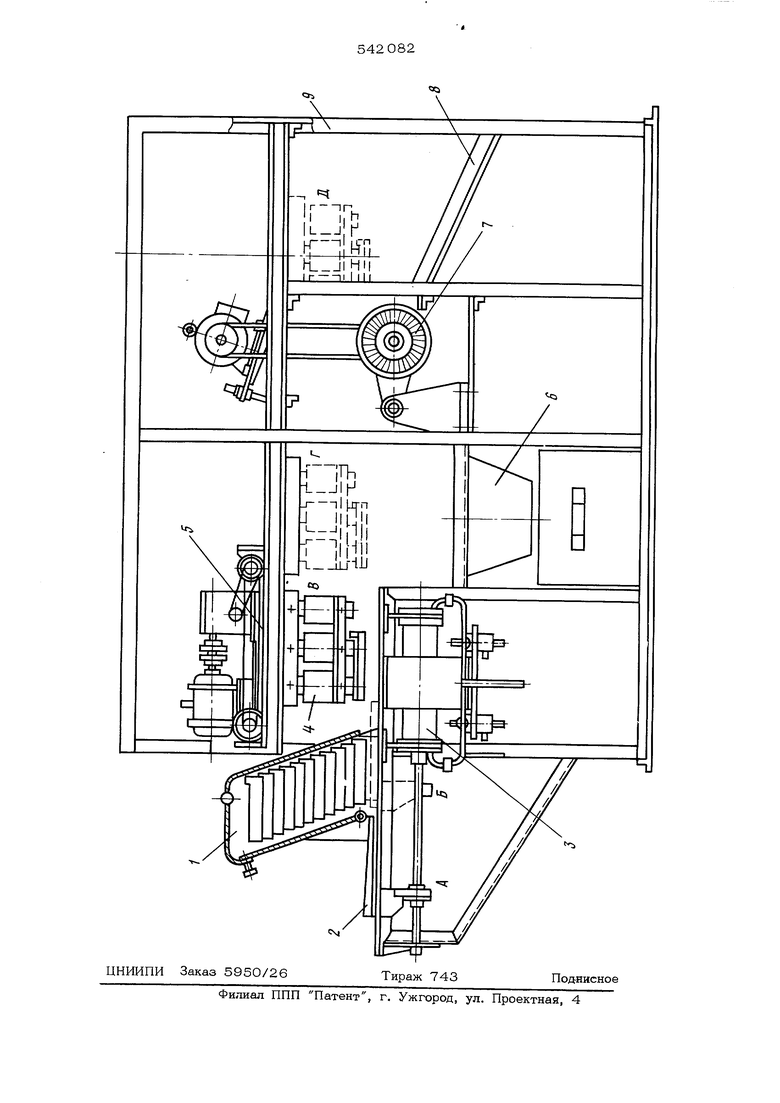
и передвижения подшипников, на котором размещен электрический нагреватель подшипников, включающего индукционный нагреватель 4, совмещенный с электромагнитным захватом подшипников, и тележку 5 с элект роприводом; бункера для баббита 6; щетки 7 с электроприводом; лотка 8 и корпуса 9.
Толкатель 2 останавливается в двух крайних положениях А и Б, тележка 5 останавливается в трех фиксированных положениях: В,Г,Д. Автоматическая установка для удаления баббита из подшинников работает следующим образом. Устанавливают кассету 1 с подшипниками и включают уста новку. Дальше установка работает автоматически. Толкатель 2 перемещается пневмоприводом 3 из положения А в положение Б, захватывает при этом нижний подшипник из кассеты и перемещает его под электромагнитный захват-нагреватель 4, находящийся в положении Б. Затем толкатель возвращается в крайнее положение А. Включается электромагнитный захват-нагреватель 4, который притягивает к себе подшипники,удерживая баббитовым слоем вниз. Тележка 5 перекатывается из положения Б в положение над бункером 6 для баббита и выдерживается в этом положении в течение заданного времени. За это время подшипник замыкающий стальным корпусом разомкнутые концы магнитопровода электромагнитного захвата-нагревателя, нагревается выхревыми токами до температуры плавления баббита. Баббит в пазах подшипника размягчается и под действием собственной массы падает в бункер 6. Затем тележка 5 перемешается из положения Г в положение Д, Одновременно включается электропривод щетки 7, которая очищает подшипник от гари. Тележка 5 с нагревателем 4 останавливается в положении Д над лотком 8, питание электромагнитного захвата-нагревателя 4 отключается, подшипник падает на лоток 8 и выкатывается за пределы корпуса 9 установки. Тележка 5 возвращается в исходное положение В, и процесс повторяется.
