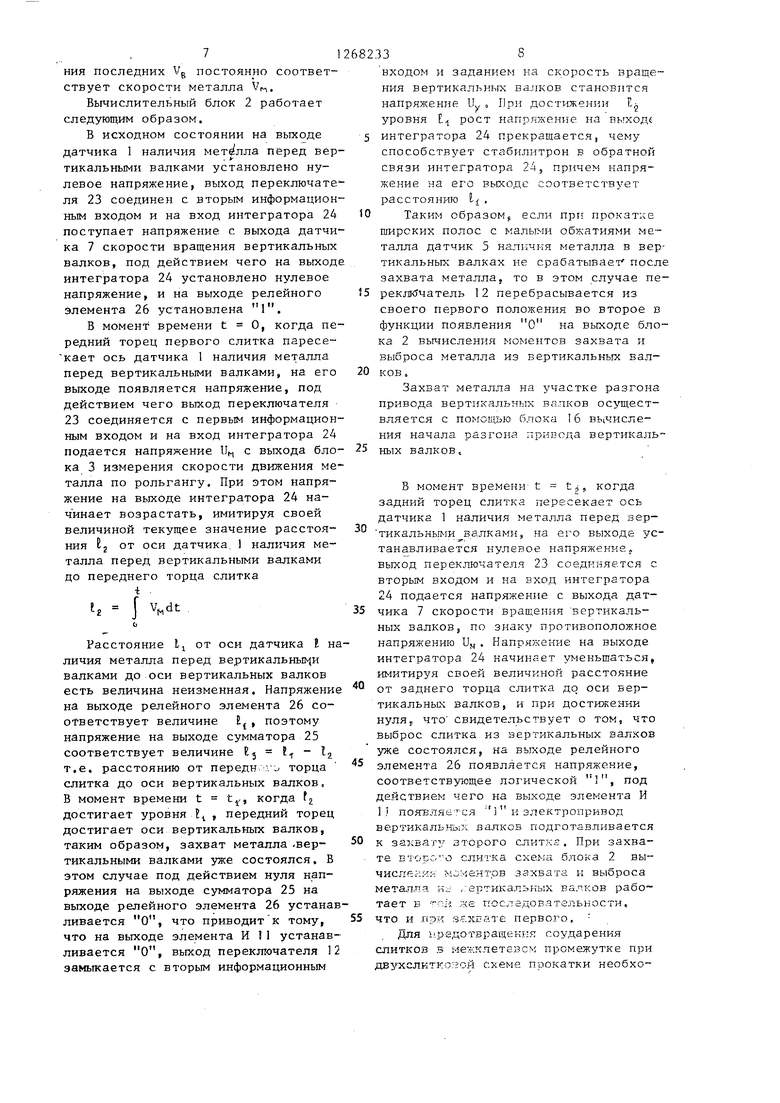
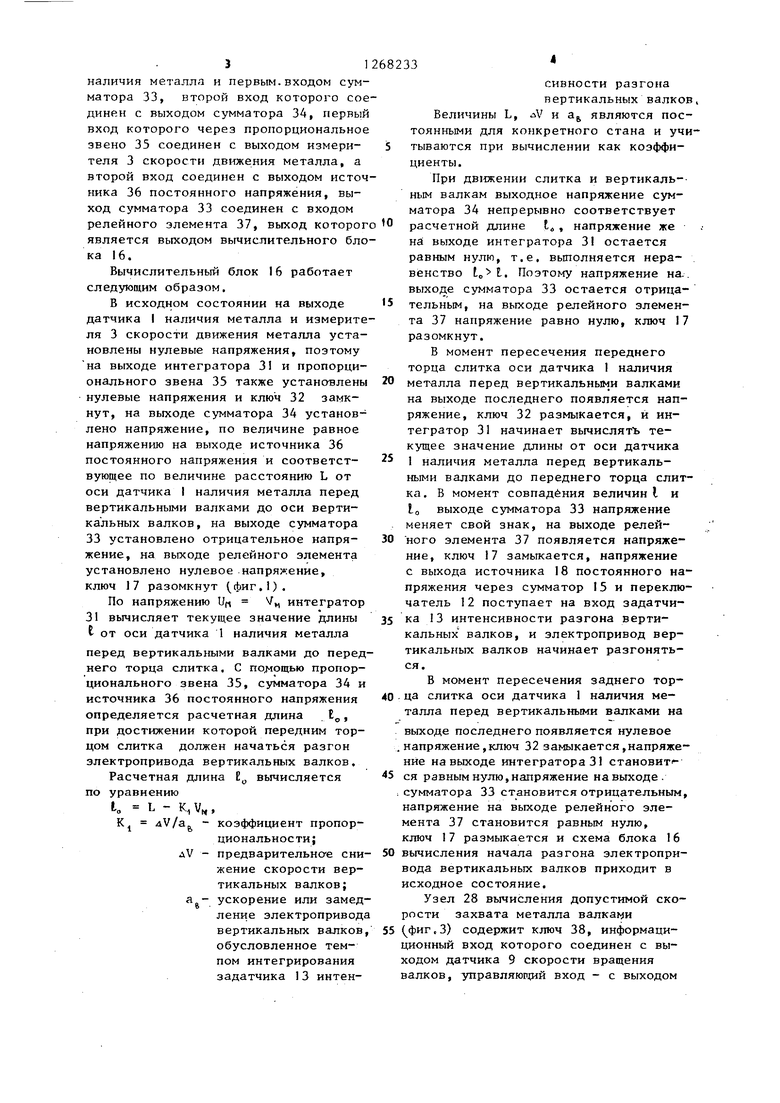
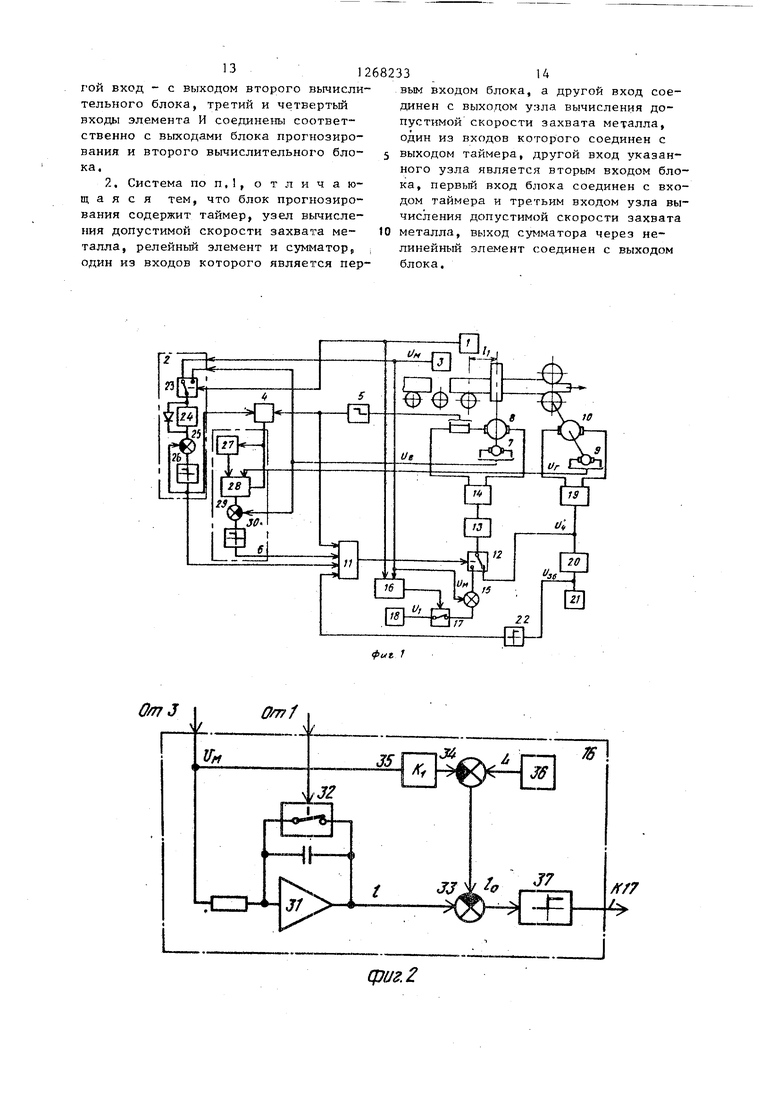
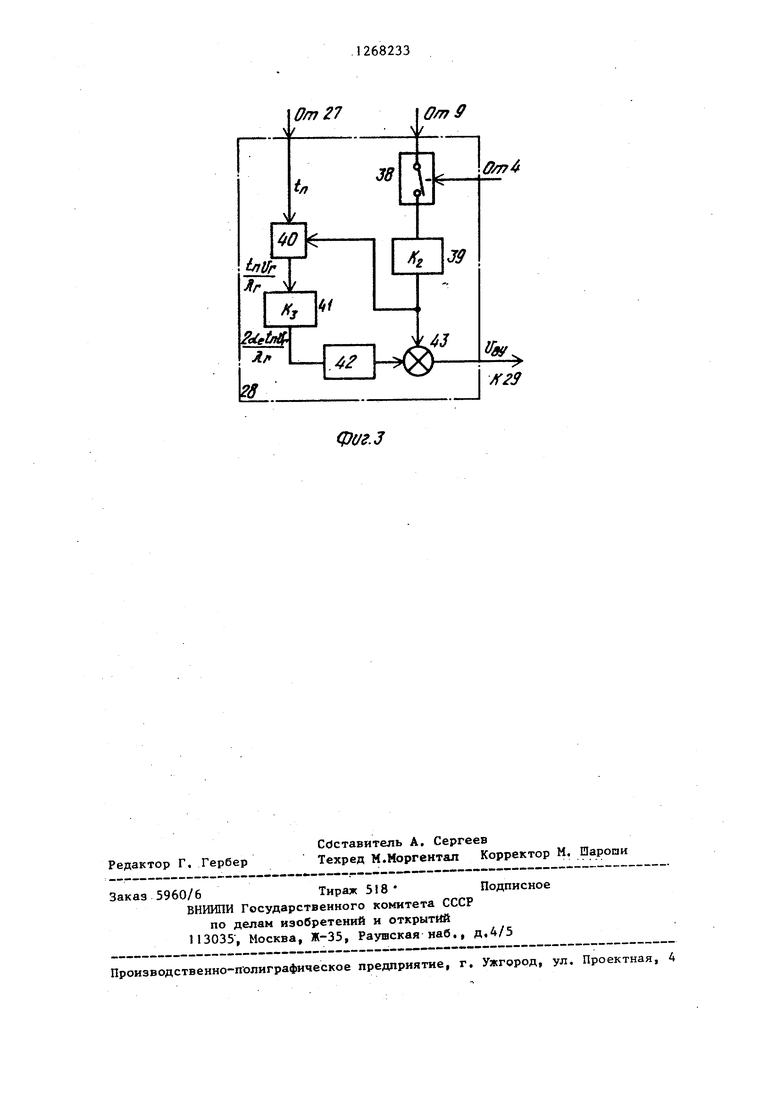
Изобретение относится к управлению электропроводами и может использоваться- при прокатке металла на сля бинтнх и непрерывных прокатных станках с первой клетью типа эджер, Целыа изобретения является увеличение срока службы элементов механического оборудования путем снижения динамических нагрузок в линиях привода вертикальных валков за счет повышения точности согласования скорос тей враа-ения, горизонтальных и вертикальных валков в период совместной прокатки металла и предотвращение со ударения слитков при двухслитковой прокатке. На фиг,1 представлена блок-схема системы автоматического управления реверсивным прокатным станом:; на фиг,2 - схема первого вычислительного блока; на фиг.З - схема узла вычисления допустимой скорости захвата металла. Система автоматического управления реверсивным прокатным станом (фи1, 1) содержит датчик наличия металла, установленный перед вертикальными валками, выход которого сое динен с первым входом блока 2, предназначенным для вычисления моментов захвата и выброса металла из вертикальных валков, второй вход которого соединен с выходом измерителя 3 скорости движения металла,, двилсущегося по рольгангу, а выход - с одним из входов элемента И-НЕ 4, другой вход которого соединен с выходом датчика 5 наличия металла, находящегося в вертикальных валках, а выход - с пер BbBi входом блока 6 прогнозирования, второй вход которого соединен с выхо дом датчика 7 скорости вращения, механически связанном с якорем электро двигателя 8 вертикальных валков, и третьим входом вычислите.пьного блока 2 для вычисления моментов захвата и выброса металла из вертикальных валков, третий вход - с выходом датчика 9 скорости вращения, механически свя занным с якорем электродвигателя 0 горизонтальных валков, а выход с пер вым входом элемента И 11„ второй вхо которого соед11нен с выходом вычислительного блока 2, третий вход - с вы ходом датчика 5 наличия металла, а выход - с управляющим входом переклю чателя 12, выход котор.ого через задат чик 13 интенсивности соединен с входом блока 4.управления электроприводом валков, а первый информационный вход - с выходом сумматора 15, один из входов которого соединен с выходом измерителя 3 скорости движения металла и одним из входов вычислительного блока 16, второй вход которого соединен с выходом датчика 1 наличия металла, а выход - с управляющим входом ключа 17, информационный вход которого соединен с выходом источника 18 постоянного напряжения, а выход - с входом сумматора 15, второй информационный вход переключателя I2 соединен с входом блока 19 управления электроприводом валков и выходом задатчика 20 интенсивности, вход которого соединен с выходом задатчика 21 скорости вращения