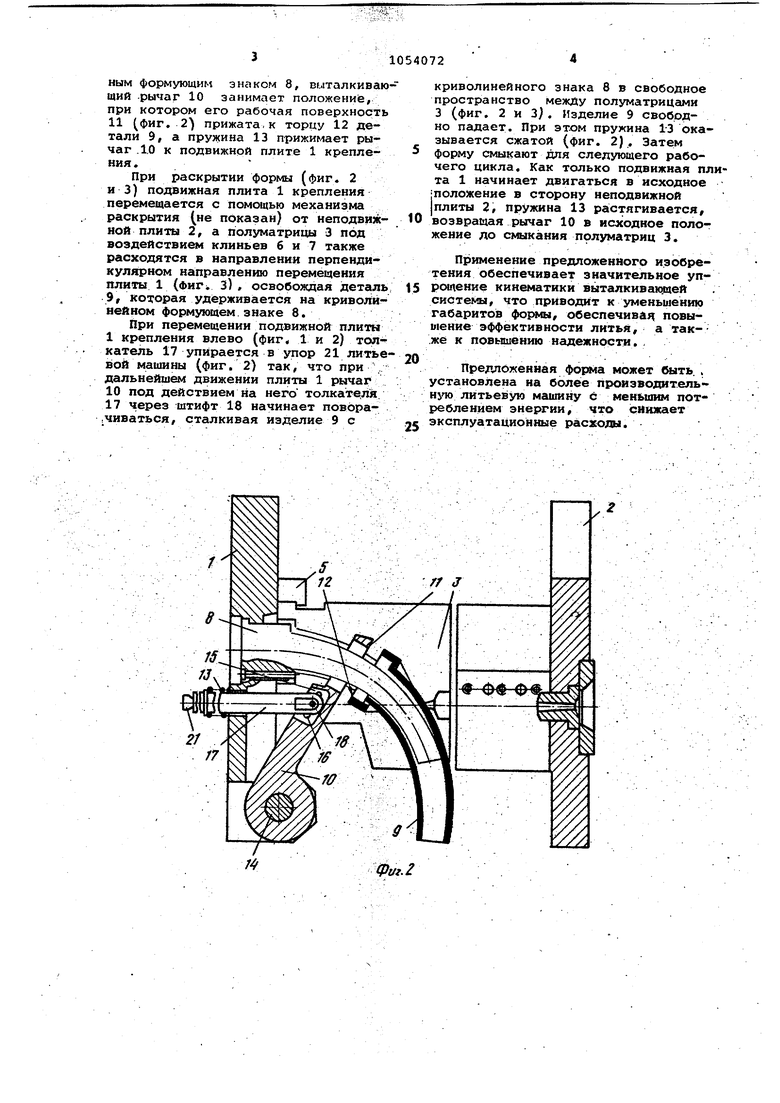
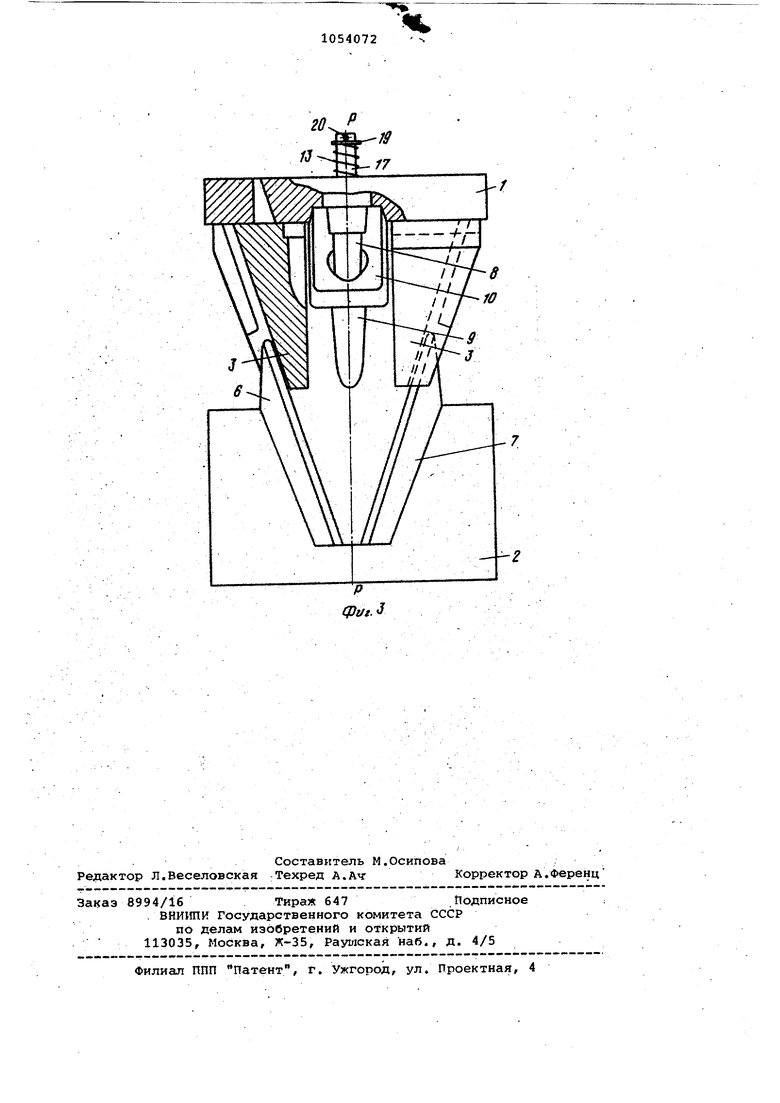
Изобретение относится к области переработки пластических масс методом литья под давлением, а именно к конструкции форм для литья под давлением криволинейных трубчатых изделий, . Избестшл литьевые формы для лить под давлением криволинейных трубчатых изделий из пластмасс, содержащи подвижную и неподвижную опо1)ные плиты криволинейные знаки, выталкивающую систему, установлемную в подвижной части формы, в которой от . ливка снимается пут:&4 извлечения из нее криволинейных знаков для чего П1 именяется зубчато-реечная передача/ связанная с системой выталкизапкя ij . :. :;,; ;., . - ,:Л.-., Применение сложной зубчато-рее 1ной передачи приводит к значительно му удорожанию изготовления форма и .снижекшо надежности ее работы, Наиболее бяизка к предложенной форма для Литья под давлением криволинейюлх рубча ых изделий из пластмасс, содержащая подвижную и неподвижную, полуфорьш со смонтирЬванными на них лолуматрицами раз м ценяый между ними в плоскости их разъема криволинейный формующий знак а также выталкивающий рычаг, установ ленный с возможностью поворота в плоскости разъема полуматриц jjz. . В указанной форме криволинейный формую 1ш:й знак и выталкивающий рычаг установлены на дополнительной плите при этом применены сложная рычажная система привода плиты и система вы.1алкивания, которые значительно уввличивают габариты формы, усложняют ее конструкцию и снижают надежность Выталкивающий рычаг совершает сложное движение, усложняющее кинемати ку механизма выталкивания. Кроме тдго, затруднено удаление готового изделия вследствие расположения рычажной системы и системы выталкивания под отливкой в зоне ее падения. Одной из сил .возврата выталкива(щег;о рычага в исходное положение являет- са сила .тяжести, что также снижает Надёжность, Цель изобретения -.уменьшение габаритов формыи повышение ее на..дежности. .-..; .;.