Известна установка для удаления баббита из подшипников скольжения, включающая электропечь с бункером для сброса баббита, ценной конвейер и систему вентиляцми.
Предлагаемая установка отличается тем, что на цепи конвейера укреплены поперечные связи, на .концах которых жестко установлены опоры, имеющие вырезы для укладки подшипников, а на выходе из камеры нагреза установлено устройство для съема корпусов подшипников с конвейера и толкатель, выполненный в виде поршневого цилиндра, на штоке которого установлен посредством оси двухлечий рычаг прижима корпусов при их очистке.
Это позволяет повысить производительность установки и удалить баббит без его полного расплавления.
Кроме того, устройство для съема подшипников может быть выполнено в виде двух выгнутых полос, верхний участок которых на длину шага между поперечными связями расположен над конвейером, средний участок полос выполнен 3 виде скпиза, а нижний - выполнен горизонтальным и снабжен опорой.
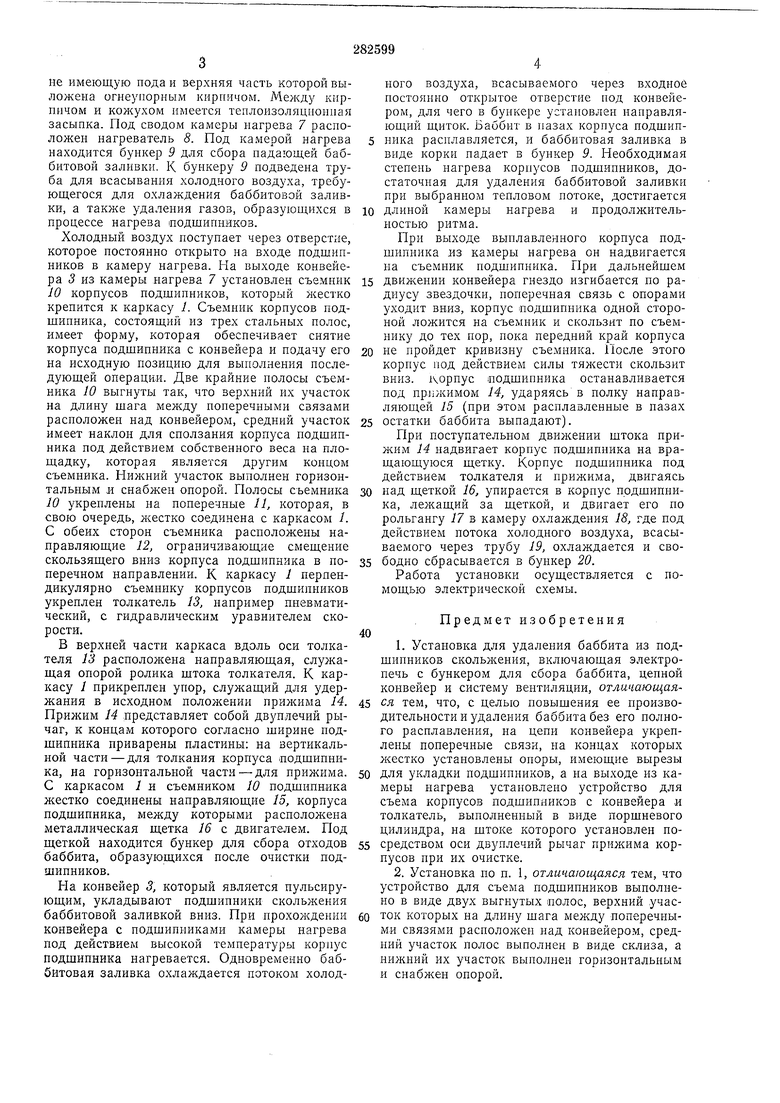
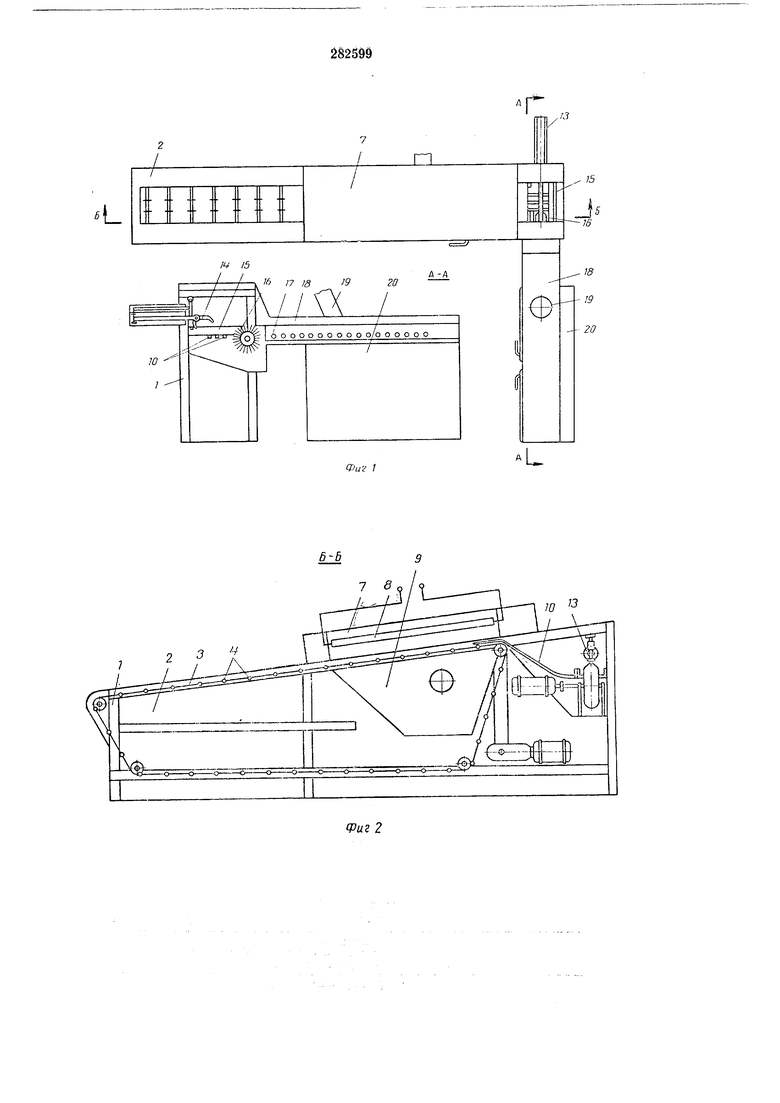
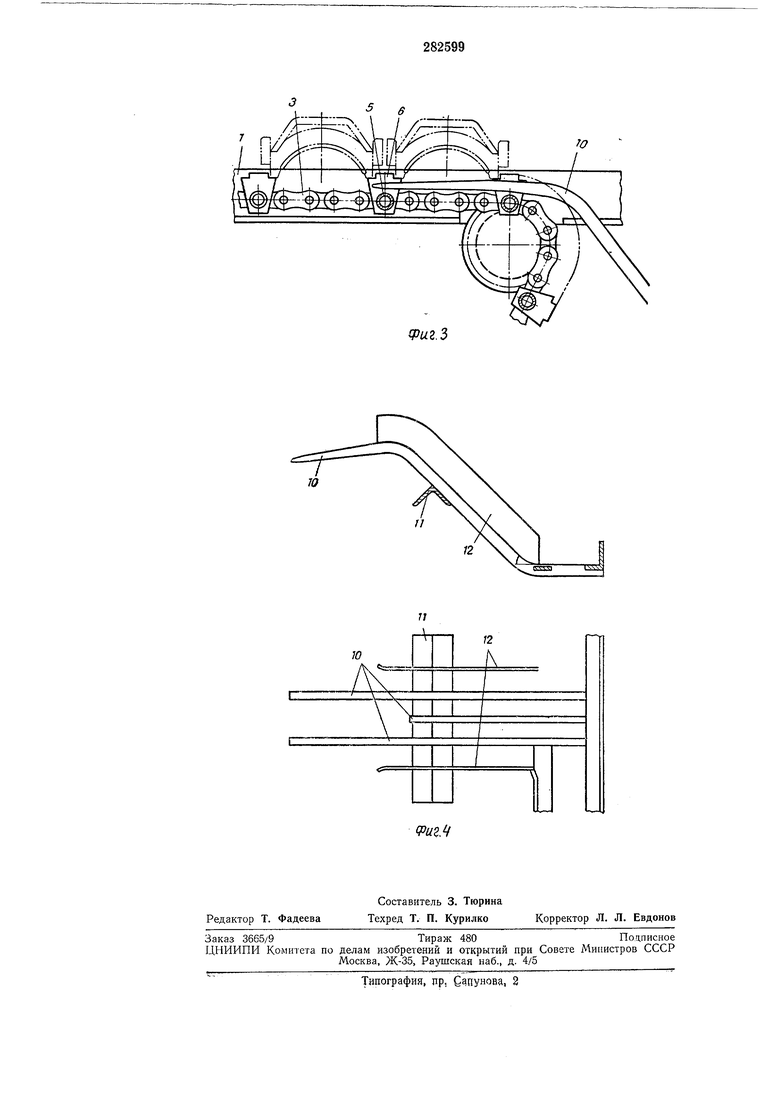
На фиг. 1 изображена предлагаемая установка, общий вид и разрез по Л-Л; на фиг. 2 - разрез по Б-Б на фиг. 1; на фиг. 3- цепной конвейер; на фиг. 4-съемник корнусов подшипников.
