Известны вертикатьные токарные одношпиндельные станки для обработки деталей типа дисков, колец, фланцев, шестерен, в которых для осуществления круговой тангенциальной подачи многорезцовой охватывающей головки применена установленная иа вертикальной станине и перемещаемая по промежуточным салазкам в поперечном к оси шпинделя направлении силовая головка с выдвижной пиполью. Пиноль, имеющая круглую форму сечения, используется для сообщения инструменту круговой тангенциальной подачи и поступательного установочного перемещения.
Предлагаемый полуавтоматический токарный стапок для тангенциального точения новыщает виброустойчивость силовой головки и производительность процесса резания при всех условиях обработки.
С этой целью выдвижная пиноль силовой головки выполнена составной из установочного перемещаемого только в осевом направлении корпуса и расположенной в нем поворотной только относительно него скалки.
Повышению жесткости системы станок- инструмент-деталь способствует отсутствие возможности перемещения корпуса силовой головки в поперечном к оси шпинделя направлении, поэтому расстояние между осями щнинделя и поворотной скалки многорезцовой охватывающей головки постоянно.
В целях осуществления точения с попутной тангенциальной подачей, механизм поворота скалки снабжен устройство.м для выборки зазора в направлении кротовой попутной подаки, которое выполнено в виде дополнительной червячной пары, червячное колесо которой передает поворотной скалке дополнительное через пару трения.
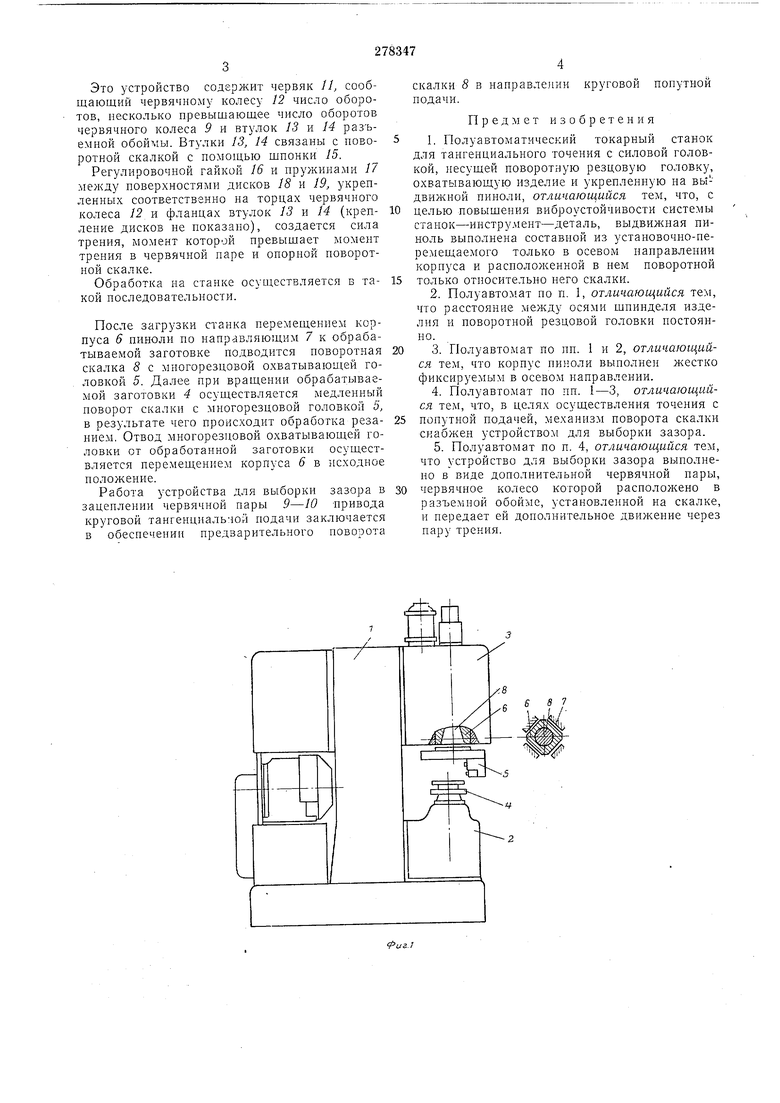
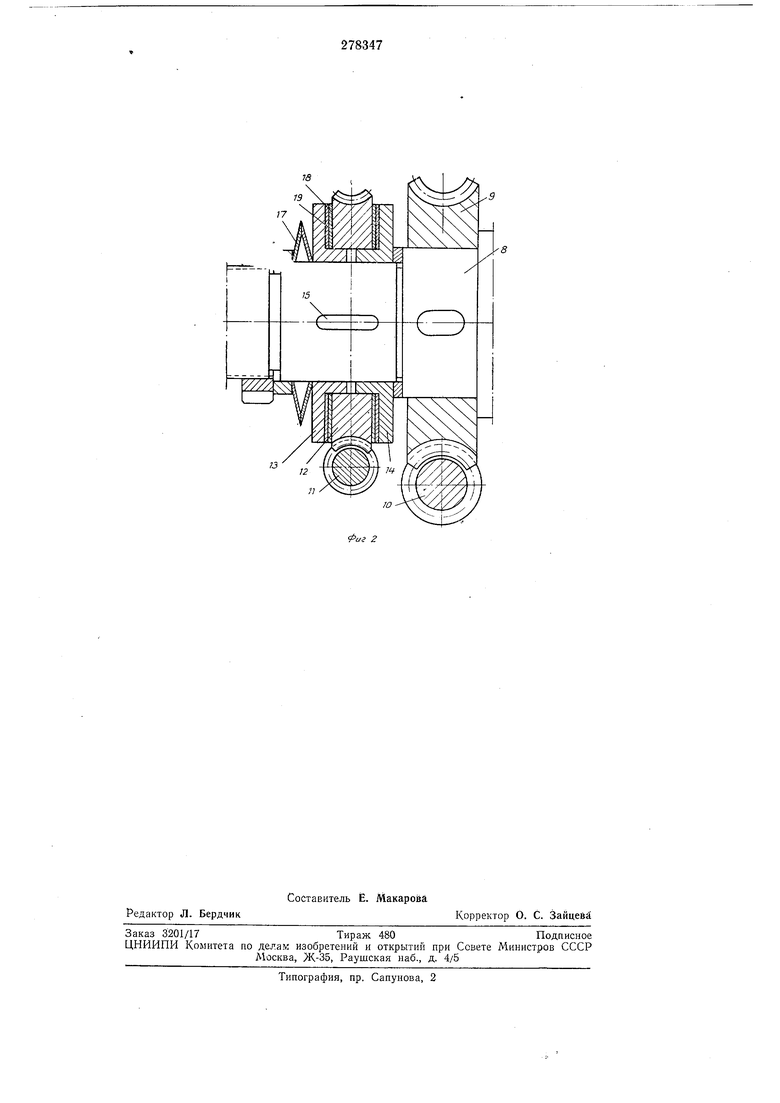
Па фиг. 1 изображен общий вид полуавтоматического токарного станка для тангенциального точения, показано поперечное сечение корпуса в выдвижной пиноли и поворотной скалке; на фиг. 2 представлено схематично устройство для предварительной выборки зазоров в зацеплении червяка с червячным колесом, расположенным на поворотной скалке.
