Изобретение может найти ирнменение на термопластах.
Известны пресс-формы, в которы.ч выталкивание изделий осуицествляется с помощью выталкивающей системы, что усложняет их конструкцию I затрудняет унификацию прессфор-м.
В предлагаемой пресс-форме выталкивание издели) осуществляется формирующими знаками путем изменения их положения относительно изделия, для чего матрица снабжена механ1 змом ее ограниченного поворота относительно плиты формующих знаков в плоскости разъема, а механизм поворота выполнен в -виде укрепленной на центральном толкателе пружины кручения, связывающей центральный толкатель с плитой форл1ующих знаков.
Такое выполнение пресс-формы упрощает ее конструкцию за счет исключения выталкиваюш,ей системы.
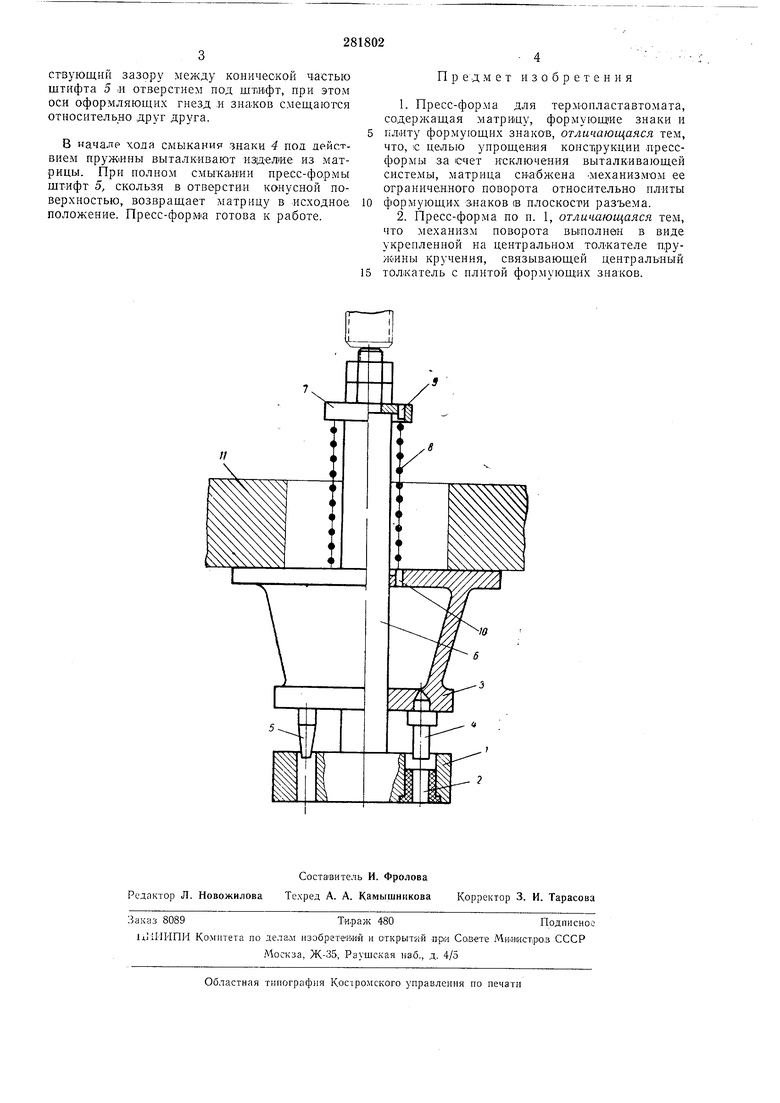
На чертеже дан иродольный разрез описыласмой пресс-формы.
Описываемая пресс-форма состоит из MiaTрицы / с расположенными по периметру оформляющими гнездами 2, плиты формующих знаков 3 с укреиленны.л{и в лей формующ.ими знаками 4 и направляющими штифтами 5.
Матрица / крепится .к центральному толкателю 6, проходящему через плиту формующих знаков 3.
На центральном толкателе 6 укреплена с помощью шайбы 7 пружина кручения 8, концы которой упираются в штифты 9 и .10, соответственно размещенные на шайбе 7 и плите формующих знаков 3.
Предварительное закручивание пружины производится при сборке атресс-формы путем повора-чивания на определенный угол шайбы перед затяжкой гаек центр:ального толкателя.
Пресс-форма крепится к подвижной илите II механизма смыкания термопластавтомата.
Описываемая пресс-форма работает следуюи им образом. Подвижная плит.а // отходит от упора термопластавтомата, при этом пружина кручения S обеспечивает иосадку матри1цы / на формующие зна:ки 4 и направляющие штифты 5. В таком положении пресс-форма подводится для впрыска пластмассы к крышке, закрепленной иа неподвижной плите термопластавтомата. В сомкнуто.м положении пресс-формы пружина кручения 8 сжата и скручена. После впрыска пластмассы и выдерл ки изделий подвижная илита отводится в сторону упора. В мо.мент соирикосновелия ц&нтральното толкателя с упором матрица останавливается, а плита формующих знаков 3, перемещаясь при дальнейшем дни1жении плиты //, обеспечивает извлечение из изделий формующих знаков 4. Пружина кручеИия 8 поворачивает матрицу на угол, соответ
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для термопластавтомата | 1974 |
|
SU494271A1 |
| Литьевая форма для изготовления полимерных изделий | 1983 |
|
SU1140992A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2015020C1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ С КОЛЬЦЕВЫМИ ПОДНУТРЕНИЯМИ | 1991 |
|
RU2017620C1 |
| Литьевая пресс-форма | 1974 |
|
SU574897A1 |
| Форма для литья под давлением криволинейных трубчатых изделий из пластмасс | 1982 |
|
SU1054072A1 |
| МНОГОГНЕЗДНАЯ СТАЦИОНАРНАЯ ПРЕСС-ФОРМА С ГОРИЗОНТАЛЬНЫМ И ВЕРТИКАЛЬНЫМ РАЗЪЕМАМИ ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 2011 |
|
RU2475357C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ФОРМООБРАЗУЮЩИХ ЭЛЕМЕНТОВ МНОГОМЕСТНОЙ КАССЕТНОЙ ФОРМЫ СТРОИТЕЛЬНЫХ ЗАМКОВЫХ БЛОКОВ | 2002 |
|
RU2223859C2 |
| Литьевая форма | 1982 |
|
SU1151476A1 |
| Литьевая форма для изготовления изделий с арматурой | 1987 |
|
SU1509268A1 |
