Известны валки для накатывания крупных резьб методом иоперечно-винтовой прокатки, имеющие заборный и калибрующий участки с резьбовым профилем. Резьбовой профиль на заборном участке выполнен срезанным по высоте.
Предлагаемый валок отличается тем, что резьбовой профиль валка на заборном участке имеет форму клина, расширяющегося к калибрующему участку валка. Это позволяет снизить радиальные усилия и повысить качество крупных резьб на полых заготовках.
Кроме того, с целью захвата заготовки в начале его клинового участка выполнен срез от среднего диаметра к наружному диаметру резьбы на части длины первого витка. Остальная часть профиля клинового участка имеет высоту, равную высоте профиля калибрующего участка.
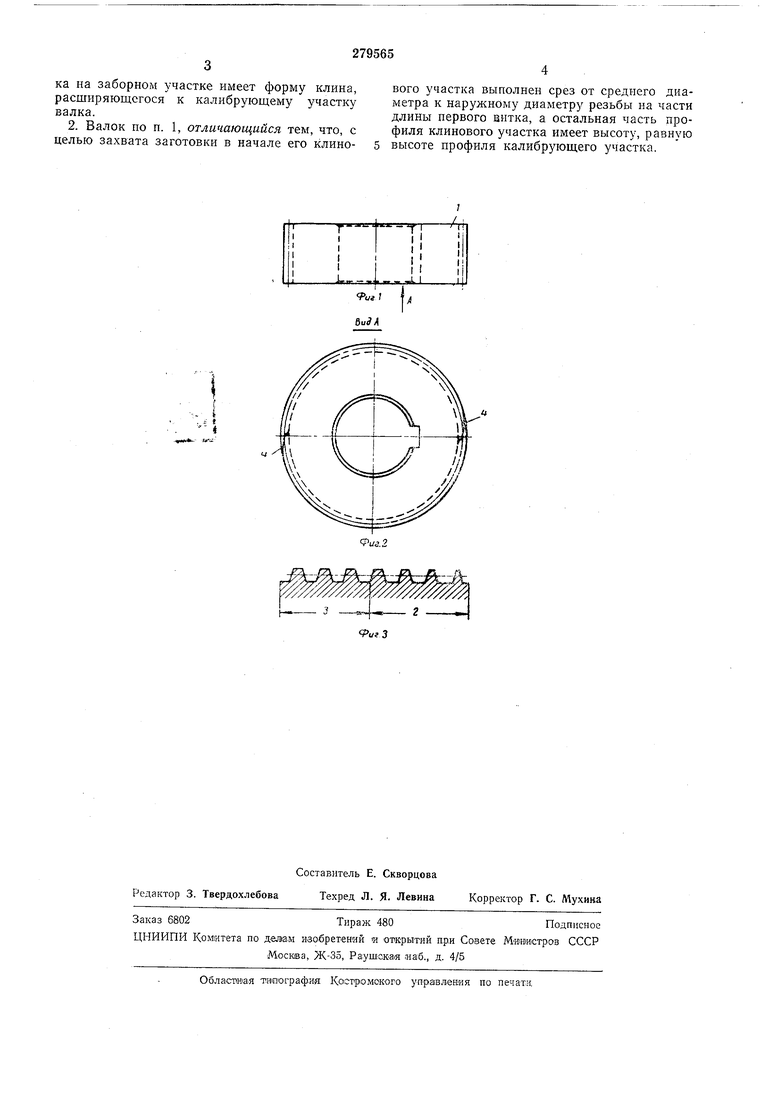
На фиг. 1 показан предлагаемый валок, общий вид; на фиг. 2 - вид по стрелке А; на фиг. 3 - резьбовой профиль валка.
Валок / представляет собой цилиндр, на наружную поверхность которого нарезан резьбовой профиль. По высоте валка резьбовой профиль разбит на заборный и калибрующий участки 2 и 3. Заборный участок 2 предназначен для захвата заготовки, прорезания и формирования резьбы на ней. Калибрующий участок t обеспечивает калибрование и главный выход накатанной резьбы.
Для захвата заготовки заборный участок 2 (клиновой) в начале снабжен срезом от среднего диаметра к нарун :ному диаметру резьбы на части длины первого витка, а остальная часть профиля заборного участка 2 имеет высоту, равную высоте профиля калибрующего участка. Форма заборного участка валка позволяет снизить радиальные обжатия заготовки и соответственно радиальные усилия.
Формообразование резьбы осуществляется следующим образом. Заготовка помещается во вращающиеся валки, которые захватывают
ее участками 4 и клиновидным профилем выдавливают на ней дорожку на полную глубину. Затем боковыми сторонами витков резьбы заборного участка 2 расширяют эту дорожку, выдавливая металл в верхнюю часть нитки накатываемой резьбы.
Предмет изобретения
1. Валок для накатывания крупных резьб методом поперечно-винтовой прокатки, имеющий заборный и калибрующий участки с резьбовым профилем и со срезом по высоте, отличающийся тем, что, с целью уменьшения радиальных усилий, повышения качества резьбы на полых заготовках, резьбовой профиль валка на заборном участке имеет форму клина, расширяющегося к калибрующему участку валка. 2. Валок по п. 1, отличающийся тем, что, с целью захвата заготовки в начале его клино- 5 вого участка выполнен срез от среднего диаметра к наружному диаметру резьбы на части длины первого витка, а остальная часть профиля клинового участка имеет высоту, равную высоте профиля калибрующего участка.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ накатывания конической резьбы | 1980 |
|
SU948505A1 |
| Комплект резьбонакатных роликов | 1977 |
|
SU724255A1 |
| ВАЛОК ДЛЯ ПОПЕРЕЧНО-КЛИНОВОЙ ПРОКАТКИ | 1972 |
|
SU337169A1 |
| Способ изготовления конической резьбы на полых изделиях накатыванием и резьбонакатная головка для его осуществления | 1974 |
|
SU766719A1 |
| Валок для холодной поперечно-клиновой прокатки | 1979 |
|
SU946751A1 |
| ИНСТРУМЕНТ ДЛЯ НАКАТКИ КРУПНОЙ РЕЗЬБЫ НА СТЕРЖНЕВЫХ ИЗДЕЛИЯХ | 2007 |
|
RU2336140C1 |
| Способ накатывания цилиндрической резьбы | 1987 |
|
SU1763075A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИНТОВЫХ ПРУЖИН | 1992 |
|
RU2130821C1 |
| РЕЗЬБОНАКАТНОЙ МЕТЧИК С ИМПУЛЬСНЫМ УСТРОЙСТВОМ ПРИВОДА | 2013 |
|
RU2538248C1 |
| СПОСОБ НАКАТЫВАНИЯ НАРУЖНОЙ ТРАПЕЦЕИДАЛЬНОЙ РЕЗЬБЫ | 2010 |
|
RU2443491C1 |
- f