- Поставленная цель достигается тем, что в форме для литья под давленйем криволинейных трубчатых изделий из пластмасс, . содержащей подвиднуад и неподвижную полуфорки со смонтированными на них полуматрицами , размещенный между ними в плескости их разъема криволинейный формующий знак, а также выталкивающий рычаг, установленный с возможностью поворота в плоскости разъема полуматриц, криволинейный формующий знак и выталкивающий рычаг смонтированы на подвижной полуформе, а полуматрицы установлены с возможностью перемещения в направлении перпендикулярном 1)аправлению перемещения полуформ, причем.выталкивающий рычаг смонтирован с возможностью поворота в сторону неподвижной полуформы . на фиг. 1 показана форма в яомкнутом состоянии, продольный разрез; на фиг. 2 - то же, в разомкнутом состоянии; на фиг, 3 - форма в разомкнутом состоянии, вид сверху. Форма для литья под давлением Криволинейных трубчатых изделий из пластмасс (фиг. 1 и 3) содержит подвижную .и неподвижную полуформы, включакяцие подвижную 1 и неподвижную 2 плиты крепления с полуматрицами 3, установленными в направляющих 4 и 5 и взаимодействующими с клиньями б и 7 (фиг. 3). Криволинейный формующий знак 8 для оформпеакя криволинейной трубчатой детали 9 размещен между полуматрицами 3, а вытсшклвающий рычаг 10 установлен с возможностью поворота в плоскости разъема полуматриц, его рабочая поверхность 11 располо- жена напротив торца 12 детали 9 (фиг. 2). Криволинейный формующий знак 8 ;И выталкивающий рычаг 10 установ- , лены на подвижной плите 1 крепления : (фиг. 1 и 3}, полуматрицы 3.установлены с возможностью перемещения в направлении перпендикулярном направлению перемещения полуформ, т,е, плиты 1. Знак 8 расположен между полуматрицами 3 (фиг, 3 , а вытгшкивающий рычаг 10 установлен с возможиос1:ью поворота в сторону неподвижной полуформы с плитой 2 (фИг, 2) и подпружинен пружиной 13 (фиг. 1), Выталкивающий рычаг 10 установлен на оси 14, укрепленной в подвижной плите 1 крепления и имеет продольный паз 15 и продолговатое отверстие 16,,,:: :- , .., Для привода выталкивающего рычага 10 использован толкатель 17, :оединенны.