(54)
ВАЛОК ДЛЯ ХОЛОДНОЙ ПОПЕРЕЧНО-КЛИНОВОЙ ПРОКАТКИ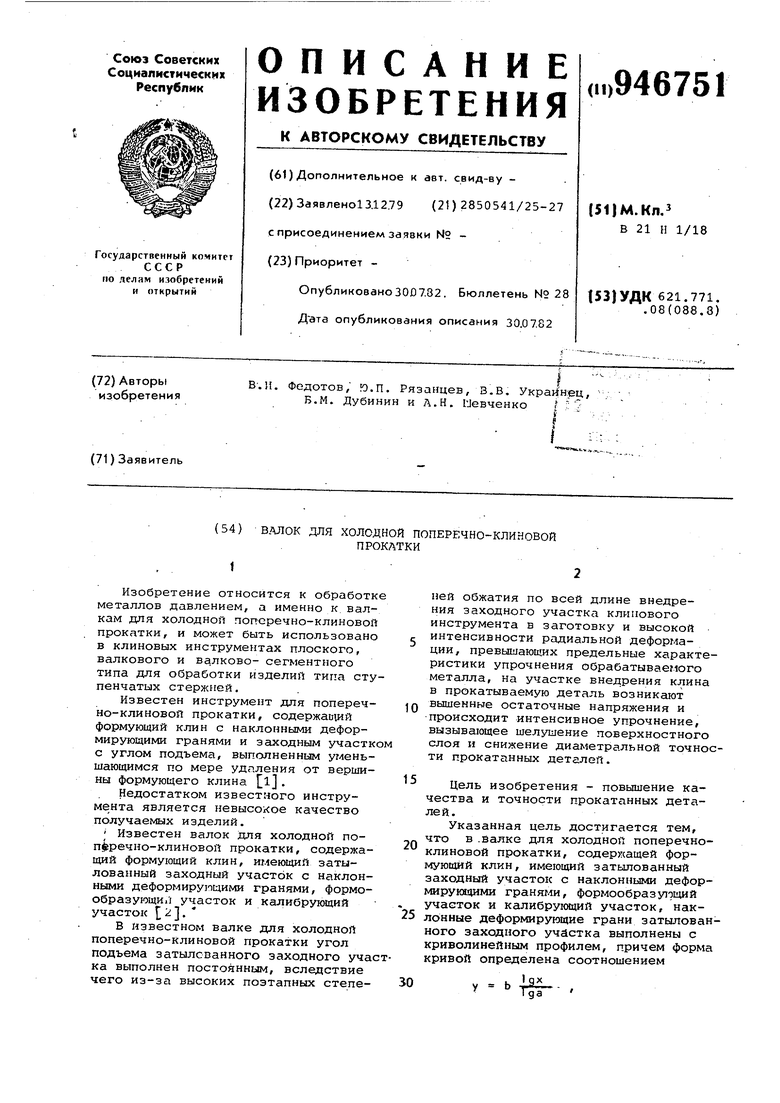
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для поперечно-клиновойпРОКАТКи | 1979 |
|
SU821001A1 |
| Валок для поперечно-клиновой прокатки | 1978 |
|
SU764807A1 |
| Инструмент для поперечно-клиновой прокатки | 1988 |
|
SU1574335A1 |
| Инструмент для поперечно-клиновой прокатки (варианты) | 2016 |
|
RU2630127C1 |
| Инструмент для поперечно-клиновой прокатки изделий с коническими концевыми частями | 1985 |
|
SU1274830A1 |
| Инструмент для поперечно-клиновой прокатки | 1987 |
|
SU1479186A1 |
| ИНСТРУМЕНТ ДЛЯ ПОПЕРЕЧНО-КЛИНОВОЙ ПРОКАТКИ | 1988 |
|
RU2043182C1 |
| Инструмент для поперечно-клиновой прокатки полых ступенчатых изделий | 1983 |
|
SU1143505A1 |
| Инструмент для поперечно-клиновой прокатки | 1988 |
|
SU1574336A1 |
| Инструмент для поперечно-клино-ВОй пРОКАТКи пОлыХ СТупЕНчАТыХ из-дЕлий | 1979 |
|
SU852422A1 |
Изобретение относится к обработке металлов давлением, а именно к валкам для холодной поперечно-клиновой прокатки, и может быть использовано в клиновых инструментах плоского, валкового и валково- сегментного типа для обработки изделий типа ступенчатых стержней.
Известен инструмент для поперечно-клиновой прокатки, содержаний формующий клин с наклонными деформирующими гранями и заходным участком с углом подъема, выполненным уг еньшающимся по мере удаления от вершины формующего клина l.
Недостатком известного инструмента является невысокое качество получаемых изделий.
Известен валок для холодной поП1 речно-клиновой прокатки, содержащий формующий клин, имеющий затылованный заходный участок с наклонными деформирующими гранями, формообразующи/ участок и калибрующий участок t i .
