1
Изобретение относится к размерной электрохимической обработке и может быть использовано в машиностроении при двусторонней обработке плоских деталей из токопроводящих Материалов, например при полироваНИИ, снятии заусенцев, округлении острых кромок.
Известно устройство для электрохимического удаления заусенцев с расположенными в Шахматном порядке отверстиями для подвода электролита и с транспортирующей лентой, ймеюш,ей окна для размеш.ения обрабатываемых деталей.
Недостатком известного устройства является заклинивание мелких и тонкостенных обрабатываемых деталей в рабочей зоне из-за попадания их друг на друга.
Предлагаемое устройство отличается тем, что в катодах, совмеш,енных с анодами, выполнены соосные ступенчатые отверстия для потока электролита, расположенные под углом 15-30° к рабочей поверхности анода.
Это позволяет транспортировать детали потоком электролита, а также устранить заклинивание обрабатываемых деталей при сплошности потока электролита.
На чертеже приведена схема устройства для обработки плоских деталей.
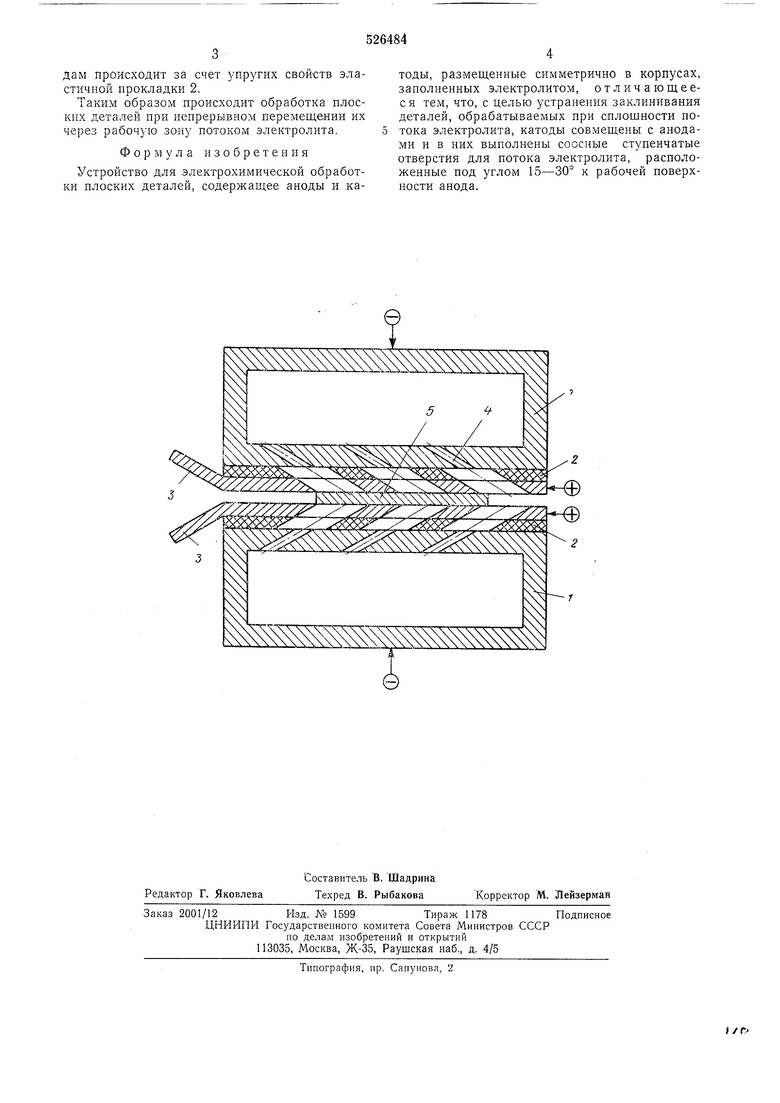
Устройство состоит из двух симметричных относительно детали частей и включает ко2
робчатые катоды 1, на которых закреплены через эластичные диэлектрические прокладки 2 графитовые аноды 3. В катодах, прокладках и анодах выполнены расположенные в шахматном порядке ступенчатые соосные отверстия 4 под углом относительно рабочей поверхности анода.
Устройство работает следующим образом.
Расстояние между анодами 3 регулируют по толщине материала детали, подают электролит, который поступает в рабочую зону из коробчатых катодов 1 через отверстия 4, включают ток, вводят между анодами 3 детали 5, которые далее транспортируются за счет составляющей скорости струи, вытекающей из наклонных отверстий. При углах больше 30° составляющая скорости струи, направленная вдоль рабочей поверхности анода, становится недостаточной для транспортирования деталей, а при углах менее 15° не дает положительного эффекта, но вызывает технологические затруднения при изготовлении наклонных отверстий.
Скорость перемещения деталей регулируют изменением давления электролита, подбором диаметра и наклона отверстий 4.
При прохождении детали происходит растворение металла активной частью катодов 1 за счет большего диаметра отверстий в анодах 3 и прокладке 2. Прижим детали к катодам происходит за счет упругих свойств эластичной прокладки 2.
Таким образом происходит обработка плоских деталей при иепрерывном перемещении их через рабочую зону потоком электролита.
Формула изобретения
Устройство для электрохимической обработки плоских деталей, содержащее аноды и катоды, размещенные симметрично в корпусах, заполненных электролитом, отличающееся тем, что, с целью устранения заклинивания деталей, обрабатываемых при сплошности потока электролита, катоды совмещены с анодами и в них выполнены соосные ступенчатые отверстия для потока электролита, расположенные под углом 15-30° к рабочей поверхности анода.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ЭЛЕКТРОХИМИЧЕСКОГО снятияЗАУСЕНЦЕВ | 1970 |
|
SU283462A1 |
| Устройство для электрохимикомехани-чЕСКОй ОбРАбОТКи | 1979 |
|
SU841890A1 |
| Устройство для электрохимического снятия заусенцев | 1976 |
|
SU595108A1 |
| Устройство для электрохимического снятия заусенцев | 1981 |
|
SU973275A2 |
| СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2011 |
|
RU2489234C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛОКАЛЬНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ КРОМОК КАНАЛОВ | 2005 |
|
RU2303087C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ФИНИШНОГО ФОРМООБРАЗОВАНИЯ ПОВЕРХНОСТИ ГАЛЕВ ТКАЦКИХ СТАНКОВ | 2000 |
|
RU2201851C2 |
| Устройство для гальванической обработки мелких деталей | 1978 |
|
SU737509A1 |
| Устройство для электрохимической обработки | 1978 |
|
SU781003A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2000 |
|
RU2184015C2 |