Па каркасе /, находящемся в кожухе 2, расположен конвейер 3 в виде бесконечной ленты. Конвейер 3 состоит из двух параллельно расположенных роликовых цепей, 5 между которыми смонтированы гнезда 4 для укладки подшипников. Верхняя часть конвейера имеет два участка, один из которых является открытыми служит для укладки подшипников в гнезда конвейера, а другой участок
0 находится в камере нагрева, где производится нагрев подшипников и удаление баббитовой заливки.
Гнездо подшипника состоит из двух поперечных связей 5, например трубчатых, на каж5 дои из которых жестко укреплены по две опоры 6, имеющие специальные вырезы, ограиичивающие перемещение подшипника вдоль конвейера. Опоры нмеют высоту, достаточную для обеспечения снятия корпуса подшипника
0 с конвейера. Поперечные связи 5 приварены к щечкам роликовых целей. Каждая поперечина с двумя опорами является общей для двух гнезд. Гнездо подшипника выполнено не жестким и может изменять форму, т. е. изгибаться вдоль движения конвейера па выходе из камеры нагрева согласно радиусу ведущей звездочки. Это очень важно прп взаимодействии с другими узлами, обеспечивающими снятне подшипников с конвейера. Конвейер 3 с
не имеющую подай верхняя часть которой выложена огнеунорным кирпичом. Между кирничом н кожухом имеется теплоизоляционпая засыпка. Под сводом камеры нагрева 7 расположен нагреватель 8. Под камерой нагрева находится бункер 9 для сбора падающей баббнтовой заливки. К. бункеру 9 подведена труба для всасывания холодного воздуха, требующегося для охлаждения баббитовой заливки, а удаления газов, образующихся в процессе нагрева оодщипникоз.
Холодный воздух поступает через отверстие, которое постоянно открыто на входе нодщипннков в камеру нагрева. Па выходе конвейера 3 из камеры нагрева 7 установлен съемник 10 корпусов нодшипников, который жестко крепится к каркасу /. Съемник корпусов подщипника, состоящий из трех стальных полос, имеет форму, которая обеспечивает снятие корпуса подшипника с конвейера и подачу его на исходную позицию для выполнения последующей операции. Две крайние полосы съемника 10 выгнуты так, что верхний их участок на длину щага между поперечными сзязами расноложен над конвейером, средний участок имеет наклон для сползания корпуса подщипника под действием собственного веса на площадку, которая является другим концом съемника. Пижний участок выполнен горизонтальным и снабжен онорой. Полосы съемника 10 укреплены на поперечные 11, которая, в свою очередь, л естко соединена с каркасом /. С обеих сторон съемника расположены направляющие 12, ограничивающие смещение скользящего вниз корпуса подшииника в поперечном направлении. К каркасу 1 перпендикулярно съемнику корпусов подщипников укреплен толкатель 13, нанример пневматический, с гидравлическим уравнителем скорости.
В верхней части каркаса вдоль оси толкателя 13 расположена направляющая, служащая опорой ролика щтока толкателя. К каркасу 1 црикреилен упор, служащий для удержания в исходном положении прижима 14. Пр.ижим 14 представляет собой двуплечий рычаг, к концам которого согласно ширине подшипника приварены пластины: на вертикальной части - для толкания корпуса подшипника, на горизонтальной части -для прижима. С каркасом / ,и съемником 10 подшипника лсестко соединены направляющие 15, корпуса цодщипника, между которыми расположена металлическая щетка 16 с двигателем. Под щеткой находится бункер для сбора отходов баббита, образующихся после очистки подшипников.
