Изобретение относится к технологии размерной электрохимической обработки, а именно, к операции снятия заусенцев, и касается устройства для снятия заусенцев с плоских деталей различной конфигурации и толщины.
Известно несколько типов устройств для снятия заусенцев электрохимическим способом, тия заясенцев электрохимическим способом. Наиболее распространенными из них являются устройства, в которых катоду придают форму контура обрабатываемой поверхности, а продукты с анодного растворения удаляют ногоком электролита. Однако катод-копир позволяет обрабатывать детали только одной определенной конфигурации.
Изготовление дорогостоящего катода-конира для обработки каждого трпоразмера детали затрудняет механизацию и автоматизацию процесса обработки.
Предлагаемое устройство отличается от известных тем, что с целью транспортирования детали через зону обработки и локализации, процесса в устройство введена бесконечная лента, протянутая между электродами, причем лента выполнена из токонепроводящего ворсистого материала.
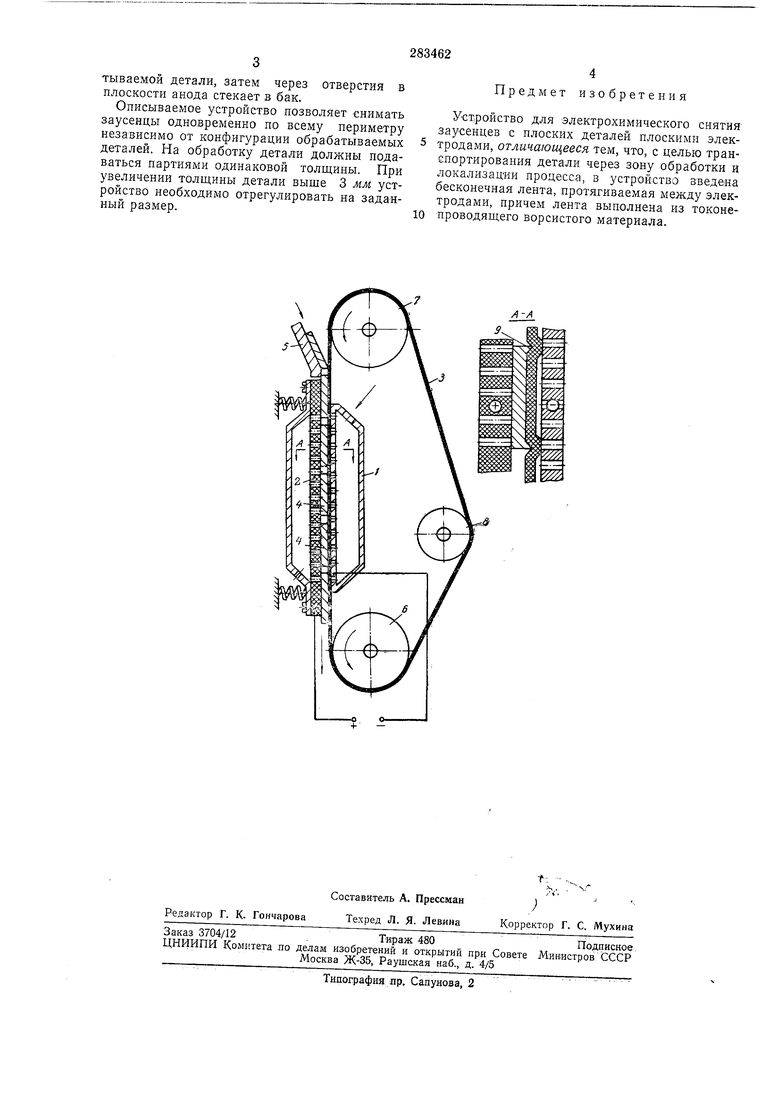
Электрод-катод / изготовлен из нержавеющей стали и имеет форму пустотелой прямоугольной коробки с плоской полированной рабочей поверхностью, на которой имеются отверстия, расположенные в шахматном порядке, для подвода электролита в зону анодного растворения. Анод 2, выполненный, например, из графитовой пластины, поджимается пружинами к катоду, имеет ряд отверстий на рабочей плоскости для отвода электролита в бак. Бесконечная лента 5, расположенная менаду анодом и катодом, служит для транспортировки деталей 4 через зону обработки с защитной необрабатываемой поверхности детали от растравливания ворсом ленты. Обрабатываемые детали накапливаются иа накловной плоскости 5. Ведущий 6 и ведомый 7 ролики, выполненные, например, из текстолита, обеспечивают движение ленты с заданной скоростью.
Ролик 5 служит для создания постоянного натяга ленты независимо от ее удлинения.
Детали с наклонной плоскости 5 под действием собственного веса входят в контакт с лентой 5 и протягиваются ею через зону обработки между катодом 1 и анодом 2. Контакт детали осуществляется за счет трения по графитовому аноду.
тываемой детали, затем через отверстия в плоскости анода стекает в бак.
Описываемое устройство позволяет снимать заусенцы одновременно по всему периметру независимо от конфигурации обрабатываемых деталей. На обработку детали должны подаваться партиями одинаковой толщины. При увеличении толщины детали выше 3 мм устройство необходимо отрегулировать на заданный размер.
Предмет изобретения
Устройство для электрохимического снятия заусенцев с плоских деталей плоскими электродами, отличающееся тем, что, с целью транспортирования детали через зону обработки и локализации процесса, в устройство введена бесконечная лента, протягиваемая между электродами, причем лента выполнена из токонепроводящего ворсистого материала.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для электрохимического снятия заусенцев | 1981 |
|
SU973275A2 |
| Устройство для электрохимического снятия заусенцев | 1976 |
|
SU595108A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ФИНИШНОГО ФОРМООБРАЗОВАНИЯ ПОВЕРХНОСТИ ГАЛЕВ ТКАЦКИХ СТАНКОВ | 2000 |
|
RU2201851C2 |
| Устройство для электрохимической обработки плоских деталей | 1973 |
|
SU526484A1 |
| Устройство для электрохимикомехани-чЕСКОй ОбРАбОТКи | 1979 |
|
SU841890A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛОКАЛЬНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ КРОМОК КАНАЛОВ | 2005 |
|
RU2303087C2 |
| Установка для электрохимического снятия заусенцев | 1978 |
|
SU697290A1 |
| Устройство для электрохимической обработки | 1978 |
|
SU781003A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО УДАЛЕНИЯ ЗАУСЕНЦЕВ | 2011 |
|
RU2504461C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ФАСОННЫХ ПОВЕРХНОСТЕЙ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ | 2008 |
|
RU2392097C1 |
-/