В известном валке для холодной поперечно-Клиновой прокатки угол подъема затылсванного эаходного участка выполнен постоянным, вследствие чего из-за высоких поэтапных степеней обжатия по всей длине внедрения заходного участка клипового инструмента в заготовку и высокой интенсивности радиальной деформации, превышающих предельные характеристики упрочнения обрабатываемого металла, на участке внедрения клина в прокатываемую деталь возникают вышенные остаточные напряжения и
10 происходит интенсивное упрочнение, вызывающее шелушение поверхностного слоя и снижение диаметральной точности прокатанных детешей.
15
Цель изобретения - повышение качества и точности прокатанных деталей.
Указанная цель достигается тем, что в .йалке для холодной поперечно20клиновой прокатки, содержащей формующий клин, имеющий затылованный заходный участок с наклонными деформируквдими гранями, формообразутощий участок и калибрующий участок, наклонные деформирующие грани затылованного заходного участка выполнены с криволинейным профилем, причем форма кривой определена соотношением
I gx
30
b
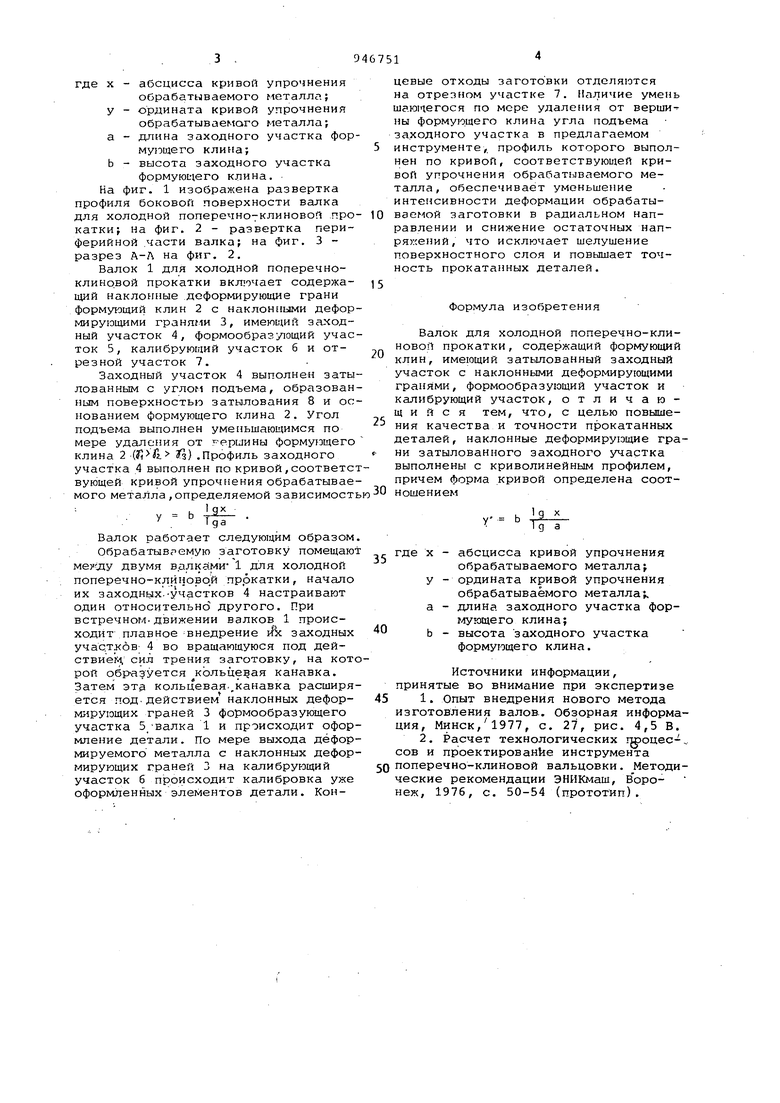
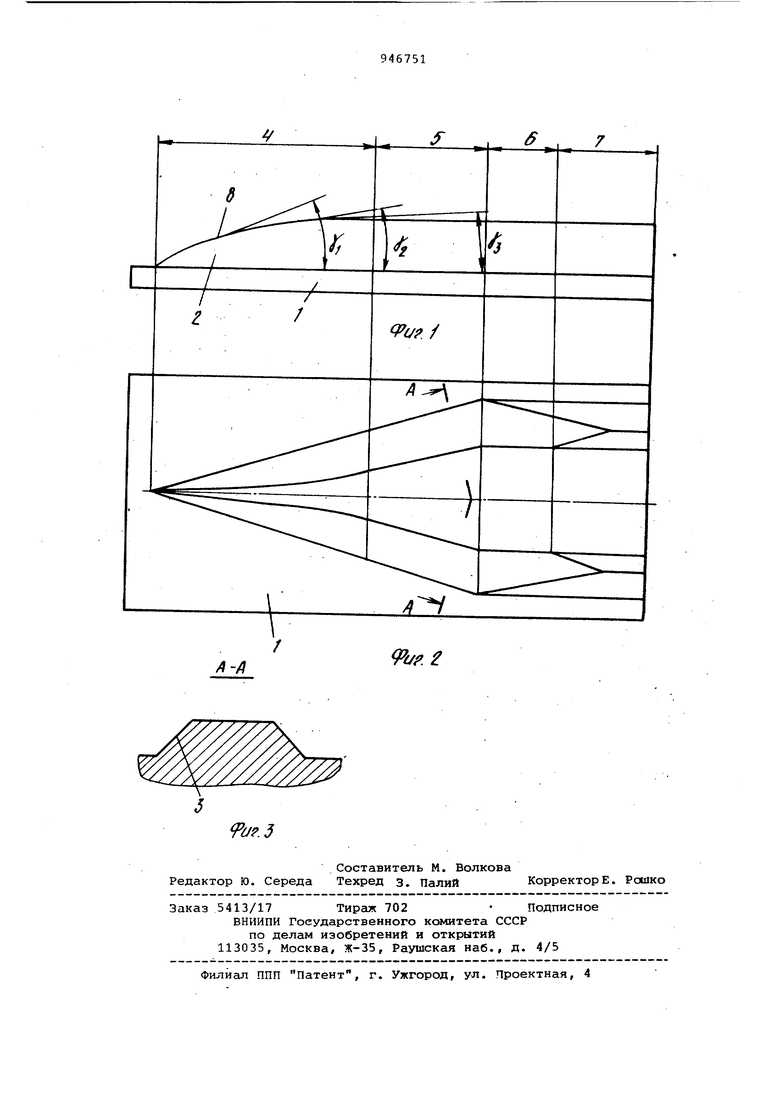
ГагГ где X - абсцисса кривой упрочнения обрабатываемого металла; у - ордината кривой упрочнения обрабатываемого металла; а - длина заходного участка фор мупщего клина; Ь - высота заходного участка формующего клина. На фиг. 1 изображена развертка профиля боковой поверхности валка для холодной поперечно7клиновоп про катки; на фиг. 2 - развертка периферийной части валка; на фиг. 3 разрез А-Л на фиг. 2. Валок 1 для холодной поперечноклиновой прокатки вклочает содержащий наклонные деформирующие грани формующий клин 2 с Наклонными дефор мирующими гранями 3, имеющий заходный участок 4, формообразующий учас ток 5, калибрующий участок б и отрезной участок 7. Заходный участок 4 выполнен заты лованным с углом подъема, образован ным поверхностью затылования 8 и ос нованием формующего клина 2. Угол подъема выполнен уменьщающимся по мере удалсЕшя от е.риины формурзщего клина 2 (. з) .