й с рычагом 10 посредством штифта 18, входящего в отверстие 16, Пружина 13, прИжимающа Я: выталкивающий рычаг 10 к пЛите 1, установлена на трлка.теле 17 и опирается на опорную шайбу 19, зафиксированяую штифтом 20. Для перемещения толкателя 17 на литьевой маишне (не показана) имеется упор 21 (фиг.2). Устройс -во работает следующим образом, ; : . /; . ; -. в исходном положений (фиг. 1, после того, как деталь 9 отлита обычным способом с оформлением ее поверхности полуматрицами , 3 и внутренней полости криволинейным формующим э на ком 8, выталкивающий .рычаг 10 занимает положение, при котором его рабочая поверхность 11 (фиг. 2) прижата,к торцу 12 детали 9, а пружина 13 прижимает рычаг .1,0 к подвижной плите 1 крепления.
При раскрытии формы (фиг. 2 и 3) подвижная плита 1 крепления перемещается с помощью механизма раскрытия (не показан) от неподвижной плиты 2, а полуматрицы 3 под воздействием клиньев 6 и 7 также расходятся в направлении перпендикулярном направлению перемещения плиты 1 (фиг З), освобождая деталь 9 которая удерживается на криволинейном формующем.знаке 8.
При перемещении подвижной плиты 1 крепления влево (фиг 1 и 2) толкатель 17 упирается в упор 21 литьевой машины (фиг, 2) так, что при . дальнейшем движении плиты 1 рычаг 10 под действием на него толкате,ля. 17 через штифт 18 начинает повора.чиваться/ сталкивая изделие 9 с
криволинейного знака 8 в свободное пространство между полуматрицами 3 (фиг. 2 и 3, Изделие 9 свободно падает. При эхом пружина 1-3 оказывается сжатой (фиг. 2). Затем форму смыкают для следующего рабочего цикла. Как только подвижная плита 1 начинает двигаться в исходное положение в сторону неподвижной |плиты 2, пружина 13 растягивается,
0 возвращая рычаг 10 в исходное положение до смыкания полуматриц 3.