валков и через блок 22 определения знака сигнала соединен с четвертым входом элемента И 11, вычислительный блок 2 содержит переключатель 23, первый информационный вход которого соединен с выходом измерителя 3 скорости движения металла, второй информационный вход - с выходом датчика 7 скорости вращения валков, управляющий вход - с выходом датчика 1 наличия металла, а выход через интегратор 24 соединен с од ним из входов сумматора 25, выход которого соединен с входом релейного элемента 26, выход которого соединен с другим входом сумматора 25, одним из входов элемента И П и одним из входов элемента И-НЕ 4, блок 6 прог-. нозирования содержит таймер 27, управляющий вход которого соединен с выходом элемента И-НЕ 4, а выход с первым входом узла 28 вычисления допустимой скорости захвата металла, второй вход которого соединен с выходом датчика 9 скорости вращения валков, управляющий вход - с выходом элемента И-НЕ 4, а выход - с одним из входов сумматора 29, второй вход которого соединен с выходом датчика 7 скорости вращения валков, а выход через релейньй элемент 30 соединен с одним из входов элемента И 11, Вычислительный блок 6 (фиг,2) содержит интегратор 31, вход которого соединен с выходом измернте.пя 3 скорости движения металла,; а аыход соединен с выходом ключа 32, информационный вход которого соединен с входом усилителя ингегратора 31, а управляющий вход с выходом датчика 1 ния последних Vg постоянно соответствует скорости металла VM. Вычислительный блок 2 работает следующим образом. В исходном состоянии на выходе датчика 1 наличия металла перед вер тикальными валками установлено нулевое напряжение, выход переключате ля 23 соединен с вторьот информацион ным входом и на вход интегратора 24 поступает напряжение с выхода датчи ка 7 скорости вращения вертикальных валков, под действием чего на выход интегратора 24 установлено нулевое напряжение, и на выходе релейного элемента 26 установлена 1. В момент времени t О, когда пе редний торец первого слитка паресекает ось датчика 1 наличия металла перед вертикальными валками, на его выходе появляется напряжение, под действием чего выход переключателя 23 соединяется с первь М информацион ным входом и на вход интегратора 24 подается напряжение Иц с выхода бло ка 3 измерения скорости движения ме талла по рольгангу. При этом напряжение на выходе интегратора 24 начинает возрастать, имитируя своей величиной текущее значение расстояния 2 ог датчика, 1 наличия металла перед вертикальными валками до переднего торца слитка i . Расстояние Ц от оси датчика I н личия металла перед вертикальньп и валками до оси вертикальных валков есть величина неизменная. Напряжени на выходе релейного элемента 26 соо-гветствует величине l , поэтому напряжение на выходе сумматора 25 ft - I, соответствует величине т.