Предлагаемая установка по сравнению с известными исключает ручные операции
загрузки и выгрузки подшипников, а также не требует визуального контроля процесса. В результате обеспечивается повышение производительности труда на 15-25%. Ускоряется нагрев подшипников, вследствие чего уменьшаются потери баббита (угар) на 1015%. Все это позволяет получить на сети железных дорог годовой экономический эффект около 0,5 млн. руб. (при условии, что 50% вагонного парка оборудованы подшипниками скольжения). Необходимая производственная мощность, в зависимости от количества ремонтируемых подшипников, обеспечивается параллельной установкой двух или нескольких описываемых автоматических установок для удовлетворения фактической потребности.
Формула изобретения
1.Автоматическая установка для удаления баббита из подшипников, включающая корпус, электрический индукционный нагреватель, механизм передвижения подшипников бункер для баббита и щетку с электроприводом, отличающаяся тем, что,
с целью повыщения производительности и уменьшения потерь баббита, она снабжена механизмом подачи подшипников к механизму их передвижения, а механизм передвижения подшипников выполнен в виде тележки с электроприводом, перемещающейся по рельсам с остановками на позициях захвата подшипника, над бункером для баббита и сброса корпуса подшипника.
2.Установка по п. 1, отличающаяся тем, что электрический индукционный нагреватель выполнен совмещенным с электромагнитным захватом подшипников и расположен на тележке для передвижения подшипников,
3.Установка по п. 1отличающ а я с я тем, что механизм подачи подшипников к механизму их передвижения снабжен съемной кассетой для подшипников.
Источники информации, принятые во внимание при экспертизе:
1. Авторское свидетельство № 282599, кл. Т 27 В 9/24; 1968.
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия индукционного нагрева заготовок прямоугольного сечения | 1989 |
|
SU1746177A1 |
| УСТАНОВКА ДЛЯ УДАЛЕНИЯ БАББИТА ИЗ ПОДШИПНИКОВ СКОЛЬЖЕНИЯ | 1970 |
|
SU282599A1 |
| Линия для изготовления биметаллических заготовок втулок | 1979 |
|
SU899262A1 |
| УСТАНОВКА ДЛЯ ИНДУКЦИОННОГО НАГРЕВА ТРУБ | 1968 |
|
SU218201A1 |
| МАШИНА ДЛЯ ОБСЛУЖИВАНИЯ АЛЮМИНИЕВЫХ ЭЛЕКТРОЛИЗЕРОВ | 1969 |
|
SU251833A1 |
| Автомат для индукционно-тепловой сборки неподвижных соединений | 1979 |
|
SU876352A1 |
| Автоматизированная машина вакуумной формовки | 1986 |
|
SU1346326A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКИ ПРЕИМУЩЕСТВЕННО ЗВЕНЬЕВ ГУСЕНИЧНОЙ ЦЕПИ | 1992 |
|
RU2035254C1 |
| Автоматизированная линия изготовления крутоизогнутых отводов | 1989 |
|
SU1708475A1 |
| ЙАТЕЙТЙС- -inизобретения П. Н. Наливайко, В. Г. Бескоровайный, В. Н. Ивон, Л. Ф! Щт«вве^|1!^-'^(д51 '*' В. Я. Рудик, Н. С. Проценко, А. А. Афанасьев, И. Б.!Хандрос',Г. Д. Кочмала и А. А. Скворцовj | 1970 |
|
SU278089A1 |