Профиль заходного участка 4 выполнен по кривой,соответс вующей кривой упрочнения обрабатывае мого металла, определяемой зависимост Ь Валок работает следующим образом Обрабатываемую заготовку помещают двумя валка:ми 1 для холодной поперечно-клиновой прркатки, начало их заходных.-участков 4 настраивают один относительно другого. При встречном-движении валков 1 происходит плавное внедрение tik заходных участков; 4 во вращающуюся под действием, сил трения заготовку, на кото рой обрадуется кольцевая канавка. Затем эта кольцевая,,канавка расширяется под действием наклонных деформирующих граней 3 формообразующего участка 5/валка 1 и происходит оформление детали. По мере выхода деформируемого металла с наклонных деформирующих граней 3 на калибрующий участок 6 происходит калибровка уже оформленных элементов детали. Концевые отходы заготовки отделяются на отрезном участке 7. Наличие умень шлющегося по мере удаления от вершины формую.щего клина угла подъема заходного участка в предлагаемом инструменте, профиль которого выполнен по кривой, соответствующей кривой упрочнения обрабатываемого металла, обеспечивает уменьшение интенсивности деформации обрабатываемой заготовки в радиальном направлении и снижение остаточных напряжений, что исключает шелушение поверхностного слоя и повышает точность прокатанных деталей. Формула изобретения Валок для холодной поперечно-клиновой прокатки, содержащий формующий клин, имеющий затылованный заходный участок с наклонными деформирующими гранями, формообразующий участок и калибрующий участок, отличающийся тем, что, с целью повышения качества и точности прокатанных деталей, наклонные деформирующие грани затылованного заходного участка выполнены с криволинейным профилем, причем форма кривой определена соотношениемгде X - абсцисса кривой упрочнения обрабатываемого металла; у - ордината кривой упрочнения обрабатываемого металла;, а - длина заходного участка форглующего клина; Ь - высота заходного участка формующего клина. Источники информации, принятые во внимание при экспертизе 1. Опыт внедрения нового метода изготовления валов. Обзорная информация, Минск,1977, с. 27, рис. 4,5 В. 2. Расчет технологических процес-. сов и проектированЬе инструмента поперечно-клиновой вальцовки. Методические рекомендации ЭНИКмащ, воронеж, 1976, с. 50-54 (прототип).
