РАЗобретение относится к области производства фотоэлектронных приборов с многослойными фотокатодами, например электроннооптических преобразователей.
Известна машина для вакуумной обработки электровакуумных приборов, например электроннолучевых трубок, выполиенная в виде замкнутого конвейера, снабженного приводом периодического перемещения, тележками с устройствами для установки, откачки и обезгаживания изделий и шинной системой для подачи электрического питания на перемещающиеся изделия. Причем щинная система выполнена в виде одного ряда шин, разбитых на отдельные, изолированные один от другого участкн, длина которых определяется длительностью технологической операции каждого участка. Так как характер и время выполнения этих операций являются постоянными для каждого обрабатываемого изделия, то постоянная связь изделий, установленных на телел ках, может осуществляться при помощи щеток на одном участке шиниой системы ,в течение любого числа циклов машины.
Эта машина, однако, не может быть использована для вакуумной обработки и изготовления фотокатодов электроннооптических преобразователей, технологический процесс изготовления которых характеризуется большой длительностью ряда операций и отсутствием
воспроизводимости но времени и характеру этих операций от 1 зделия к изделию. Например, при изготовлении мультищелочных катодов время непрерывной обработки парами одного металла, до получения заданной чувствительности, составляет 10-40 мин, а обработка парами других .металлов не превышает 3 мин. Цель предложенного изобретения - разработка такой многопозпционной машины конвейерного типа для вакуумной обработки н изготовления мультищелочных фотокатодов, которая позволит обеспечить ненрерывное выполнение технологических операций с большой длительностью и изменяюшимися от нздеЛИЯ к изделию параметрами как по времени, так и но характеру процессов.
Эта цель достигается за счет того, что шинная система машины выполнена в виде двух автономных вертикальных рядов шин, разбнтых на отдельные части по длине в отношении 1:2. С одним из рядов соединена посредством щеток любая предыдущая, а с другим- любая последующая тележка и к каждому из них подключены на каждом участке нзмерительные блоки и блоки программного управления.
При этом на участках вынолнения технологических операций с длительностью, превышающей двойной цикл машины, каждый предыуправления связаны с измерительным блоком через переключающее устройство, отключающее ;в момент окончания двойного цикла «аждый блок Программного управления от одного измерительного блока и подключающее ,к другому.
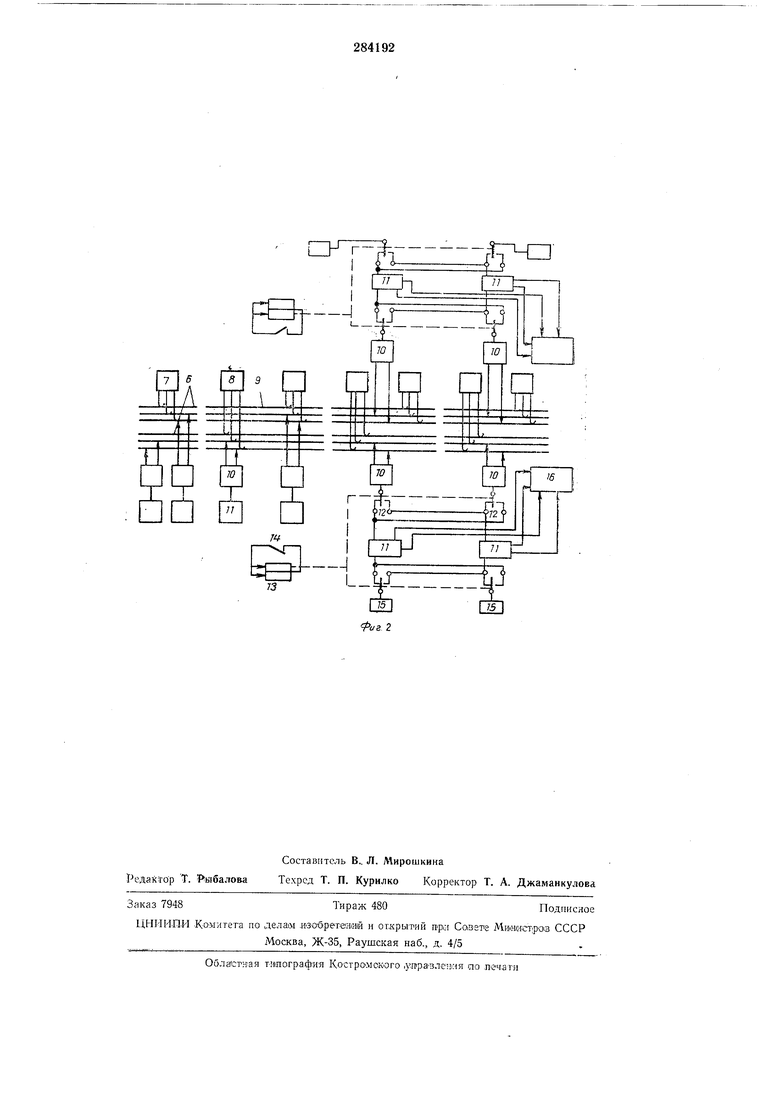
На 1фИг. 1 изображена машила в двух проекциях, общий вид; «а фиг. 2 - Я1мяная система мащины.
