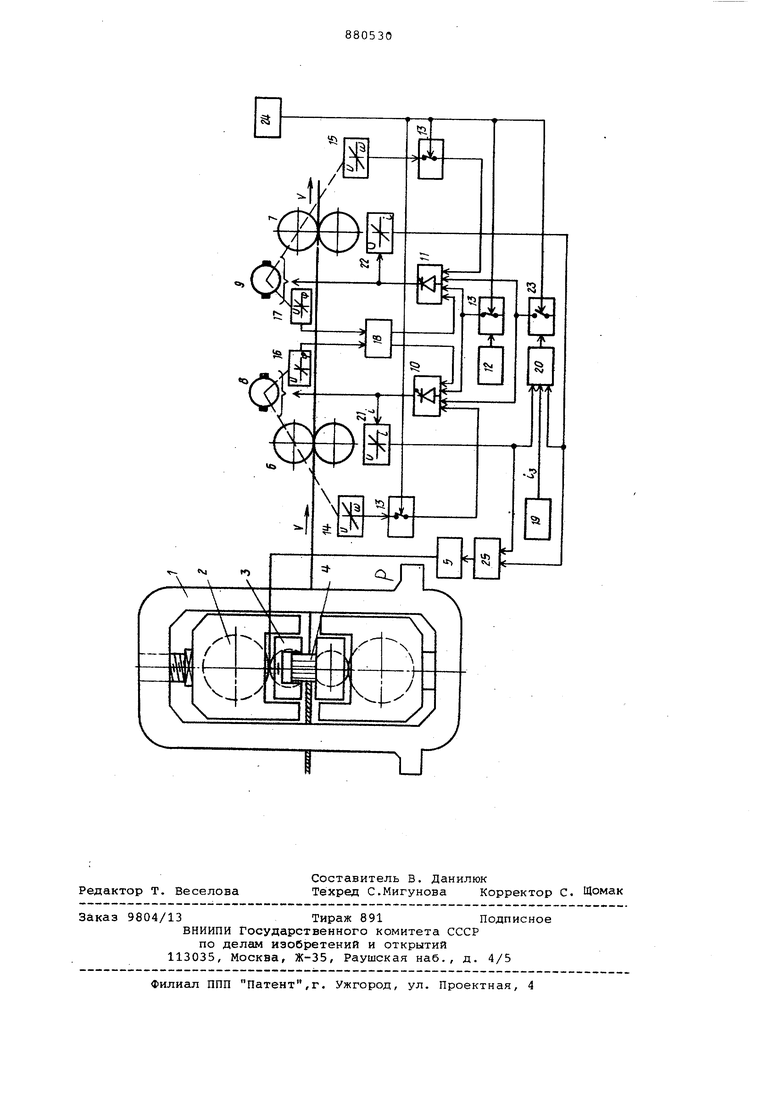
(54) УСТРОЙСТВО АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ПРОФИЛЯ ПРОКАТЫВАЕМОЙ ПОЛОСЫ Изобретение относится к прокатном производству, и может быть использовано при автоматизации листопрокатны станов. Известны систекы регулирования профиля прокатываемых полос за счет управления установки усилий гидромеханического воздействия на опоры прокатных валков, вследствие чего компенсируются высокочастотные флюктуации профиля полосы, обусловленные колебаниями давления прокатки. Однако эти устройства не дают возможности автоматического корректи рования профиля полосы по результата .его окончательного контроля на выходе стана. Это связано, в частности, с отсутствием надежных информационных систем, обеспечивающих устойчивый контроль профиля полосы на выход стана. Применение разрезных роликов со встроенными в их внутренней полос ти магнитоупругими измерителями давл ния не дает надежного решения пробле мы. Известно устройство для автоматического регулирования продольной раз нотоладинности проката, включакнцее гидравлические цилиндры повышения жесткости клети, установленные между подушками рабочих валков, а также уменьшения влияния системы на поперечную разнотолщинность полосы, каналы полочсительной обратной связи в гидравлической системе и канал отрицательной обратной связи, сёязанный с гидроцилиндрами распора опорных валков 1 . Однако в этом устройстве отсутствует надежная информационная система, обеспечивающая устойчивый контроль на выходе стана, и кроме того, не решается вопрос автоматического корректирования профиля полосы по результатам его окончательного контроля на выходе стана. Целью изобретения является повышение качества прокатываемого металла. Поставленная цель достигается тем, что в устройство, содержащее две пары профилированных тянущих роликов с индивидуальными приводами и системами управления ими, систему гидромеханического профилирования прокатных валков, введены датчики угловых положений тянущих роликов, выходы которых соединены со входами логического устройства, датчики скорости, датчики токов, регулятор тока, входы которого соединены с выходами задатчика и датчиков тока, вычислительное устройство, входы которого соединены с выходами датчиков тока, а выход - со входом CHCTeNttJ гидромеханического профилирования, причем выходы логического устройства, задат чика скорости, регулятора тока, датчиков скорости соединены со входами соответствукадих систем управления че рез ключи, входы которых соединены |С датчиком наличия металла. Кроме того, одна пара роликов имеет симметричные проточки по периметру бочек в их центральной части, а другая пара - у торцовых частей бочек. Таким образом, получаем систему двух пар тянущих роликов с общим зад нием их суммарного тянущего момента, который автоматически перераспределя ется между обеими парами роликов в зависимости от распределения натяжения по ширине полосы. Если в процесс прокатки появляется слабина (волна) fto кромкам полосы, то дополнительно увеличивается натяжение в центрально части полосы за счет увеличения момента на приводе тянущих роликов.с проточкой у торцов их бочек (именно последние контактируют с полосой в е центральной части). Тем самым скорость движения локальных участков металла по ширине полосы выравнивает ся. Если на прокатываемой полосе поя ляется короб (слабина в центральной части полосы), то происходит компенсирующее увеличение натяжения у кромок полосы за счет увеличения момента на приводе тянущих роликов, у которых проточка выполнена в центральной части их бочек (именно эти ролики контактируют с полосой у ее кромок). Следовательно, профилированные тянущие ролики вместе с их связанными приводами являются исполнительным механизмом - гидросистемой профилирования прокатных валков. В этом смысле показателем является соотношение токов в якорных цепях приводов: нарушение их равенства служит п сылкой для формирования управлягацего воздействия на изгибающие усилия, приложенные к опорам прокатных валков. - На чертеже изображена функциональ ная схема устройства автоматического регулирования профиля прокатываемой полосы. Устройство содержит