Изобретение относится к области электрофизической и электрохимической обработки, в частности к электроэрозионному легированию, и может использоваться для обработки поверхностей вкладышей подшипников.
Известен способ электроэрозионного легирования поверхности, то есть процесс перенесения материала на обрабатываемую поверхность искровым электрическим разрядом [Лазаренко Н.И. Электроискровое легирование металлических поверхностей. - М.: Машиностроение, 1976].
Способ имеет следующие специфические особенности:
- материал анода (легирующий материал) может образовывать на поверхности катода (легируемой поверхности) слой покрытия, чрезмерно крепко сцепленный с поверхностью; в этом случае не только отсутствует граница раздела между нанесенным материалом и металлом основы, но происходит даже диффузия элементов анода в катод;
- легирование можно осуществлять лишь в указанных местах, не защищая при этом остальную поверхность детали.
Известен способ заливки в кокиль на вкладыши, подогретые до 250°С, под давлением и при температуре 450-480°С подшипниковых материалов из мягких металлов Sn, Pb, Cd, Sb, Zn, характеризующихся наличием твердых структурных составляющих в пластической матрице и называемых баббитом [Гаркунов Д.Н. Триботехника. - М.: Машиностроение, 1989, - с.120-122, 132-133].
Существенным недостатком баббитов является их малое сопротивление усталости, особенно при температуре более 100°С. С уменьшением толщины заливки подшипника сопротивление усталости увеличивается, при этом минимальная толщина заливки баббита допускается 0,25-0,4 мм.
Известен способ обработки вкладышей подшипников скольжения, заключающийся в лужении вкладышей и заливке в кокиль на подогретые до 250°С вкладыши под давлением и при температуре 450-480°С антифрикционного сплава из мягких металлов. Перед заливкой антифрикционного сплава на поверхности, подлежащие заливке, методом электроэрозионного легирования наносят промежуточный слой с помощью электрода-инструмента из меди или оловянной бронзы при энергиях импульса 0,01-0,5 Дж с последующим образованием крепкого диффузионного слоя из меди или оловянной бронзы, при этом при лужении медь образует с оловом твердый раствор замещения, обеспечивая гарантированную металлическую связь [патент Украины №64613 А, В23Н 1/00, 3/00, 5/00, 2003].
Вкладыши подшипников скольжения, обработанные указанным способом, имеют недостаточную надежность и долгосрочность при их работе вследствие того, что при разрушении баббита происходит отказ подшипника. Все методы контроля заливки баббита не могут дать полной гарантии качества заливки. Баббит имеет недостаточную несущую способность: предельная нагрузка составляет 50-70 МПа, а затем происходит их разрушение.
Наиболее близким к изобретению является способ обработки вкладышей подшипников скольжения, включающий последовательное нанесение на рабочие поверхности вкладышей с помощью электрода-инструмента электроэрозионного покрытия из серебра при энергиях импульса 0,01-0,05 Дж, из меди при энергиях импульса 0,01-0,5 Дж и из оловянного баббита при энергиях импульса 0,01-0,06 Дж с получением комбинированного электроэрозионного покрытия [заявка Украины на изобретение №200510071 от 25.10.2005, В23Н 1/00, 3/00, 5/00].
Указанный способ устраняет недостатки предыдущего способа. Электроэрозионное покрытие имеет более высокую несущую способность, чем баббитовое: предельная нагрузка баббитового покрытия составляет 50-70 МПа, а электроэрозионного - 170-210 МПа. Однако из-за недостаточной несущей способности комбинированного электроэрозионного покрытия рабочей поверхности вкладышей их работа недостаточно надежна.
В основу изобретения поставлена задача создания способа обработки вкладышей подшипников скольжения, который бы позволил повысить надежность работы полученных вкладышей за счет повышения несущей способности комбинированного электроэрозионного покрытия рабочей поверхности вкладышей.
