Изобретение относится к машиностроению, а именно к технике формообразования резьбового профиля на плоских резьбонакатных заготовках плашек, являющихся инструментом, предназначенным для формирования стандартной наружной резьбы на цилиндрических стержневых деталях типа винтов, болтов, шпилек, а также специальных резьб на крепежных деталях типа шурупов или самонарезающих винтов.
Изобретение также относится к технике формообразования способом холодного деформирования материала заготовки, в частности к резьбонакатным устройствам с помощью резьбонакатных роликов или плоских резьбонакатных плашек.
Известны устройства для формообразования резьбового профиля на плоских резьбонакатных плашках - серийные универсальные горизонтально-фрезерные станки любой модели, например, горизонтально-фрезерный станок модели 6П80Г, на которых осуществляется процесс формообразования рабочего профиля резьбонакатных плашек методом фрезерования специальными резьбообрабатывающими фрезами (Кучер А.М. Металлорежущие станки. Ленинград: Машиностроение, 1972, с.152-153).
Основными недостатками этого оборудования и этого способа формообразования резьбового профиля являются следующие:
- низкая производительность при обработке резьбового профиля фрезерованием;
- невысокая стойкость плоских резьбонакатных плашек, рабочая поверхность которых образуется методом фрезерования, по причине нарушения кристаллической структуры поверхностного слоя материала заготовки плашки;
- при обработке комплекта из двух плашек каждая из них обрабатывается отдельно, причем при фрезеровании одной из плашек комплекта, рабочая поверхность которой состоит из нескольких участков по длине заготовки, расположенных под углом друг к другу, требуется трудоемкая переналадка;
- высокая стоимость специальных профильных фрез из-за необходимости затылования их зубьев на специальных затыловочных станках, так как процесс затылования трудоемок и низкопроизводителен.
Известны профиленакатные двухроликовые полуавтоматы, предназначенные для накатывания резьб различного профиля на цилиндрических поверхностях, которые можно использовать при изготовлении накатных роликов, например, профиленакатной полуавтомат модели А9518, содержащий шпиндели, установленные с возможностью вращения с закрепленными на них накатными роликами, неподвижным и подвижным - с возможностью поперечного перемещения (Митропольский Ю.А., Луговой Э.П. Накатывание резьб и профилей. Москва: Машиностроение, 1976, с.65-78).
Профиленакатные полуавтоматы более производительны, однако их конструкция не позволяет накатывать профили на плоских поверхностях.
Такие зарубежные фирмы, как KNIPPING, HILGELAND, WURTH при изготовлении плашек для самонарезающих винтов используют способ электрохимического копирования (патенты США 453690 и 479220). Однако данный способ малопроизводителен, требует значительных расходов на производство электродов и применения дорогостоящего электроэрозионного оборудования.
В Японии используется способ получения резьбонакатного инструмента из дисперстно-упрочненной спеченной легированной стали (заявка Японии 62-278250). Плашка содержит один и более слоев из твердых растворов нитридов и карбонитридов металлов. Инструмент получают горячим изостатическим прессованием смеси металлических порошков или порошка сплава заданного состава с последующей термообработкой. Этот способ требует значительных расходов на оборудование и технологическую оснастку, необходимых для производства резьбонакатного инструмента.
Все вышеперечисленные недостатки отсутствуют в предлагаемом устройстве для формообразования резьбового профиля на плоских резьбонакатных заготовках плашек.
Сущность изобретения состоит в том, что в предлагаемое техническое решение вводятся:
- формообразующий инструмент - накатник (в частности, цилиндрический), который по сравнению с профильной резьбонарезной фрезой значительно проще и дешевле в изготовлении, так как его рабочий профиль может быть с высокой степенью точности обработан на любых токарно-винторезных и резьбошлифовальных станках. Одним накатником одновременно обрабатывается, как минимум, две заготовки плоских плашек, что значительно повышает производительность, которая примерно на порядок и более выше, чем при фрезеровании. Время, затрачиваемое на обработку одного комплекта из двух плашек, в зависимости от шага резьбы, колеблется от 1 до 2 минут. Стойкость резьбонакатных плоских плашек, рабочий профиль которых образуется холодным деформированием материала заготовки без снятия стружки, повышается в 2-2,5 раза за счет упрочнения поверхностного слоя заготовки - (наклепа);
- копир, установленный на корпусе и позволяющий накатнику отслеживать продольный профиль заготовки плашки в процессе перекатывания по ней. Копир позволяет также одновременно обрабатывать один и более типовых комплектов резьбонакатного инструмента, состоящий их двух плашек, причем, как минимум, одна плашка из комплекта имеет поверхность, представляющую несколько плоских участков, расположенных под углом друг к другу;
- ролик, которым снабжена каретка ползуна для перекатывания по профильной поверхности копира;
- 2 пружины, с помощью которых каретка ползуна постоянно прижимается к копиру.
