Известны ycTpoflcTBa для клеймения проката на ходу в потоке, содержащие свободно подвешен 1ый на валу клеймовочный рычаг и связанный с валом рычага гидравлический амортизатор.
Описываемое устройство от:1ичается тем, что, с целью создания свободного хода рычага в начале его подъема и падения, связь рычага с амортизатором выполнена через жестко установленный на валу рычага сектор, несущий два упора, между которыми свободно размещен хвостовик, сидящий на валу амортизатора.
Свободный ход рычага в начале подъема обеспечивает несрабатывание амортизатора при незначительных отклонениях рычага, наиример, вызванных прохождением подогнутого заднего конца заготовки.
Свободный ход рычага в начале падения обеспечивает быстрый возврат рычага в рабочее положение.
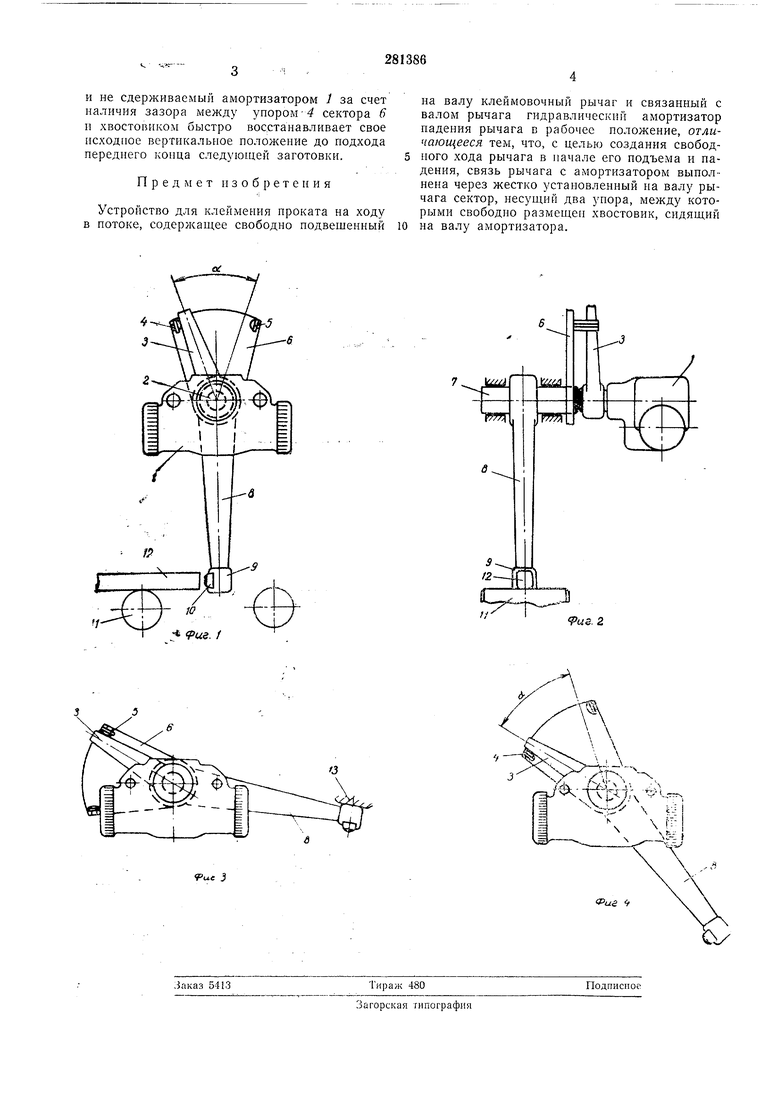
На фиг. 1 показано предлагаемое устройство; иа фиг. 2 - то же, вид спереди; на фиг. 3 - общий вид сбоку устройства при остановке рычага упором в верхнем положении; на фиг. 4 - начало действия устройства при возврате рычага клеймителя в исходное положение.
включающего вала 2, иа который насажен хвостовик 3.
Последний помещен между упорами 4 и 5, установленными на секторе 6, который жестко посажен на вал 7 рычага клеймителя 8. В головке 9 крепится сменная кассета с клеймами 10.
Работает устройство следующим образом. Движущаяся но роликам 11 заготовка 12
ударяет в клейма 10 кассеты и придает рычагу 8 клеймителя вращательное движение вокруг оси вала 7. Провернувщийся вместе с валом 7 рычага 8 на угол а сектор 6 упором 5 свободно увлекает за собой хвостовнк ,У
амортизатора /. Дойдя до упора 13, погасив скорость, рычаг 8 клеймителя начинает обратное движение. Провернувщись на угол а в обратном направлении, свободно опускающийся рычаг 8 поворачивает сектор 6, который своим
унором 4 начинает поворачивать хвостовик амортизатора /. При движении хвостовика в обратном направлепии вступает в действие гидравлическая система амортизатора /, которая регулирует коиечную скорость опускания
рычага 8 в исходное положение.
При случайных незначительных отклонениях рычага клеймителя 8 от вертикали подогнутыми зад.ними концами отдельных проходящих рядом заготовок 12 рычаг 8 без усилия откло
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ КЛЕЙМЕНИЯ ПРОКАТА | 1999 |
|
RU2159163C1 |
| Устройство для автоматического клеймения прокатных заготовок наборными клеймами | 1960 |
|
SU132179A1 |
| Устройство для клеймения в торец движущегося проката | 1991 |
|
SU1759499A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО КЛЕЙМЕНИЯ ТРУБ | 1970 |
|
SU280416A1 |
| Устройство для клеймения изделий | 1973 |
|
SU525489A1 |
| КЛЕЙМИТЕЛЬ С АВТОМАТИЧЕСКИМ НАБОРОМ КЛЕЙМОВОЧНЫХ ЗНАКОВ | 2003 |
|
RU2236315C1 |
| Клеймитель горячего проката в торец | 1958 |
|
SU114620A1 |
| Устройство для клеймения в торец движущегося проката | 1982 |
|
SU1060269A1 |
| Устройство для клеймения в торец горячих прокатанных заготовок | 1956 |
|
SU112697A1 |
| КЛЕЙМИТЕЛЬ | 1996 |
|
RU2113295C1 |