Поставленную задачу решают тем, что в способе обработки вкладышей подшипников скольжения, включающем создание на поверхности вкладышей комбинированного электроэрозионного покрытия путем нанесения на рабочую поверхностью вкладышей методом электроэрозионного легирования с помощью электродов-инструментов слоев электроэрозионного покрытия из серебра, меди и оловянного баббита, причем электроэрозионное покрытие из серебра и меди наносят при энергиях импульсов 0,01-0,05 Дж, а из оловянного баббита - 0,01-0,06 Дж, согласно изобретению слои комбинированного электроэрозионного покрытия наносят в различных направлениях - поперек, вдоль и под углом к поверхности, по меньшей мере, одной колодки вкладыша, формируя микрорельеф на поверхности вкладышей.
По боковым и выходному краям микрорельефа на поверхности вкладышей можно формировать полосы дополнительного микрорельефа.
Вкладыши, на рабочих поверхностях которых сформирован микрорельеф, имеют повышенную несущую способность за счет увеличения опоры течения масла в направлении выходной и боковых кромок колодок, что, в свою очередь, увеличивает давление масла между колодками и валом, тем самым повышая надежность их работы. Этому способствует также создание полосы дополнительного микрорельефа.
Изобретение поясняется чертежами.
На Фиг.1 изображен подшипник демпферный опорный, вид сверху;
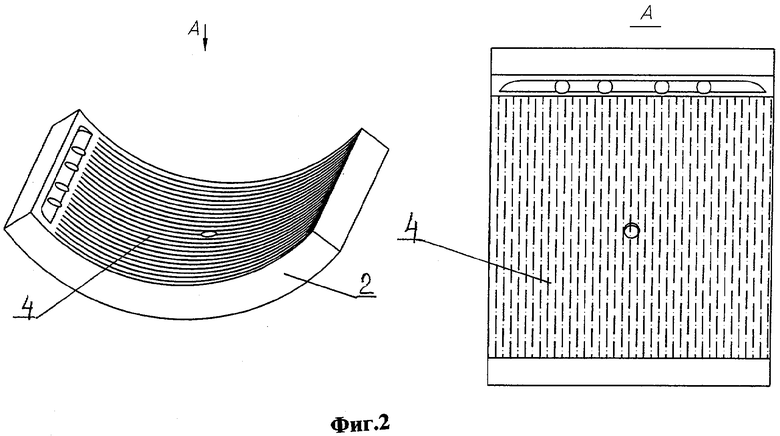
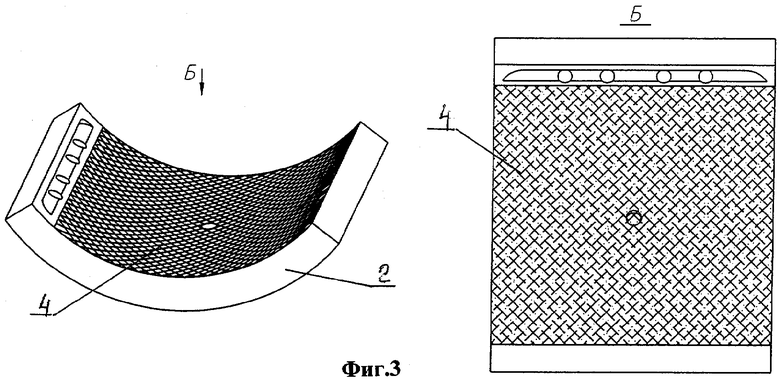
на Фиг.2, Фиг.3 - колодки вкладышей подшипника с формируемым микрорельефом на их рабочих поверхностях;
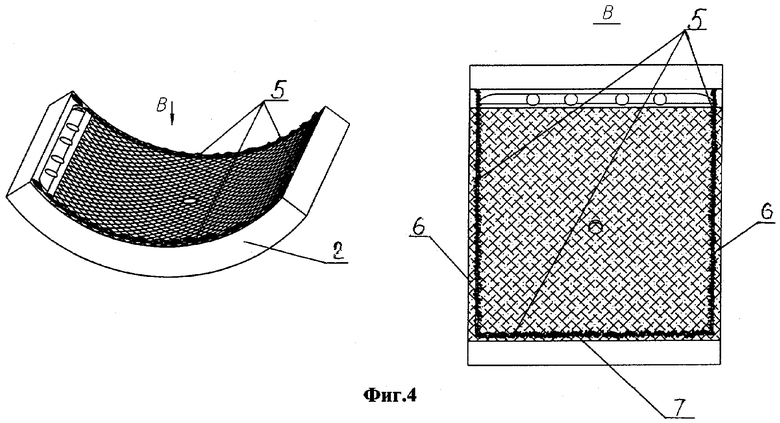
на Фиг.4 - колодка вкладыша подшипника с формируемым микрорельефом на его рабочей поверхности и с дополнительными полосами микрорельефа по краям;
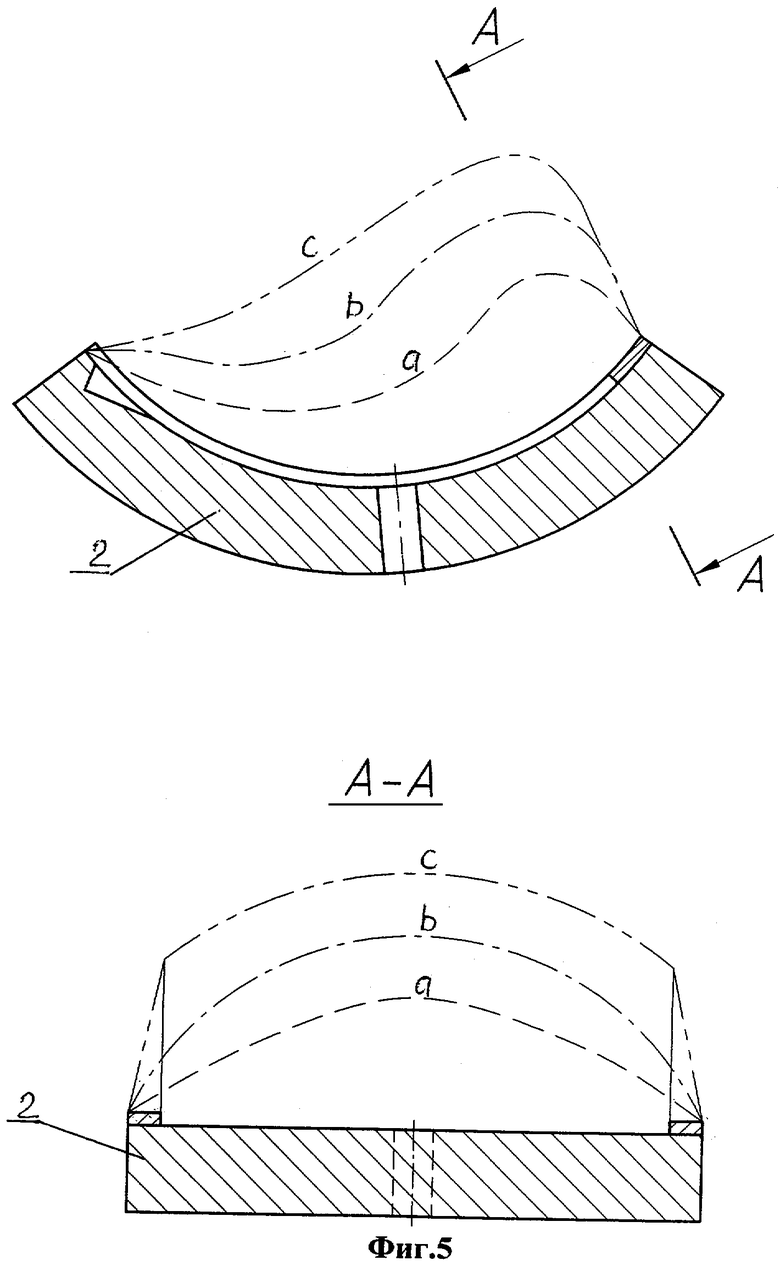
на Фиг.5 - эпюры давления в подшипнике.