е. расстоянию от передн торца слитка до оси вертикальных валков, В момент времени t t,, когда Р достигает уровня t , передний торец достигает оси вертикальных валков, таким образом, захват металла .вертикальными валками уже состоялся. В этом случае под действием нуля напряжения на выходе сумматора 25 на выходе релейного элемента 26 устанав ливается О, что приводит к тому, что на выходе элемента И 11 устанавливается О, выход переключателя 12 эамыкается с вторым информационным входом и заданием на скорость вращения вертикальньк валков становится напряжение 11 „ При достиженин 1 уровня рост напряжение на выходе интегратора 24 прекращается, чему способствует стабилитрон в обратногт связи интегратора 24, причем напряжение на его выходе соответствует расстоянию li , Таким образом если прм прокатке широких полос с малыми обжатиями металла датчик 5 наличия металла в вертикальных валках не срабатывает после захвата металла, то в этом случае переклк чатель 12 перебрасывается из своего первого положения во второе в функции появления О на выходе блока 2 вычисления моментов захвата и выброса металла из вертикальных валков . Захват металла на участке разгона привода вертикальных валков осуществляется с помощью блока 16 вь1числения начала разгона привода вертикальных валков. В момент времени t t.;, когда задний торец слитка пересекает ось датчика 1 наличия металла перед зертикальньгми валками, на его выходе устанавливается нулевое напряжение,, выход переключателя 23 соединяется с вторым входом и на вход интегратора 24 подается напряжение с выхода датчика 7 скорости вращения вертикальных валков, по знаку противоположное напряжению , Напряжение на выходе интегратора 24 начинает уменьшаться, имитируя своей величиной расстояние от заднего торца слитка до оси вертикальных валков, и при достизкении нуля, что свидетельствует о том, что выброс слитка из }зертикальных валхов уже состоялся, на выходе релейного 26 появляется напряжение, элемента соответствующее логической 1, действием чего на выходе элемента И 1 появляе ся 1 к электропривод ввртикальнь;х валков подготавливается к захвату зторого слиткг. При захвате втоБОчт слитка схема блока 2 вы- численмя моментов захвата и выброса ета.пла н;. ,ертикалькых валков рабо тает в ;ке последовательности, то и при Зс-кпате первого. Для лредотвращект;я соударения литков S межклетевсм промежутке при вухслктко:;ой схеме паокатки необходимо, -чтобы в процессе прокатки выполнялось неравенство S, - S,(1) где Sj,. - путь, который проходит задний торец первого слитка с момента времени , когда слиток выбрасывается из вертикальных валков, до момента времени , когда скорость движения переднего торца второго слитка после захвата его вертикальными валками и соединения выхода переключателя 12 с первым информационным входом, что соотв€ тствует скачкообразному изменению задания на ско рость вращения вертикальных валков с уровня и + и до уровня