Маш.ииа вьпполнена в виде замкнутого конвейера, с одной стороны которого имеется привод /, с -другой - натяж1ная станция 2. Тяговым органо/м является цепь 3, с которой щ:дрнирно связа.ны телелжи 4, несущие изделия. Общее количество тележек в мащине 62, причем две из них имеют водяные насосы, служащие для иодачн воды в центральную трубу, из которой она самотеком поступает в каждую тележку на охлаждение высоковакуумиого .насоса. Около каж.д,ого участка проведения отдельной технологической операции, в непосредственнон близости от рабочего места 5 установлен измерительный блок.
Вдоль В;Сей трассы мащины уета.новлепы два автономиых, вертикально расположенных ряда Щ1И1Н 6, .р;азб.итых иа участки вьшолйания технологических о-пераций с максимальной длительностью 10, 20 и 40 мин. С верхним рядом щин связана посредством щеток любая предыдущая тележка 7, а с нижНйм - любая лаеледующая тележка 8.
На участках выполнения тех1нологичеоких операций с максимальной длительностью 10 мин усталовлепы короткие щины 6, длима которых обеспечивает непрерывную подачу электрнческого сигнала .в течение 10 мин.
ШиНы 9 на участках 20- и 40-ми1нутной длительности имеют вдвое большую длину.
На каждом участке к щиндаой системе под,соединен измерительный блок 10 и блок программного управления 11.
Щеточная система четных и нечет ных тележек смещена относительно друг друга по высоте. На ПОЗИЦИЯХ машины, где выполняются технологические операции, длительность которых может составлять 40 мин, т. е. равная четыре.м циклам мащины, установлены два измерительных,блока 10, которые с одной стороны через щинно-щеточную систему подключены к обрабатываемому изделию, а с другой стороны через контакты 12 переключателя 13 - к двум -блоками .программного управления.
Переключающее устройство 13 вьшолнено в виде транзисторного триггера, в коллекторную цепь которого .включены обмотки электромагiitHTOiB д1И1ота1И.ци1ан1Н101ГО 12 «онт аж-пнопо аюляризованного переключателя. Запускающие имиульеы подаются- на базу триггера от концевого выключателя 14, установленного на трассе машины в : конце каждой д.войяой щипы, который взаимодействует с кулачком, закрепленным соответственно на каждой четной и нечетной тележках. Дистанционный переключатель своими контактами 12 подключен к измерительному блоку 10, а его последующие
переключающие контакты связаны с блоком программного управления //, выход которого через такие же контакты 12 переключателя подключен к входу блоков исполЕительных реле 15, связанных через щинно-щеточную систему с обрабатываемыми изделиями. Каждый блок программного управления подсоедипеи к блоку запрета включения атривода конвейера 16, который подает команду на его включение только в момент окончаиия технологических онер.аций на всех участках.
Носле подсоединения Изделия к вакуумной системе на первых позициях его откачивают до высокого вакуума (1.10- торр.) и обезгаживают путем нагрева в печи нри температуре примерно 380°С. Затем начинают процесс изготовления фотокатода лутем многократного последовательного ианыления на подложку слоев сурьмы прИ одновременной обработке
ее парами щелочных металлов.
Чувствительность изделия измеияется по мере формирования фотокатодов. Пропорционально этой чувствительности с выхода измерительных б-яоков 10 через конта1кты триггерного переклЕОчателя 13 подастся напряжение на блоки программного уира1вления, которые обеспечивают слежение за характером изменения чувствительности фотокатода. Блоки программного управления 11, описывающие
заданные технологические процессы, выдают нео:бходимые сигналы через контакты переключателя 13 на блок ноиолпительных реле 14, которые через щинно-щ-еточную систему inoдают различные папряження на обрабатываемый фотокатод, а после заверщен-ия цикла обработки, т. е. (После получения заданного характера изменения чувствительности фотокатодов, подают сигнал иа окончание цикла. Напозиции выполнения технологичооких операций с длительностью до 40 мин. при перемещении конвейера кон-ечный выключатель 14 срабатывает от кулачка, закрепленного на тележке, и подает сигнал на переключающее устройство 13, Которое раз,мыкает свои левые
контакты 12 н замыкает правые контакты.