Подшипник давления опорный (Фиг.1) содержит корпус 1, вкладыши 2, скребки 3. Вкладыши покрыты комбинированным электроэрозионным покрытиям с формированием микрорельефа 4 (Фиг.2 - Фиг.4). На Фиг.5 на вкладыше изображены полосы дополнительного 5 микрорельефа.
Способ обработки вкладышей подшипников скольжения осуществляют следующим образом.
На рабочие поверхности вкладышей подшипников методом электроэрозионного легирования с помощью электродов-инструментов наносят последовательно три слоя электроэрозионного покрытия из серебра, меди и оловянного баббита. Электроэрозионное покрытие из серебра и меди наносят при энергиях импульсов 0,01-0,05 Дж, а из оловянного баббита - 0,01-0,06 Дж.
Слои комбинированного электроэрозионного покрытия наносят в различных направлениях - поперек, вдоль и под углом к поверхности, по меньшей мере, одной колодки вкладыша, формируя микрорельеф 4 на поверхности вкладышей. Для повышения несущей способности формируют полосы дополнительного 5 микрорельефа по боковым 6 краям и выходному 7 краю микрорельефа 4 (Фиг.4).
Повышение несущей способности объясняется эпюрами давления в подшипнике (Фиг.5), где линия а - это давление в колодке подшипника с гладкой поверхностью до нанесения на нее комбинированного электроэрозионного покрытия, линия b - это давление в колодке с комбинированным электроэрозионным покрытием и с формированием микрорельефа; линия с - это давление в колодке с комбинированным электроэрозионным покрытием с формированием микрорельефа и с дополнительными полосами микрорельефа по сторонам. Как видим, в последнем варианте выполнения вкладыша давление наибольшее, что способствует повышению несущей способности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ВКЛАДЫШЕЙ ПОДШИПНИКОВ СКОЛЬЖЕНИЯ | 2005 |
|
RU2299790C1 |
| РЕВЕРСИВНЫЙ ПОДШИПНИК СКОЛЬЖЕНИЯ (ВАРИАНТЫ) | 2006 |
|
RU2337257C2 |