Стоимость изготовления устройства для формообразования на резьбонарезных плоских заготовках плашек сравнительно невысока, так как оно не имеет собственного привода для осуществления процесса формообразования рабочего профиля обрабатываемых плашек, а в качестве источника рабочего усилия и привода возвратно-поступательного движения рабочего органа устройства используется привод ползуна поперечно-строгального станка, на столе которого данное устройство устанавливается, а такие станки имеются практически на любом металлообрабатывающем предприятии.
Заявляемая конструкция устройства для формообразования резьбового профиля обеспечивает: во-первых, значительное повышение производительности при осуществлении процесса формообразования резьбового профиля на резьбонакатных плашках; во-вторых, повышение стойкости плашек в эксплуатации за счет замены известного способа образования их рабочего профиля методом фрезерования, способом холодного деформирования материала заготовок, что позволяет значительно повысить прочность поверхностного слоя металла в зоне деформации; в-третьих, повысить производительность процесса за счет одновременной обработки обеих плашек, входящих в типовой комплект резьбонакатного инструмента; в-четвертых, снижение стоимости изготовления формообразующего инструмента - накатника по сравнению со специальными резьбонарезными фрезами, и, наконец, в-пятых, снижение стоимости изготовления собственно плашконакатного устройства за счет отсутствия у него собственного привода и механизмов регулирования параметров процесса формообразования резьбового профиля, что становится возможным при использовании функций базового поперечно-строгального станка, например модели 7Е35, на столе которого устанавливается и закрепляется данное устройство.
Заявляемое изобретение позволяет заменить способ фрезерования резьбового профиля резьбонакатных плоских плашек способом холодного деформирования поверхностного слоя материала заготовок плашек, что в значительной степени повышает производительность процесса и, что немаловажно, увеличивает стойкость плашек в эксплуатации при накатке ими наружной резьбы на стержневых крепежных деталях типа винтов, болтов, шпилек, шурупов, самонарезающих винтов и т.п.
Это достигается тем, что в устройстве для формообразования резьбового профиля установлен ползун с возможностью продольного возвратно-поступательного перемещения с закрепленной на нем с возможностью заданного поперечного перемещения кареткой с базовой поверхностью для крепления заготовки плашки, расположенной в нейтральном положении ползуна напротив базовой поверхности каретки, установленной на корпусе устройства с возможностью заданного поперечного перемещения.
Поперечное перемещение каретки ползуна задается при помощи копира.
Взаимодействие копира с кареткой ползуна осуществляется посредством прижимного ролика, установленного на вышеуказанной каретке с возможностью перемещения по закрепленному на корпусе устройства копиру при возвратно-поступательном движении ползуна.
Прижим ролика к копиру осуществляется пружинами.
Поперечное перемещение каретки, установленной на корпусе устройства, осуществляется приводом, который выполнен в виде винтовой и червячной передач.
Соединение ползуна с приводом поперечно-строгального станка осуществляется при помощи поводка, закрепленного в резцедержателе станка вместо резца.
По сравнению с известными резьбонакатными станками с использованием в качестве инструмента комплекта из двух плоских резьбонакатных плашек, а заготовкой детали, на которой образуется резьба, является гладкий цилиндрический стержень, в данном устройстве инструмент и заготовка как бы “меняются местами”, т.е. в качестве инструмента применяется накатник, на цилиндрической (в частности) поверхности которого имеется формообразующий резьбовой профиль, а поверхности заготовок плашек, на которых должен быть образован формообразующий профиль, в исходном состоянии представляют из себя гладкие плоскости.