На станине 1 размещены щпиндельиая бабка 2 и силовая головка 3, несущие соответственно обрабатываемое изделие 4 и резцовую головку 5.
Силовая головка имеет пиноль, состоящую из корпуса 6, перемещаемого по направляющим 7, и поворотной скалки 8, получающей вращение относительно корпуса 6. Многорезцовая охватывающая головка 5 крепится непосредственно к поворотной скалке 8. На поворотной скалке установлено устройство для выборки зазоров в червячной паре 9-10.
Это устройство содержит червяк //, сообщающий червячному колесу 12 число оборотов, несколько превыщающее число оборотов червячного колеса 9 и втулок 13 и 14 разъемной обоймы. Втулки 13, 14 связаны с поворотной скалкой с помощью шпонки 15.
Регулировочной гайкой 16 и пружинами 17 между поверхностями дисков 18 и 19, укрепленных соотв-етственно на торцах червячного колеса 12 и фланцах втулок 13 и 14 (крепление дисков не показано), создается сила трения, момент которой превышает момент трения в червячной паре и опорной поворотной скалке.
Обработка па станке осуществляется в такой последовательности.
После загрузки станка перемещением корпуса 6 пиноли по направляющим 7 к обрабатываемой заготовке подводится поворотная скалка 8 с многорезцовой охватываюп,ей головкой 5. Далее при вращении обрабатываемой заготовки 4 осуществляется медленный поворот скалки с многорезцовой головкой 5, в результате чего происходит обработка резанием. Отвод многорезцовой охватывающей головки от обработанной заготовки осуществляется перемещением корпуса 6 в исходное положение.
Работа устройства для выборки
зазора в зацеплении червячной пары 9-10
круговой тангенциальной подачи заключается в обеспечени 1 предварительного поворота
скалки 8 в направлении круговой попутной подачи.
Предмет изобретения
1.Полуавтоматический токарный станок для тангенциального точения с силовой головкой, несущей поворотную резцовую головку, охватывающую изделие и укрепленную на вы-движной пинолц, отличающийся тем, что, с целью повыщения виброустойчивости системы станок-инструмент-деталь, выдвилшая пиноль выполнена составной из установочно-иеремещаемого только в oceBOiM панравлении корпуса и расположенной в нем поворотной только отпосительно него скалки.
2.Полуавтомат по п. 1, отличающийся тем, что расстояние между осями шпинделя изделия и поворотной резцовой головки постоянно.
3.Полуавтомат по пп. 1 и 2, отличающийся тем, что корпус пиноли выполнен жестко фиксируемым в осевом направлении.
4.Полуавтомат по пп. 1-3, отличающийся тем, что, в целях осуществления точения с попутной подачей, механизм поворота скалки снабжен устройством для выборки зазора.
5.Полуавтомат по п. 4, отличающийся тем, что устройство для выборки зазора выполнено в виде дополнительной червячной пары, червячное колесо которой расположено в разъемной обойме, установленной на скалке, привода и передает ей дополнительное движение через пару трения.
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОРЕЗЦОВЫЙ ТОКАРНЫЙ АВТОМАТ | 1992 |
|
RU2087302C1 |
| ТОКАРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ТРУБ И СПОСОБ ОБРАБОТКИ ТРУБ НА ТОКАРНОМ СТАНКЕ | 2012 |
|
RU2524024C2 |
| Зубофрезерный станок для изготовления глобоидного червяка | 2019 |
|
RU2694864C1 |
| Сверлильно-резьбонарезной полуавтомат | 1983 |
|
SU1098700A1 |
| Вертикальный токарный одношпиндельный полуавтомат | 1964 |
|
SU183568A1 |
| Станок для токарной обработки | 1984 |
|
SU1192904A1 |
| Способ многорезцового точения и устройство для его осуществления | 1991 |
|
SU1814969A1 |
| СПОСОБ РАСТАЧИВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2078649C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2074794C1 |
| Станок для изготовления деревянных фасонных изделий | 1982 |
|
SU1113247A1 |
3/
;j