Uy, станет соответствовать величине задания Uy Sj - путь, который проходит передний торец второго слитка с момента времени t t, когда происходит захват второго слитка вертикальными валками до момента t t. Пренебрегая изменением скорости вращения Vfгоризонтальных валков в процессе про катки первого слитка, значения и S 2 МОЖНО определить из уравнении: (Vr/A)t,; IfeJ.ii3WJr) (tc-tn); 2 Vfeft -(V, n,j где (Vf /ip) - скорость движения заднего торца первого слитка в межклетьевом промежутке; г коэффициент вытяжки м талла в горизонтальны валках; скрость захвата второ го слитка вертикальны ми валками; ускорение или замедление привода вертикальных валков, обусловленное темпом инте рирования задатчика 1 интенсивности разгона вертикальных валков, Подставив уравнения (2) в нераве ство (1) и несколько преобразовав е получим неравенЬтво V,, JV,/Af )t7 + (V, /л,). (3 Таким образом, для предотврап1ени удара второго слитка о первый в меж летьевом промежутке необходимо, чтоы скорость захвата второго слитка не ревышала величины стоящего в первой асти неравенства (3) выражения. Выполнение этого условия в схеме peдлaгae toй схемы осуществляется с омощью блока 6 прогнозирования соуарения слитков в межклетьевом проежутке и элемента И-НЕ 4, В период прокатки первого слитка вертикальных валках на выходе элеента И-НЕ 4 под действием О на выоде блока 2 вычисления моментов захвата и выброса слитка из вертикальных валков или О на выходе датчика 5 на1:(ичия металла в вертикальных валках установлена 1, под действием чего на выходе таймера 27 и выходе узла 28 допустимой скорости захвата металла вертикальными валками установлены нулевые напряжения, а на выходе релейного элемента 30 установлена 1, В момент выброса первого слиткаиз вертикальных валков на выходе блока 2 вычисления захвата и выброса металла из вертикальных валков и выходе датчика 5 наличия металла в вертикаль- ных валках устанавливаются 1, на выходе элемента И-НЕ 4 устанавливается О, под действием чего таймер 27 начинает отсчитывать время t, а на вьгходе узла 28 вычисления допустимой скорости захвата металла вертикальными валками появляется напряжение, соответствующее уровню допустимой скорости захвата металла, рассчитываемой по выражению в правой части неравенства (3),i Значение допустимой скорости захвата непрерывно сравнивается на сумматоре 29 с текущим значением скорости вращения вертикаль1НЬ1х валков. Если при этом неравенство (3) выполняется, тс на выходе релейного элемента 30 поддерживается 1 и система автоматического управления слябингом При захвате второго слитка работает в той же последовательности, что и при захвате первого слитка. Если неравенство (3 ) не выполняется, т.