Образование резьбового профиля на заготовках плоских резьбонакатных плашек производится методом холодного пластического деформирования путем взаимного продольного возвратно-поступательного перемещения подвижной заготовки плашки относительно неподвижной и перекатывания без скольжения зажатого между ними накатника (резьбонакатного инструмента) при постепенном сближении заготовок с помощью механизма подач.
Предлагаемая конструкция состоит из:
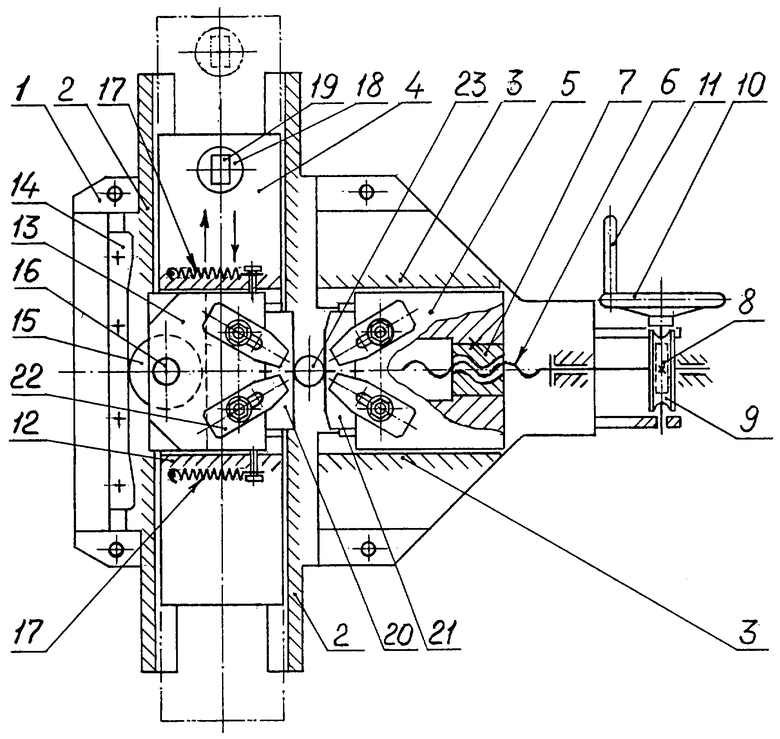
- корпуса 1 (на котором установлены все элементы конструкции устройства для формообразования резьбового профиля на заготовках резьбонакатных плоских плашках), в котором выполнены взаимно перпендикулярные направляющие 2 и 3. В направляющих 2 установлен ползун 4 с возможностью возвратно-поступательного перемещения, а в направляющих 3 - каретка 5 с возможностью перемещения в направлении, перпендикулярном направлению перемещения ползуна 4. Привод перемещения каретки 5 осуществляется с помощью винтовой передачи, состоящей из ходового винта 6 и гайки 7. Привод вращения винта 6 осуществляется посредством червячной передачи, состоящей из червяка 8 и червячного колеса 9, установленного на хвостовике винта 6. Ручной привод вращения червяка 8 осуществляется маховиком 10 с рукояткой 11.
В ползуне 4 выполнены линейные направляющие 12, расположенные перпендикулярно направляющим 2 и параллельно направляющим 3 (в нейтральном положении ползуна 4 - соосно с направляющими 3, как изображено на чертеже).
В направляющих 12 установлена каретка 13 с возможностью перемещения в направлении, перпендикулярном направлению перемещения ползуна 4.
На корпусе 1 закреплен копир 14, по профильной поверхности которого перекатывается без скольжения ролик 15, установленный на оси 16 каретки 13.
Каретка 13 постоянно прижимается роликом 15 к профильной поверхности копира 14 двумя пружинами 17.
В отверстии ползуна 4 установлена втулка 18 с прямоугольным отверстием 19, в которое входит поводок (на чертеже не изображен), закрепленный в резцедержателе ползуна поперечно-строгального станка вместо резца.