последнюю про клеть чистовой группы стана, вЛстанине 1 которой расположены опор ные 2 и рабочие 3 прокатные валки, направляющие полосу на отводящий рольганг со скоростью V. Между опорами рабочих валков установлены гидравлические цилиндры 4, в которых давление рабочего тела Р регистрируе ся устройством 5 системы гидравличес кого профилирования прокатных валков 3. На отводящем рольганге в жесткой конструкции измерительной клети (на чертеже не показана) установлены профилированные тянущие ролики 6 и 7, которые приводятся во вращение электродвигателями 8 и 9 с питанием от тиристорных преобразователей 10 и 11, составляющие попарно с электродвигателями 8 и 9 приводы тянутцих роликов Задание скорости вращения электродвигателей 8 и 9 осуществляется с помощью устройства 12, входящего в частном случае в систему дистанционной перестройки механизмов прокатного стана. Канал регулирования скорости прерывается ключевым устройством 13 при завершении разгона приводов и синхронизации их по углу поворота или при захвате прокатываемой полосы тянущими роликами.Ко входам тиристорных преобразователей ю и 11 через ключевое устройство 13 подключены соответствующие каналы обратной связи по скорости 14 и 15. Синхронизация взаимного углового положения тянущих роликов, обеспечивающая их жесткую пространственную взаимосвязь, осуществляется с помощью датчиков 16 и 17 углового положения, например индуктосинов, присоединенных механически к валам электродвигателей 8 и 9. Датчики 16 и 17 электрически соединены с логическим устройством 18, формирующим сигналы синхрон зации, выходы которого связаны со входами тиристорных преобразователей 10 и 11. Задатчик 19 соединен со входом регулятора тока 20, к двум другим входам которого подключены каналы главной обратной связи по току, содержащие датчики токов 21 и 22 в якорных цепях двигателей. Выход регулятора тока 20 через ключевое устройство 23 связан со входами тиристорных преобразователей 10 и 11. Управляющие каналы ключевых устройств 13 и 23 связаны с датчиком 24 наличия металла. Каналы главной обратной связи по току соединены с вычислительным ус-тройством 25, выход которого подключен к устройству 5 системы гидромеханического профилирования прокатных валков 3 клети. Устройство работает следующим образом. В процессе настройки стана на входы тиристорных преобразователей 10 и 11 через ключевое устройство 13 подается сигнал задания скорости тянущих роликов 6 и 7, d также подготавливается сигнал задания результирукяцего тока, т.е. суммарного тянущего момента на полосу. При разгоне приводов до соответствующей скорости либо в начале процесса разгона осуществляется синхронизация пространственного положения тянущих роликов 6 и 7 по углу. В момент захвата прокатываемой полосы тянущими роликами 6 и 7 каналы задания и стабилизации скорости размыкаются ключевьвии устройствами 13, а выход регулятора тока подключается на входы тиристорных преобразователей 10 и 11 посредством ключевого устройства 23, кокму тируемого-датчиком 24 наличия металл Если взаимное угловое положение тянущих роликов не нарушается после захвата полосы, то токи в якорных цепях двигателей 8 и 9 примерно рав,ны (в соответствии с нагрузочными характеристиками приводов тянущихроликов).Это способствует стабильности удельного натяжения по ширине полосы. Если в течение прокатки прои ходит изменение режима деформации и на некотором участке по ширине полосы появляется приращение скорости выхода деформируемого металла из последней клети, то возникают отклонения в распределении удельных натяжений по ширине полосы и значит нагрузок, приложенных к приводам тянущих роликов 6 и 7. Например, если из-за температурного расширения происходит увеличение диаметра бочек рабочих валков прокатной клети в их центральной части, то это приводит к снижению удельных натяжений в центральной части полосы (вплоть до обра зования короба) и, следовательно, снижается нагрузка на тянущие ролики с проточкой у торцов их бочек (пусть это будут ролики 6). в этой связи ск рость тянущих роликов 6 возрастает. Одновременно происходит накопление рассогласования во взаимном угловом положении тянущих роликов б и 7 и си тема