е, напряжение на выход сумматора 29 меняет свой знак, то на выходе рел(гйного элемента 30 появляется О, который, воздействуя через элемент И 11 на переключатель 12, замыкает eiO выход q вторым информационным входом, в результате чего скорость вращения вертикальных валков поддерживается на уровне допустимого значе312наличия металла и первым.входом сумматора 33, второй вход которого соединен с выходом сумматора 34, первый вход которого через пропорциональное звено 35 соединен с выходом измерителя 3 скорости движения металла, а второй вход соединен с выходом источника 36 постоянного напряжения, выход сумматора 33 соединен с входом релейного элемента 37, выход которого
является выходом вычислительного блока 16.
Вычислительный блок 16 работает следующим образом.
В исходном состоянии на выходе датчика I наличия металла и измерителя 3 скорости движения металла установлены нулевые напряжения, поэтому на выходе интегратора 31 и пропорционального звена 35 также установлены нулевые напряжения и ключ 32 замкнут, на выходе сумматора 34 установлено напряжение, по величине равное напряжению на выходе источника 36 постоянного напряжения и соответствующее по величине расстоянию L от оси датчика 1 наличия металла перед вертикальными валками до оси вертикальных валков, на выходе сумматора 33 установлено отрицательное напряжение, на выходе релейного элемента установлено нулевое напряжение, ключ 17 разомкнут (фиг.1).
По напряжению U V, интегратор 31 вычисляет текущее значение длины t от оси датчика 1 наличия металла
перед вертикальными валками до переднего торца слитка. С помощью пропорционального звена 35, сумматора 34 и источника 36 постоянного напряжения определяется расчетная длина Е, при достижении которой передним торцом слитка должен начаться разгон электропривода вертикальных валков.
Расчетная длина Е вьиисляется по уравнению
1„ L - K,V«, К. 4V/a.. - коэффициент пропорТЬ
циональности; AV - предварительнае снижение скорости вертикальных валков; ускорение или замедление электропривода вертикальных валков,
обусловленное темпом интегрирования задатчика 13 интенна выходе интегратора 31 остается равным нулю, т.е. выполняется неравенство 1е 1. Поэтому напряжение на.. выходе сумматора 33 остается отрицательным, на выходе релейного элемента 37 напряжение равно нулю, ключ 17 разомкнут.
В момент пересечения переднего торца слитка оси датчика 1 наличия металла перед вертикальными валками на выходе последнего появляется напряжение, ключ 32 размыкается, и интегратор 31 начинает вычислять текущее значение длины от оси датчика 1 наличия металла перед вертикальными валками до переднего торца слитка. В момент совпадения величин I и LO выходе сумматора 33 напряжение меняет свой знак, на выходе релейного элемента 37 появляется напряжение, ключ 17 замыкается, напряжение с выхода источника 18 постоянного напряжения через сумматор 15 и переключатель 12 поступает на вход задатчика 13 интенсивности разгона вертикальных валков, и электропривод вертикальных валков начинает разгоняться.