На каретках 5 и 13 устанавливаются заготовки плашек 20 и 21, закрепляемых на каретках четырьмя отводными прихватами 22. Между поверхностями заготовок плашек 20 и 21 зажимается формообразующий инструмент - накатник 23 в виде стержня, на цилиндрической поверхности которого выполнен резьбовой профиль, который за счет пластической деформации материала заготовок плашек формирует резьбовой профиль на рабочей поверхности последних.
На чертеже представлено полусхематичное изображение устройства в плане, на котором показаны и обозначены все основные элементы конструкции, достаточные для понимания их назначения и взаимодействия в процессе формообразования резьбового профиля на двух и более заготовках резьбонакатных плоских плашек, составляющих полный комплект инструмента для последующей накатки наружной резьбы с конкретным диаметром, шагом и профилем в осевом сечении.
Устройство устанавливается и закрепляется на столе поперечно-строгального станка, например модели 7Е35 (на чертеже не изображен), таким образом, что специальный поводок, устанавливаемый вместо резца в резцедержателе ползуна станка, входит своим призматическим концом в прямоугольное отверстие 19 втулки 18, установленной в отверстии ползуна 4.
С помощью привода перемещения ползуна станка ползун 4 резьбонакатного устройства перемещается в нейтральное положение, что соответствует соосному расположению кареток 5 и 13, как изображено на чертеже.
На корпусе 1 закрепляется копир 14, по профильной поверхности которого перекатывается ролик 15, установленный на оси 16 каретки 13.
Заготовки плашек 20 и 21 устанавливаются строго друг против друга на каретках 5 и 13, ориентируясь по специальным рискам, нанесенным на каретках и заготовках плашек, прижимаются к базовым поверхностям кареток, горизонтальным и вертикальным, и закрепляются четырьмя отводными прихватами 22.
С помощью органов управления поперечно-строгального станка устанавливается расчетный ход его ползуна, равный удвоенной длине рабочей поверхности подлежащих накатке плашек 20 и 21, а также скорость возвратно-поступательного перемещения ползуна (число двойных ходов в минуту).
Между заготовками плашек вводится накатник 23 и зажимается между заготовками с помощью червячной 8 и 9 и винтовой 6 и 7 передач.
Включается привод перемещения ползуна станка, и ведомый им ползун 4 устройства совершает возвратно-поступательное движение совместно с кареткой 13 и закрепленной на ней заготовкой плашки 20. Ролик 15, прижимаемый двумя пружинами 17 к копиру 14, перекатывается по его профильной поверхности, что позволяет накатнику 23, перекатывающемуся за счет сил трения между поверхностями заготовок плашек 20 и 21, отслеживать продольный профиль рабочей поверхности плашки 21. При этом скорость перекатывания накатника равна половине скорости ползуна 4, а следовательно, и ход накатника вдвое меньше хода ползуна.
Вращением маховика 10 за рукоятку 11 посредством червячной 8 и 9 и винтовой 6 и 7 передач каретка 5 с закрепленной на ней заготовкой плашки 21 перемещается в сторону сближения с кареткой 13. При этом накатник 23 своим резьбовым профилем внедряется в материал заготовок плашек, и за счет пластической деформации материала заготовок выступы резьбового профиля накатника, по мере сближения кареток 5 и 13, формируют впадины резьбового профиля накатываемых плашек, а вытесняемый из впадин металл заполняет впадины резьбового профиля накатника, формируя тем самым выступы резьбового профиля накатываемых плашек.
В связи с тем, что плашки имеют на своей рабочей поверхности заборные участки и участки разгрузки, расположенные под углом к опорной поверхности, заготовка плашки 20, во время продольного движения, смещается в поперечном направлении (в сторону заготовки 21) совместно с кареткой 13, связанной с профилированным копиром 14.
Процесс завершается, когда на рабочих поверхностях плашек сформируется полный резьбовой профиль, что фиксируется по шкале лимба (на чертеже не изображен), установленного на винте 6 и вращающегося вместе с ним. При этом процесс накатывания, после калибровки, путем осуществления нескольких двойных ходов ползуна 4 без поперечной подачи каретки 5, прекращается.