На конвейер 3, который является пульсирующем, укладывают подшипники скольл ения баббитовой заливкой вниз. При нрохоледении конвейера с подшипниками камеры нагрева под действием высокой температуры корпус подщипника нагревается. Одновременно баббитовая заливка охлаждается потоком холодного воздуха, всасываемого через входное постоянно открытое отверстие под конвейером, для чего в бункере установлеи направляющий щиток. Баббит в пазах корпуса подшиппика расплавляется, и баббитовая заливка в виде корки падает в бупкер 9. Необходимая степень нагрева корпусов подшипников, достаточная для удаления баббитовой заливки при выбранном тепловом потоке, достигается
длиной камеры нагрева и продолжительностью ритма.
При выходе выплавленного корпуса подшипника из камеры нагрева он надвигается на съемник нодшипника. При дальнейшем
движении конвейера гнездо изгибается по радиусу звездочки, поперечная связь с опорами уходит вниз, корпус подшипника одной стороной ложится на съемник и скользит но съемнику до тех пор, пока передний корпуса
не пройдет кривизну съемника. После этого корпус под действием силы скользит вниз, ivopnyc подшипника останавливается под при лаймом 14, ударяясь в полку направляющей 15 (при этом расплавленные в пазах
остатки баббита выпадают).
При поступательном штока ирил :им 14 надвигает корпус подшипника на вращающуюся щетку. Корпус подшипника под действием толкателя и прижима, двигаясь
над щеткой 16, упирается в корпус подшипника, лежащий за щеткой, и двигает его по рольгаигу 17 в камеру охлаждения 18, где под действием потока холодного воздуха, всасываемого через трубу 19, охлаждается и свободно сбрасывается в бункер 20.
Работа установки осуществляется с помощью электрической схемы.
Предмет изобретения
1.Установка для удаления баббита из подщипников скольл ения, включающая электропечь с бункером для сбора баббита, цепной конвейер и систему вентиляции, отличающаяся тем, что, с целью повышения ее производительности и удаления баббита без его полного расплавления, на цепи конвейера укреплены поперечные связи, на концах которых л естко установлены опоры, имеющие вырезы
для укладки подшипников, а на выходе из камеры нагрева установлено устройство для съема корпусов подшипников с конвейера и толкатель, выполненный в виде поршневого цилиндра, на штоке которого установлен носредством оси двуплечий рычаг прилсима корпусов при их очистке.
2.Установка по п. 1, отличающаяся тем, что устройство для съема подшипников выполнено в виде двух выгнутых полос, верхний участок которых на длину шага мелч:ду поперечными связями располол ен над конвейером, средний участок полос выполнен в виде склиза, а нижний их участок выполнен горизонтальным и снабжен онорой.
L ( 17 ) о о о о о о о о о о о/о о о о о о , Д -Д Фи2 1 Ю 18 9 го
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ МОТОРНО-ОСЕВЫХ ПОДШИПНИКОВ ЛОКОМОТИВОВ | 2007 |
|
RU2386058C2 |
| Автоматическая установка для удаления баббита из подшипников | 1975 |
|
SU542082A1 |
| СПОСОБ ОБРАБОТКИ ВКЛАДЫШЕЙ ПОДШИПНИКОВ СКОЛЬЖЕНИЯ | 2014 |
|
RU2598737C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АНТИФРИКЦИОННОГО СЛОЯ В ПОДШИПНИКАХ СКОЛЬЖЕНИЯ | 2005 |
|
RU2285584C1 |
| Подшипник для осевых букс | 1924 |
|
SU1585A1 |
| Прибор для заливки дышловых паровозных подшипников баббитом | 1937 |
|
SU53834A1 |
| Способ нанесения баббитового слоя на бронзовые подшипники скольжения, например паровозные, дышловые или буксовые | 1950 |
|
SU119752A1 |
| СПОСОБ ОБРАБОТКИ ВКЛАДЫШЕЙ ПОДШИПНИКОВ СКОЛЬЖЕНИЯ | 2005 |
|
RU2299791C1 |
| Узел заплавки горячего спая термопары | 1972 |
|
SU495551A1 |
| СПОСОБ ПОЛУЧЕНИЯ АНТИФРИКЦИОННОГО СЛОЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2007 |
|
RU2349415C2 |
L
ГО
