на плите большим основанием и наличие теплоизолирующ обоймы обеспечивает регулирование скорости кристаллизации за счет изменения теплоаккумулирующей способности формы по ее высоте; симметричное расположение полуформ относительно стояка обеспешвает однсжременное заполнение всех образце и одинаковый температурный рюжим, кроме того, коническая поверх юсть форм и теплоизолирующей обоймы обеспечивают быструю замену полуформ при изменении типоразмеров образцов, . а также возможность одновременной заливки разнотипных образцов для различного рода испытаний. Применение кокиля предлагаемы конструкции позволит повысить качество отливок и точность измерения прочностных свстств металлов и их сплавов. Кокиль предлагаемой конструкции может применяться в литейных цехах машиностроительных заводов прк отливке деталей мелкого развеса. Формула изобретения 1. Многогнездный кокиль, содержащий полуформы, установленные на металлическсй плите и связанные посредством литниковых каналов, выполненных в ней, с центральным стояком, и центрирующие щтыри, о т л ичающийся тем, что, с целью повыщения качества отливок и регулиооиания скорости кристаллизации, он снабжен установленной на металлической плите обоймой из теплоизоляционного материала, в которой по окружности с одинаковым интервалом вертикально размещены полуформы, вьшолненные с наружной конической поверхностью и примыкающие большими основаниями к металлической плите, и скрепляющими обойму и плиту скобами, при этом в обойме выполнены конические отверстия под полуформы, оси которых совмещены с осями полуформ,, и размещен стояк.
59009606
выполненный расширяющимся ло ходу движе-Источники информации,
ния металла.принятые во внимание при экспеотиэе
лишающийся тем, о полуформы s 2. Сосиенко М. Fi. Современные литейные выполнены с конусностью 0,25-0,7.формы. М., Машиностроение, 1967, с. 148.
I. Авторское свидетельство СССР N 73979,
Фиг.2