При этом, левый измерительный блок W, перед этим подсоединенный к левому блоку программного уира;вления, будет пад,ключен к правому блоку программного управления, а
правый измерительный блок - к левому блоку программного управлевия.
Таким образом, каждый блок программного управления соответственно четной и нечетно; тележки остается .подключенным к одному изделию в течение 4-х циклов ма-шины.
Одновременно при перемещении конвейера производится 1переключен.ие левого и иравого блоков исполн.ительного реле 15, соответственно от левого и правого блоков програм.много управления.
Предмет изобретения
;иреобразователей, выполненная Б виде зам;кнутого конвейера, снабженного приводом периодического перемещения, тележками с у-стройстзам.и для устаиовки, откачки н обезгаживания изделий н шинную систему, разбитую .ка отдельные, изолированные друг от друга }-част1а в соответствии с оиерация.ми технологического процесса, отличающаяся тем, что, с целью обеспечения возможности непрерывного вылолненпя длительных технологических .операций с изменяющимися параметрами от .изделия .к нзл.елию, шииная система мащияы выполнена в виде двуиХ автономных, расположенных вертикально, разбитых -на отдельные част;1 по длине в отношении 1:2, рядов шин.
с одним из которых соеди-нена посредстволг щеток любая -предыдущая, а с другиМ - любая последующая тележка н к каждому из которых подключены па каждом участке измерительные блоки и блоки программщого управления, причем на участках выполнения технологических операций с длительностью, превыш.ающей двойной цикл машины, каждый нредД)1дущий и последующий блок и программного
управления связаны с измерительным блоком через переключающее устройство, отключающее в момент окончания двоимого цикла каждый блок программного }1правления от одного измерительного блока и подключающее кдрутому.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОНВЕЙЕРНАЯ МАШИНА ДЛЯ ТРЕНИРОВКИ И ИСПЫТАНИЯ ЦВЕТНЫХ ЭЛЕКТРОННОЛУЧЕВЫХ ТРУБОК | 1970 |
|
SU272444A1 |
| УСТРОЙСТВО ДЛЯ СОГЛАСОВАНИЯ ВХОДНЫХ ЦЕПЕЙ ЭЛЕКТРОННЫХ ВЫЧИСЛИТЕЛЬНЫХ МАШИН (ЭВМ) С ВЫХОДНЫМИ ЦЕПЯМИ УПРАВЛЯЕМЫХ УСТАНОВОК | 1971 |
|
SU432482A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ПЕРЕХОДНОГО СОПРОТИВЛЕНИЯ КОНТАКТНЫХ ГРУПП РЕЛЕ | 1971 |
|
SU296166A1 |
| УСТРОЙСТВО для ЗАМЕРА УГЛОВ | 1973 |
|
SU399719A1 |
| Устройство для программного упРАВлЕНия ТРАНСпОРТНыМ МЕХАНизМОМ | 1978 |
|
SU813375A1 |
| Конвейер для обкатки электрических машин | 1982 |
|
SU1046855A2 |
| ПЕРЕНАЛАЖИВАЕМОЕ УСТРОЙСТВО С ПРОГРАММНЫМ УПРАВЛЕНИЕМ ДЛЯ ТРАНСПОРТИРОВКИ И ПЕРЕГРУЗКИЗАГОТОВОК | 1969 |
|
SU246290A1 |
| Устройство управления электрифицированной дождевальной машиной | 1990 |
|
SU1745158A1 |
| СПОСОБ КОНТРОЛЯ ТОКОРАСПРЕДЕЛЕНИЯ ПО КОМПЛЕКТАМ ЩЕТОК УЗЛА ТОКОСЪЕМА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2178609C2 |
| УСТРОЙСТВО для ПРОГРАММНОГО УПРАВЛЕНИЯ РЕШАЮЩИМИ БЛОКАМИ АК.А.ЛОГОВЫХ ВЫЧИСЛИТЕЛЬНЫХМАШИН | 1968 |
|
SU222020A1 |

D в О®
Г
73