В момент пересечения заднего торца слитка оси датчика 1 наличия металла перед вертикальными валками на
выходе последнего появляется нулевое .напряжение,ключ 32 замыкается,напряжение на выходе интегратора 31 становит45 ся равным нулю, напряжение на выходе. : сумматора 33 становится отрицательным, напряжение на выходе релейного элемента 37 становится равным нулю, ключ I7 размыкается и схема блока 16
ционный вход которого соединен с выходом датчика 9 скорости вращения валков, управляюгдий вход - с выходом 3 сивности разгона вертикальных валков. Величины L, лУ и а являются постоянными для конкретного стана и учитываются при вычислении как коэффициенты. При движении слитка и вертикаль-ным валкам выходное напряжение сумматора 34 непрерывно соответствует расчетной длине t., напряжение же 50 вычисления начала разгона электропривода вертикальных валков приходит в исходное состояние. Узел 28 вычисления допустимой скорости захвата металла валками 55 (фиг.З) содержит ключ 38, информаци512элемента И-ИЕ 4, а выход - с входом пропорционального звена 39, выход которого соединен с одним из входов блока 40 перемножения, другой вход которого соединен с выходом таймера 27, а выход через пропордиональное звено 41 и блок 42 извлечения квадратного корня соединен с одним из входов сумматора 43, другой вход которого соединен с выходом пропорционального звена 39, а выход - с одним из входов сумматора 29, - Узел вычисления допустимой скорос ти захвата металла работает следующи образом, В исходном состоянии, когда первый по ходу прокатки слиток находитс в вертикальных валках на выходе элемента И-НЕ 4 установлено напряжение, соответствующее , под действием чего на выходе таймера 27 установлено нулевое напряжение и ключ 38 разомкнут, поэтому независимо от величины напряжения на выходе датчика 9 скорости вращения горизонтальных вал ков на выходе всех элементов схемы (фиг.З) установлены нулевые напряжения , Расчет допустимой скорости V захвата металла вертикальными валками осуществляется по уравнению K.K,V. t -коэффициент передачи пропорционального звена 39; К, 2а, коэффициент передачи пропорционального звена 41, Величины Л и Bj являются постоянными для конкретного стана и учиты ваются при вычислении как коэффициен ты. В момент выброса первого слитка из вертикальных валков к-;, ;.ыходе эле мента И-НЕ 4 устанавливается под действием чего таймер 27 начинает отсчитывать время t, , ключ 38 замыкается и на вход пропорционального звена 39 поступает напряжение U на выходе пропордиоиальногб звена 39 появляется напряжение, по величине соответствующее V /А, на выходе бло ка 40 перемножения 40 появляется нап ряжение, соответствующее tpVp/ s на выходе пропорционального звена 41 по является напряжениеJ соответствующе 2aj,tr, Vr/АГ t на выходе блока 42 извл 3 ения вертикального корня появляется напряжение, соответствующее лГ2а и на выходе сумматора 43 появляется напряжение, соотнетствующее величине допустимой скорости захвата металла вертикальными валками, В момент захвата второго слитка вертикальными валками на выходе элемента И-НЕ 4 устанавливается 1, исхема узла 28 вычисления допустимой скорости захвата металла вертикальными валками устанавливается в исходное положение. Система автоматического управления реверсивным прокатным станом работает следующим образом. В исходном состоянии перед прокаткой пары слитков в очередном проходе вертикальная клеть - горизонтальная клеть сигнал на выходе датчика 1 наличия металла перед вертикальными валками равен нулкз, ка выходе блока 2 вычисления моментов захвата -и выброса металла из вертикальньгх валков установлена 1, на выходе датчика 5 наличия металла в вертикальных валках установлена , на выходе блока 6 прогнозирования соударения слитков в межклетьевом промежутке установлена 1, на выходе задатчика 21 скорости вращения горизонтальных и вертикальных валков и задатчика 20 интенсивности разгона горизонтальных и вертикальных калков установлены напряжения с и Uy, по своей полярности соответствующие направлению прокатки в проходе вертикальная клеть-горизонтальная клеть, на выходе блока 22 опр(1деления знака сигнала задания установлена 1, Таким образом, на входе элемента И 1i четыре , поэтому на выходе его также 1, под действием чего выход переключателя 12 соединен с первыь-i информационным входо -, На выходе блока 1 6 вычисления начала разгона установлен ключ 17 разомкнут. Поэтому в исходном состоянии заданием на скорость -трящения вертикал-ьных залков является тгяпргжение U, с выхода блока -3 измег.ц. скорости движенря металла по po;i-by j; гу, соответств П( скорости „ :7- ИАения металла,, а заданием i ;-i А -г н и я металла. скорость Tjpameiiim горизонтальных валкоБ кзпяется напряжек1-:е Ну , Таким образом, по мере двгекекия металла к вептикалькым вапкам скорость вращеиия скорости захвата и в.случае захвата второго слитка вертикальными, валками соударения слитков в межклетьевом промежутке не происходит. Наличие в предлагаемом устройстве блока вычисления моментов захвата и выброса металла из вертикальных валков, блока прогнозирования соударения слитков в межклетьевом промежутке и элемента И-НЕ, причем первый ,вход блока вычисления- моментов захва та и выброса металла из вертикальных валков соединен с выходом датчика на личия металла перед вертикальными валками, второй вход соединен с выходом блока измерения скорости движе ния металла по рольгангу, а третий вход - с выходом датчика скорости вращения вертикальных валков и первым входом блока прогнозирования соударения слитков в межклетьевом промежутке, второй вход которого соединен с выходом датчика: скорости вращения горизонтальных валков, а третий вход - с выходом элемента И-НЕ, один из входов которого соединен с выходо датчика наличия металла в вертикальных валках, а другой вход - с выходо блока вычисления моментов захвата и выброса металла из вертикальных валков и третьим входом элемента И, четвертый вход которого соединен с выходом блока прогнозирования соударения слитков в межклетьевом промежутке, обеспечивает увеличение производительности стана, уменьшение простоев на ремонт и увеличение срока -службы элементов механического оборудования путем снижения динамических нагрузок в линиях привода вер
тикальных валков за счет повышения надежности согласования скоростей вращения горизонтальных и вертикальных валков в период совместной прокатки металла и предотвращения соударения слитков в межклетьевом промежутке при двухслитковой схеме прокатки.