| СПОСОБ ЦЕМЕНТАЦИИ СТАЛЬНЫХ ДЕТАЛЕЙ ЭЛЕКТРОЭРОЗИОННЫМ ЛЕГИРОВАНИЕМ | 2006 |
|
RU2337796C2 |
| РЫЧАЖНАЯ ВЫРАВНИВАЮЩАЯ СИСТЕМА УПОРНОГО ПОДШИПНИКА | 2005 |
|
RU2305212C1 |
| СПОСОБ ОБРАБОТКИ ВКЛАДЫШЕЙ ПОДШИПНИКОВ СКОЛЬЖЕНИЯ | 2014 |
|
RU2598737C2 |
| СПОСОБ ОБРАБОТКИ ВКЛАДЫШЕЙ ПОДШИПНИКОВ СКОЛЬЖЕНИЯ | 2013 |
|
RU2524467C1 |
| УПЛОТНЕНИЕ ВРАЩАЮЩЕГОСЯ ВАЛА | 2005 |
|
RU2303731C1 |
| СПОСОБ СБОРКИ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2009 |
|
RU2422690C1 |
| СПОСОБ ОБРАБОТКИ ВКЛАДЫШЕЙ ПОДШИПНИКОВ СКОЛЬЖЕНИЯ | 2009 |
|
RU2404378C1 |
| СПОСОБ УЛУЧШЕНИЯ ПРИРАБАТЫВАЕМОСТИ ПАРЫ ТРЕНИЯ "ВКЛАДЫШ ПОДШИПНИКА - ШЕЙКА ВАЛА" | 2012 |
|
RU2528070C2 |
Изобретение относится к области электрофизической и электрохимической обработки, в частности к электроэрозионному легированию, и может применяться для обработки поверхностей вкладышей подшипников. На рабочую поверхность вкладышей методом электроэрозионного легирования с помощью электродов-инструментов наносят слои из серебра, меди и оловянного баббита. Электроэрозионное покрытие из серебра и меди наносят при энергиях импульсов 0,01-0,05 Дж, а из оловянного баббита - 0,01-0,06 Дж. Слои покрытия наносят в различных направлениях - поперек, вдоль и под углом к поверхности, по меньшей мере, одной колодки вкладыша, формируя микрорельеф на поверхности вкладышей. Вкладыши, на рабочих поверхностях которых сформирован микрорельеф, имеют повышенную несущую способность, что, в свою очередь, повышает надежность их работы. 1 з.п. ф-лы, 5 ил.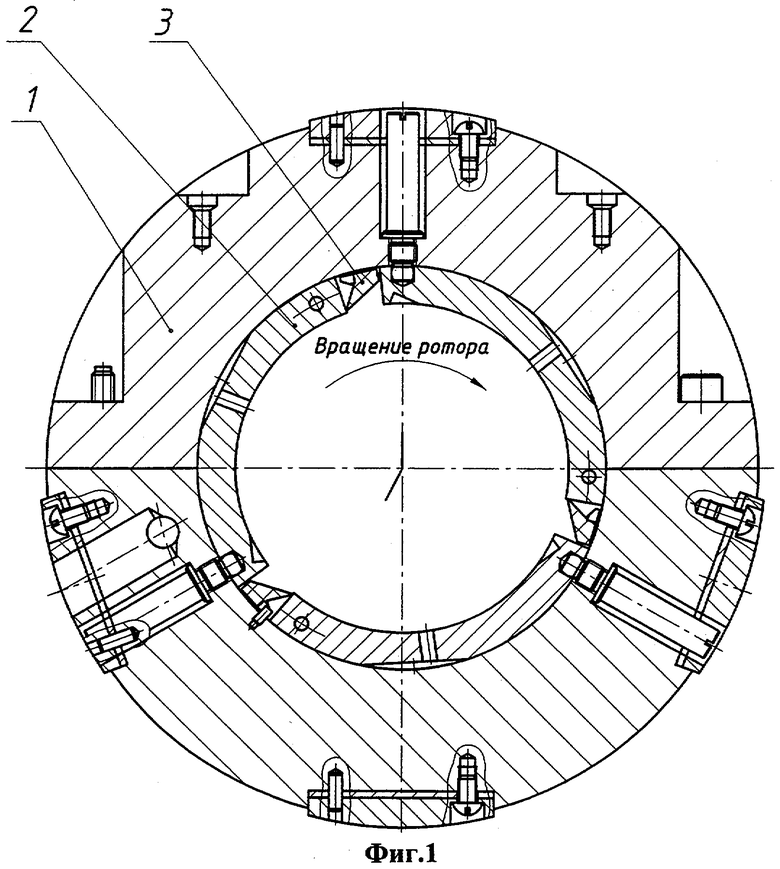
| Способ получения кислой фосфорнокислой соли марганца и железа | 1942 |
|
SU64613A1 |
| Тиратронное реле | 1943 |
|
SU65641A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ОТВЕРСТИЙ В ТЯЖЕЛОНАГРУЖЕННЫХ КОРПУСНЫХ ДЕТАЛЯХ | 2002 |
|
RU2220834C2 |
| Способ упрочнения поверхностей изделий из титановых сплавов | 1988 |
|
SU1657307A1 |
| US 3268705 A, 23.08.1966. | |||

