Известен способ управления электродвигателем привода валков непрерывного прокатного стана, состоящий в том, что перед захватом металла увеличивают скорость электродвигателя таким образом, чтобы в момент захвата скорость двигателя была несколько выше требуемой скорости прокатки.
Такой способ не обеспечивает уменьшения ударных нагрузок в звеньях механической передачи.
По предлагаемому способу для уменьшения ударных нагрузок, а также повышения качества проката перед увеличением скорости ее уменьшают, причем увеличение скорости производят динамическим момеитом, равным ожидаемому моменту прокатки, и момент начала увеличення скорости согласуют со значением низшей скорости и с моментом окончания пронесса понижения скорости таким образом, чтобы к моменту захвата металла скорость валков была равна требуемой скорости прокатки.
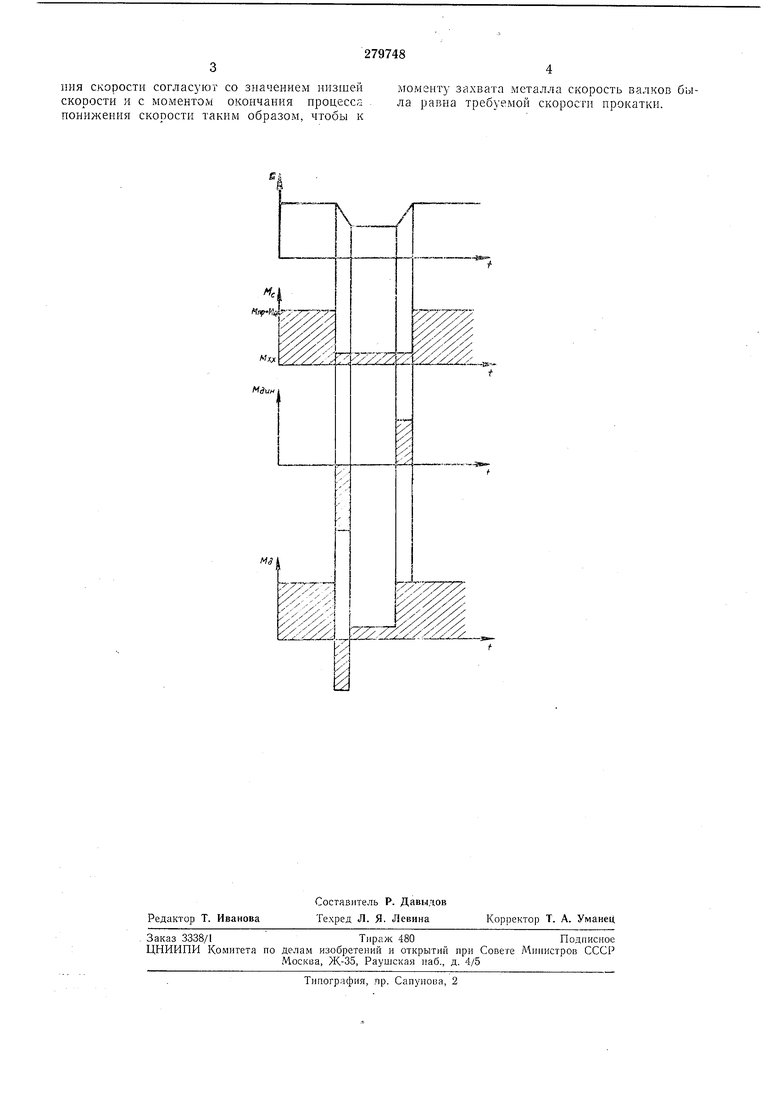
На чертеже даиы графики, поясняюодие предлагаемый способ, где t - время; л - скорость двигателя; Л1с - статический момент; ТИпр-момент прокатки; /Wx.x-момент холостого хода; Мцпн -дннамнческий момент; ТИд - момент на валу двигателя.
вынолнении условня Л1д - Afx. х + Л1д„„ : Л1х. х+ЛГпрВ момент, когда скорость валков становится равной требуемой скорости прокатки.
Вследствие внезапного приложения нагрузки в момент захвата и при прежнем значении тока двигателя дальнейшее ускорение валков прекращается.
Необходимый пик тока формируется до
входа металла в клеть стана, чем устраняется ударное падение скорости двигателя и улучшается качество проката.
Величина тока двигателя при разгоне и момент начала разгона определяются вычислнтельиым устройством.
Предмет изобретения
Способ управления электродвигателем привода валков неирерывного прокатного стана, состоящий в том, что иеред захватом металла увеличивают скорость электродвигателя, отличающийся тем, что, с целью повышения
качества проката и уменьшения ударных нагрузок в звеньях механической передачи, перед увеличением скорости ее у.меньшают, причем увеличение скорости производят динамическим моментом, равным ожидаемому
ПИЯ скорости согласуют со значением низшей скорости и с моментом окончания процесса понижения скорости таким образом, чтобы к
моменту захвата металла скорость валков была равна требуемой скорости прокатки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ НЕПРЕРЫВНОЙ ПРОКАТКИ СОРТОВОГО МЕТАЛЛА С МИНИМАЛЬНЫМ НАТЯЖЕНИЕМ ИЛИ ПОДПОРОМ МЕТАЛЛА МЕЖДУ КЛЕТЯМИ | 2010 |
|
RU2437731C1 |
| Способ уменьшения ударов в кинематической линии клети прокатного стана и устройство для его осуществления | 1990 |
|
SU1819167A3 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ ПРОКАТКИ В НЕПРЕРЫВНОЙ ГРУППЕ КЛЕТЕЙ | 2011 |
|
RU2477187C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВЫРАВНИВАНИЯ МОМЕНТОВ НА РАБОЧИХ ВАЛКАХ ПРОКАТНОЙ КЛЕТИ С ИНДИВИДУАЛЬНЫМ ЭЛЕКТРОПРИВОДОМ | 2007 |
|
RU2362641C2 |
| АВТОМАТИЗИРОВАННЫЙ ЭЛЕКТРОПРИВОД ПРОКАТНОГО СТАНА | 2013 |
|
RU2544483C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ НАТЯЖЕНИЯ ПОЛОСЫ В ЧЕРНОВОЙ ГРУППЕ КЛЕТЕЙ НЕПРЕРЫВНОГО ПРОКАТНОГО СТАНА | 2012 |
|
RU2494828C1 |
| Система автоматического управления реверсивным прокатным станом | 1985 |
|
SU1268233A1 |
| Устройство автоматического регулирования профиля прокатываемой полосы | 1974 |
|
SU880530A1 |
| Способ диагностического мониторинга упругого момента шпинделя толстолистового прокатного стана | 2024 |
|
RU2830788C1 |
| Линия привода валков клети прокатного стана | 1985 |
|
SU1276387A1 |
Л
м,
ZZzZ/:
мз