Формула изобретения
1. Система автоматического управления реверсивным прокатным станом, содержащая задатчик скорости вращения валков, два блока управления электроприводами .валков, два датчика скорости вращения валков, два задатчика интенсивности, два датчика навращения соударения слитков при двухслитковой прокатке, она снабжена вторым вычислительным блоком, блоком прогнозирования, элементом прогнози5рования и элементом И-НЕ, причем первый вход второго вычислительного блока соединен с выходом второго датчика наличия металла, второй вход - с
4 выходом измерителя скорости движения
0 металла, а третий вход - с выходом первого датчика скорости вращения валков и первым входом блока прогнозирования, второй вход которого соединен с выходом второго датчика скорости вращения валков, а третий вход5С выходом элемента И-НЕ, один из входов которого соединен с выходом первого датчика наличия металла а друличия металлаf измеритель скорости движения металла,, блок определения знака сигнала, вычислительньй блок, ключ, переключатель, элемент И, сум: атор, источник постоянного напряжения, вход первого задатчика интенсивности соединен с выходом задатчика скорости вращения валков и через блок определения знака сигнала - с первым , входом элемента И. а выход- - с входо первого блока управления электроприводом валков и первым информационным входом переключателя, виход которого через второй задатчик интенсивности соединен с входом второго блока-.управления электроприводом валков, управляющий вход переключателя - с выходом элемента И, второй вход которого соедиг ен с выходом первого датчика наличия металла, а второй информационный вход переключателя соединен с выxoдo j сумматора, один ив входов которого через ключ соединен с выходом источника постоянного напряжения, а другой вход - с выходом измерителя скорости движения металла и с одним из ВХОДОВ вычислительного блока, другой вход которого соединен с выходом второго датчика наличия металла, а выход вычислительного блока соединен с управляющим входом ключа, отличающийся тем, что, с целью увеличения срока службы эла1ментов механическо.го оборудования путем снижения динамических нагрузок в линиях привода вертикальных валков за счет повышения точности согласования скоростей вращения горизонтальных и вертикальных валков в период совместной прокатки металла и предотгои вход - с выходом второго вычислительного блока, третий и четвертый входы элемента И соединены соответственно с выходами блока прогнозирования и второго вычислительного блока.