Применение предложенного и.зобретения обеспечивает значительное упрощение кинематики выталкивак аей
5 системы, что приводит к уменьшению габаритов формы/ обеспечивав повышение эффективности литья, а так- .же к повышению надежности.,
Предложенная форма может Ьть. . установлена на более производительHjTo литьевую машину с меньшим потреблением энергии, что снижает эксплуатационные расхоли.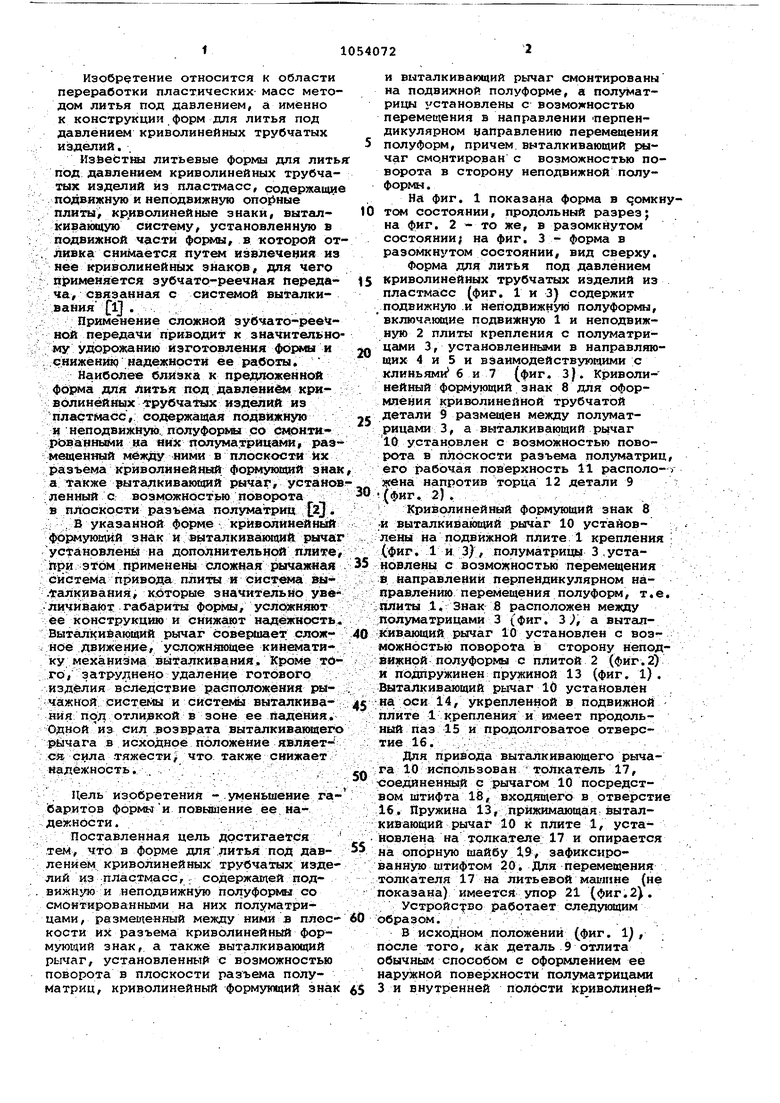
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления деталей с поднутрениями | 1984 |
|
SU1199648A1 |
| Литьевая многогнездная форма для изготовления пластмассовых изделий | 1980 |
|
SU921867A1 |
| Литьевая форма для изготовления полимерных изделий с арматурой | 1980 |
|
SU942995A1 |
| Литьевая форма для полимерных изделий | 1982 |
|
SU1118532A1 |
| Литьевая форма для изготовления полимерных изделий | 1984 |
|
SU1186516A1 |
| Форма для литья пластмасс под давлением | 1983 |
|
SU1159793A1 |
| Форма для изготовления полимерных изделий | 1982 |
|
SU1073110A1 |
| Литьевая форма для пластмасс | 1986 |
|
SU1391922A1 |
| Литьевая форма для изготовления полимерных изделий | 1986 |