синхронизации выдает тормозящий сигнал на тиристорный преобразовател 10 и ускоряющий тиристорный преобраз ватель 11. При этом ток нагрузки в двигателе 9 возрастает, а в двигателе 8 падает. В результате такого про цесса ролики 7 (с проточкой в центральной части их бочек) увеличивают натяжение у кромок полосы, вследстви чего скорости выхода металла из прокатной клети на отдельных участках п ширине полосы выравниваются, и поперечный профиль (плоскостность) полос восстанавливается. Если в результате деформации валковой системы прокатной клети увелич вается скорость выхода металла у кро мок полосы, то компенсирующий процес осуществляется за счет увеличения тя нущего момента на роликах 6 и уменьшения на роликах 7 . Таким образом, самовыравнивание плоскостности полосы на отводящем рольганге достигается за счет жесткой взаимосвязи в положении тянущих роликов и автоматического перераспре деления между ними тянущих моментов, приложенных к различным участкам полосы. Воздействие на устройство 5 систе мы гидромеханического профилирования прюкатных валков 3, расширяющее диапазон системы автоматического регулирования профиля прокатываемой полосы, осуществляется от вычислительного устройства 25 в функции токов, регистрируемых датчиками 21 и 22 приводов тянущих роликов. . Аналогичное воздействие может быть оказано на систему температурного управления профилем прокатных валков 3 (например, управление охлаждающим потоком). После выхода полосы из тянущих роликов (измерительной клети) цепь задания и регулирования тока приводов размыкается ключом 23. Захват следующей полосы южет быть осуществлен с запоминанием предыдущего распределения токов между приводами или без него. Предлагаемое устройство позволяет осуществить устойчивый контроль профиля полосы, а также резко повысить качество прокатываемого металла. Реализация устройства не предусматривает модернизации существующего оборудования, а предполагает лишь установку в технологическую линию стана (на отводящем рольганге) рассмотренной измерительной клети с профилированными тянущими роликами. Формула изобретения 1.Устройство автоматического регулирования профиля прокатываемой полосы, содержащее две пары профилированных тянущих роликов с индивидуальными приводами и системами управления к ним, систему гидромеханического профилирования прокатных валков, отличающееся тем, что, с целью повышения качества прокатываемого металла, оно содержит датчики угловых положений тянущих роликов, выходы которых соединены с входами логического устройства, датчики скорости, датчики токов, регулятор тока, входы которого соединены с выходами задатчика и датчиков тока, вычислительное устройство, входы которого соединены с выходами датчиков тока, а выход - с входом .системы гидромеханического профилирования, причем выходы логического устройства, задатчика скорости, регулятора тока, датчиков скорости соединены с входами соответствующих систем управления через ключи, входы которых соединены с датчиком наличия металла. 2.Устройство по П.1, о т ли чающееся тем, что одна пара роликов имеет симметричные проточки по периметру бочек н их центральной части, а другая пара - у торцовых частей бочек. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР 239182, кл. В 21 В 37/02, 1967.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для адаптивной настройкиРЕгуляТОРА ТОлщиНы пРОКАТА HA ТРЕбуЕМыйпАРАМЕТР | 1976 |
|
SU806187A1 |
| Устройство для автоматического регулирования поперечного профиля прокатываемой полосы | 1972 |
|
SU491421A1 |
| Прокатная клеть кварто | 1975 |
|
SU749465A1 |
| Устройство для регулирования жесткости прокатной клети | 1977 |
|
SU749479A1 |
| Клеть стана для прокатки полосы | 1979 |
|
SU789169A1 |
| Прокатная клеть переменной жесткости | 1978 |
|
SU1022762A1 |
| УСТРОЙСТВО ДЛЯ НАТЯЖЕНИЯ ДВИЖУЩЕЙСЯ ПОЛОСЫ | 2007 |
|
RU2354473C1 |
| Устройство для регулирования профиля полосы в итерационной электрогидравлической системе автоматической стабилизации толщины проката | 1974 |
|
SU533412A1 |
| Устройство для измерения толщины проката | 1978 |
|
SU751460A1 |
| Прокатный стан для горячей прокатки полос в рулонах | 1976 |
|
SU685368A1 |