2, Система по п,1, о т л и ч а ющ а я с я тем, что блок прогнозирования содержит таймер, узел вычисления допустимой скорости захвата металла, релейный элемент и сумматор, один из входов которого является первым входом блока, а другой вход соединен с выходом узла вычисления допустимой скорости захвата металла, один из входов которого соединен с выходом таймера, другой вход указанного узла является вторым входом блока, первый вход блока соединен с входом таймера и третьим входом узла вычиспенкя допустимой скорости захвата металла, выход сумматора через нелинейный элемент соединен с выходом блока.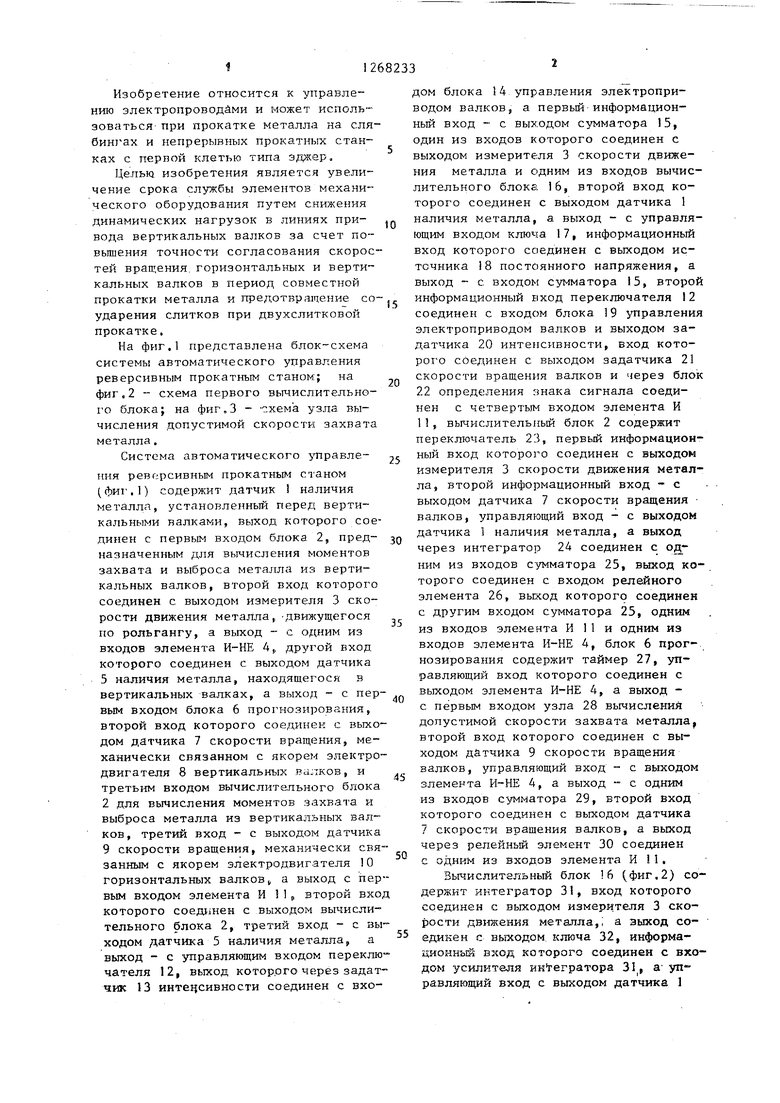


| название | год | авторы | номер документа |
|---|---|---|---|
| Система автоматического управления главными приводами реверсивного прокатного стана | 1988 |
|
SU1581398A1 |
| Устройство для регулирования межклетьевых натяжений | 1980 |
|
SU930811A1 |
| Устройство регулирования натяжения полосы в межклетевых промежутках непрерывного прокатного стана | 1987 |
|
SU1519806A1 |
| Способ уменьшения ударов в кинематической линии клети прокатного стана и устройство для его осуществления | 1990 |
|
SU1819167A3 |
| Устройство для регулирования профиля рабочих валков стана кварто | 1982 |
|
SU1065053A1 |
| Устройство для определения скорости входа металла в клеть при прокатке | 1981 |
|
SU939149A1 |
| Устройство автоматического управления реверсивным станом горячей прокатки | 1982 |
|
SU1084093A1 |
| Устройство управления скоростными режимами непрерывного стана горячей прокатки | 1976 |
|
SU595024A1 |
| Устройство управления скоростным режимом группы клетей непрерывного прокатного стана | 1986 |
|
SU1397111A1 |
| Способ регулирования скорости электроприводов реверсивного прокатного стана с вертикальными и горизонтальными валками | 1986 |
|
SU1360834A1 |
Изобретение относится к электротехнике и может быть использовано в прокатном производстве на слябинге и непрерывных прокатных станах с первой клетью типа эджер. Цель изобре-.. тения - увеличение срока службы элементов механического оборудования путем снижения динамических нагрузок в линиях привода вертикальных валков за счет повьшения точности согласования скорости вращения горизонтальных и вертикальных валков в период совместной прокатки и предотвращения соударения слитков при двухслитковой схеме прокатки. Цель достигается путем учета моментов захвата и выброса с металла из вертикальных валков и предотвращения соударения слитков в, (Л межклетевом промежутке соответствующим выбором скорости захвата последующего слитка. 1 з.п. ф-лы, 3 ил. G 00 Is9 00 00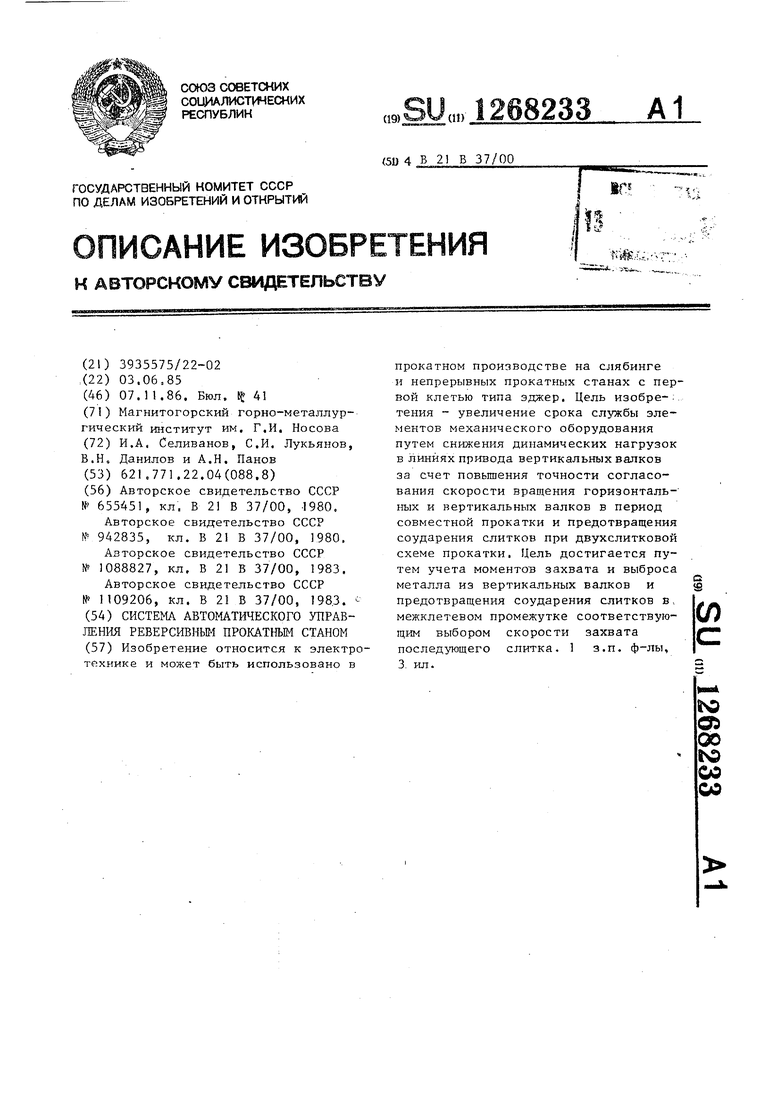
ОтЗ
1
М
/. -j
/г/7
сри.2
Фиг.З
| Способ формирования захвата заготовки и устройство для его осуществления | 1976 |
|
SU655451A1 |
| Система автоматического управления главным приводом обжимного стана | 1980 |
|
SU942835A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ СУЛЬФАТОВ ЩЕЛОЧНЫХ МЕТАЛЛОВ ДО СУЛЬФИДОВ | 1927 |
|
SU9206A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