|
SU1435465A1 |
| Литьевая форма для изготовления изделий с поднутрениями из пластических масс | 2017 |
|
RU2664874C1 |
ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ КРИВОЛИНЕЙНЫХ ТРУБЧАТЫХ ИЗДЕЛИ ИЗ ПЛАСТМАСС, содержащая подвижную и неподвижную полуфо1 ы со смонтированными на них полуматрицами, размещенный между ними в плоскости vof. разъема криволинейный формующий знак а также выталкивающий рычаг, установленный с возможностью поворота в плоскости разъема полуматриц, о т л и ч а ю,щ а я с я тем, что, , с целью уменьшения габаритов формы и повышения её надежности, криволинейный формующий знак и выталкивающий рычаг смонтирован иа подвижной полуформе, а полуматрицы установлены с возможностью перемещения в направлении перпендикулярном направлению перемещения полуформ, причем выталкивающий рычаг .смонтирован с возможностью поворота в сторону неподвижной полуформы.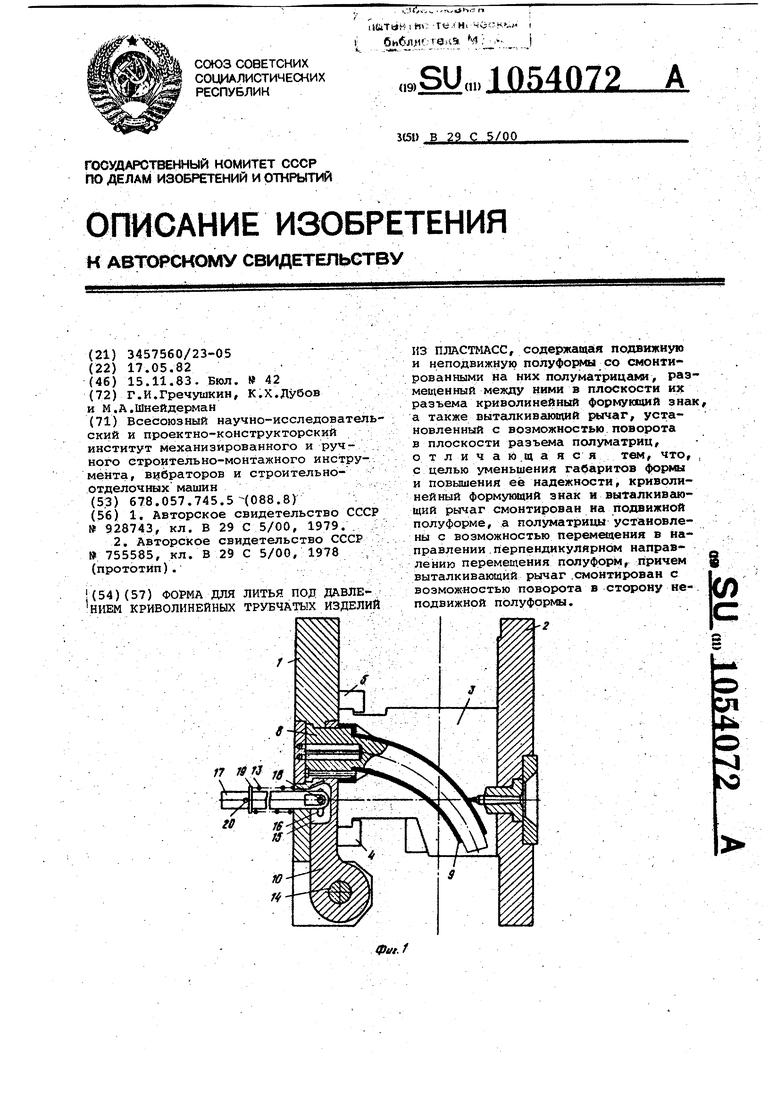
/
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство ССС № 928743, кл | |||
| Солесос | 1922 |
|
SU29A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Солесос | 1922 |
|
SU29A1 |
