Известен валок для поперечно-клиновой прокатки, содержащий рабочую часть в виде одностороннего клина с деформирующей ребордой, на поверхности которого нанесен кольцевой формообразующий профиль, соответствующий профилю прокатываемой детали, замкнутый отрезными буртами, и участок холостого хода.
Цель изобретения - увеличить производительность за счет обеспечения возможности прокатки деталей с резьбой и тел вращения с одновременной обработкой торцовых поверхностей.
Для этого отрезные бурты размещены непосредственно у деформирующей реборды клина, и один из них на участке формообразующего профиля срезан на часть своей высоты. Плавный переход от среза к верщине бурта выполнен в виде заканчивающейся одновременно с основной ребордой клина дополнительной реборды с профилем, обратным направлению профиля на основной деформирующей реборде.
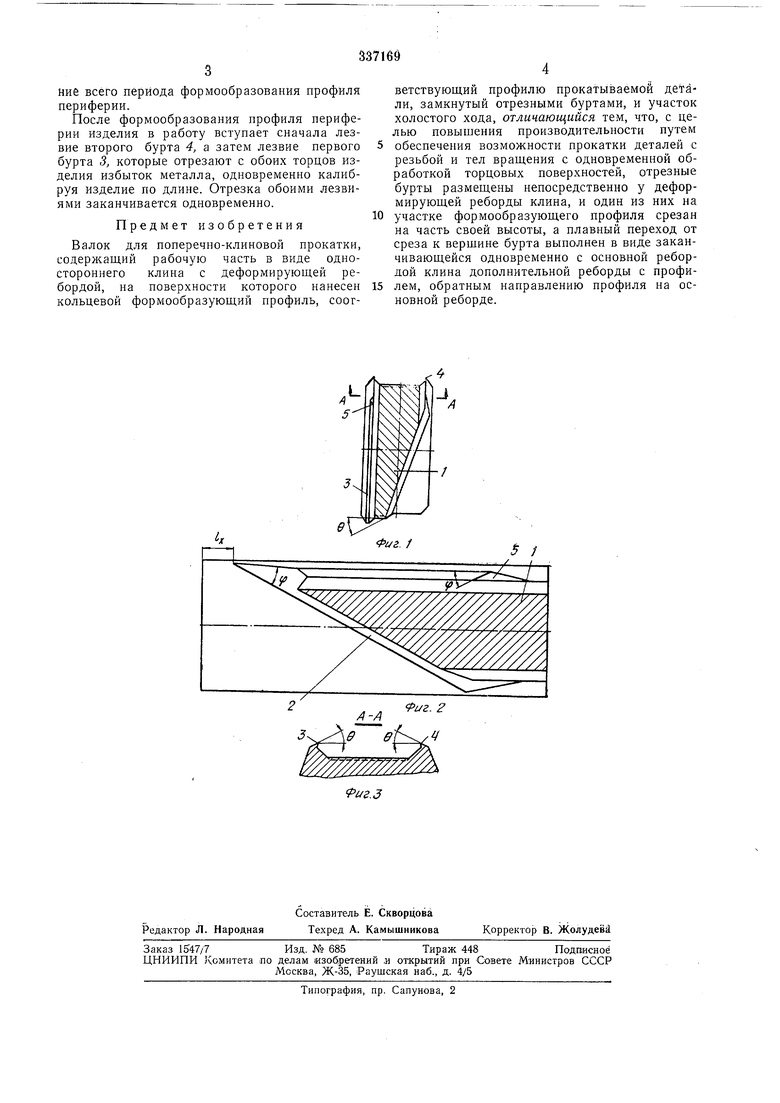
Па фиг. 1 показан предлагаемый валок; на фиг. 2 - развертка профиля валка; на фиг. 3 - разрез по Л-А на фиг. 1.
нанесен замкнутый формообразующий профиль, соответствующий наружному профилю прокатываемого изделия. От деформирующей реборды 2 берут начало отрезные бурты 3 и 4. Отрезной бурт 3 срезан почти на половину своей высоты. Плавный переход от среза к верщине бурта 3 выполнен в виде дополнительной реборды 5 с профилем, обратным направлению профиля на основной деформирующей реборде 2, с теми же угловыми параметрами ф и 6, что и у основной реборды.
Основная 2 и дополнительная 5 реборды заканчиваются при выходе на верщину отрезного бурта 3 одновременно.
Па рабочую поверхность одностороннего клина валка наносится, например, резьбовой профиль путем накатки мастер-винтом перед его термической обработкой. При этом направление основной деформирующей реборды 2
клина берется обратным направлению резьбы на нем.
При работе предлагаемые валки устанавливаются на определенное межцентровое расстояние, которое в процессе прокатки остается неизменным. Заготовка-пруток подается в зону между валками в период встречи и относительного перемещения участков холостого хода /X. Срезанный бурт 3 внедряется в заготовку уже в самом начале процесса прокатки и
Ние всего периода формообразования профиля периферии.
После формообразования профиля нериферии изделия в работу вступает сначала лезвпе второго бурта 4, а затем лезвие первого бурта 3, которые отрезают с обоих торцов изделия избыток металла, одновременно калибруя изделие по длине. Отрезка обоими лезвиями заканчивается одновременно.
Предмет изобретения
Валок для поперечно-клиновой прокатки, содержащий рабочую часть в виде одностороннего клина с деформирующей ребордой, на поверхности которого нанесен кольцевой формообразующий профиль, соответствующий профилю прокатываемой детали, замкнутый отрезными буртами, и участок холостого хода, отличающийся тем, что, с целью повышения производительности путем обеспечения возможности прокатки деталей с резьбой и тел вращения с одновременной обработкой торцовых поверхностей, отрезные бурты размещены непосредственно у деформирующей реборды клина, и один из них на
участке формообразующего профиля срезан на часть своей высоты, а плавный переход от среза к вершине бурта выполнен в виде заканчивающейся одновременно с основной ребордой клина дополнительной реборды с профилем, обратным направлению профиля па основной реборде.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для поперечно-клиновой прокатки прутковой заготовки | 1987 |
|
SU1465161A1 |
| Инструмент для поперечно-клиновой прокатки изделий из прутка | 1984 |
|
SU1292886A1 |
| Устройство для поперечно-клиновой прокатки ступенчатых изделий | 1987 |
|
SU1479187A1 |
| Валок для холодной поперечно-клиновой прокатки | 1979 |
|
SU946751A1 |
| Способ поперечно-клиновой прокатки | 1988 |
|
SU1590182A1 |
| ВАЛОК ДЛЯ ПОПЕРЕЧНО-КЛИНОВОЙ ПРОКАШИ: | 1972 |
|
SU325076A1 |
| Деформирующий инструмент для пилигримовой прокатки труб | 1983 |
|
SU1122381A1 |
| Валок для поперечно-клиновой прокатки | 1986 |
|
SU1424924A1 |
| Устройство для поперечно-клиновой прокатки | 1980 |
|
SU969388A1 |
| Устройство для поперечно-клиновой прокатки | 1986 |
|
SU1466857A1 |