Таким образом, заявляемая конструкция устройства для формообразования резьбового профиля обеспечивает: во-первых, значительное повышение производительности при осуществлении процесса формообразования резьбового профиля на резьбонакатных плашках; во-вторых, повышение стойкости плашек в эксплуатации за счет замены известного способа образования их рабочего профиля методом фрезерования, способом холодного деформирования материала заготовок, что позволяет значительно повысить прочность поверхностного слоя металла в зоне деформации; в-третьих, повысить производительность процесса за счет одновременной обработки обеих плашек, входящих в типовой комплект резьбонакатного инструмента; в-четвертых, снижение стоимости изготовления формообразующего инструмента - накатника по сравнению со специальными резьбонарезными фрезами, и, наконец, в-пятых, снижение стоимости изготовления собственно плашконакатного устройства за счет отсутствия у него собственного привода и механизмов регулирования параметров процесса формообразования резьбового профиля, что становится возможным при использовании функций базового поперечно-строгального станка, например модели 7Е35, на столе которого устанавливается и закрепляется данное устройство.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НАКАТКИ РЕЗЬБОВОГО ПРОФИЛЯ | 2006 |
|
RU2311254C2 |
| РЕЗЬБОНАКАТНАЯ ГОЛОВКА С ПЛОСКИМИ ПЛАШКАМИ ДЛЯ ОБРАБОТКИ ПРЕДЕЛЬНО МЕЛКОРАЗМЕРНЫХ РЕЗЬБ (ВАРИАНТЫ) | 1995 |
|
RU2087237C1 |
| Инструмент для одновременного накатывания резьбы и гладкой цилиндрической поверхности | 1988 |
|
SU1637923A1 |
| Автоматическое устройство для накатки резьбы и мелких шлицев | 1981 |
|
SU1009585A1 |
| Резьбонакатный станок | 1935 |
|
SU48110A1 |
| Способ накатывания цилиндрической резьбы | 1987 |
|
SU1763075A1 |
| Резьбонакатный станок для деталей с головками | 1989 |
|
SU1697957A1 |
| ТРАНСПОРТИРОВОЧНЫЙ ВИНТ ДЛЯ ТРАНСПОРТИРОВАНИЯ ЗАГОТОВОК В РЕЗЬБОНАКАТНОМ СТАНКЕ, СПОСОБ ВСТАВКИ ЗАГОТОВОК В ТАКОЙ ТРАНСПОРТИРОВОЧНЫЙ ВИНТ И СИСТЕМА ПОДАЧИ ДЛЯ ПОДАЧИ ЗАГОТОВОК В РЕЗЬБОНАКАТНЫЙ СТАНОК | 2007 |
|
RU2462326C2 |
| Резьбонакатной автомат | 1981 |
|
SU1006009A1 |
| Устройство для формообразования резьбы,фаски и торца крепежных изделий | 1981 |
|
SU1196086A1 |
Изобретение относится к области машиностроения, изготовлению плоских плашек для образования резьбы методом пластического деформирования. Устройство содержит корпус с двумя взаимно перпендикулярными линейными направляющими, расположенными в горизонтальной плоскости, ползун, совершающий главное возвратно-поступательное продольное движение по одной из направляющих корпуса, каретку, совершающую поперечное движение подачи по другой направляющей корпуса, и каретку, установленную в направляющих ползуна, расположенных соосно с направляющими каретки корпуса при нахождении ползуна в нейтральном положении. Для повышения производительности оно снабжено цилиндрическим накатником, на котором выполнен резьбообразующий профиль. Устройство может быть снабжено копиром, установленным на корпусе и позволяющим обрабатывать одновременно комплект из двух и более заготовок плашек, из которых по крайней мере одна имеет несколько плоских участков, расположенных под углом друг к другу, а каретка ползуна снабжена роликом, который перекатывается по профильной поверхности копира. Для сохранения постоянного контакта ролика с копиром каретка может быть подпружинена к копиру. 3 з.п. ф-лы, 1 ил.
| УСТРОЙСТВО для холодного НАКАТЫВАНИЯ РЕЗЬБЫ НА ПЛОСКИХ ПЛАШКАХ | 0 |
|
SU179268A1 |
| Способ изготовления зубчатых реек | 1951 |
|
SU94833A1 |
| Устройство для холодного накатывания резьбы на плоских плашках | 1958 |
|
SU122127A1 |
| Накопитель | 1989 |
|
SU1656595A1 |

