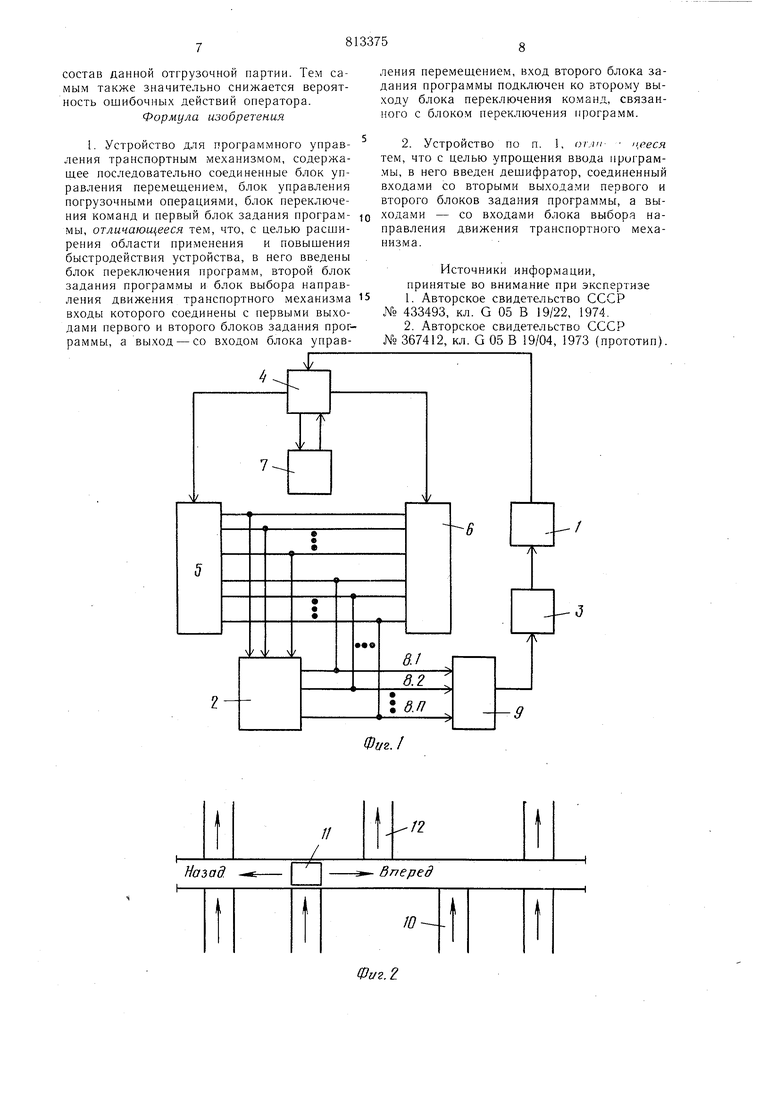
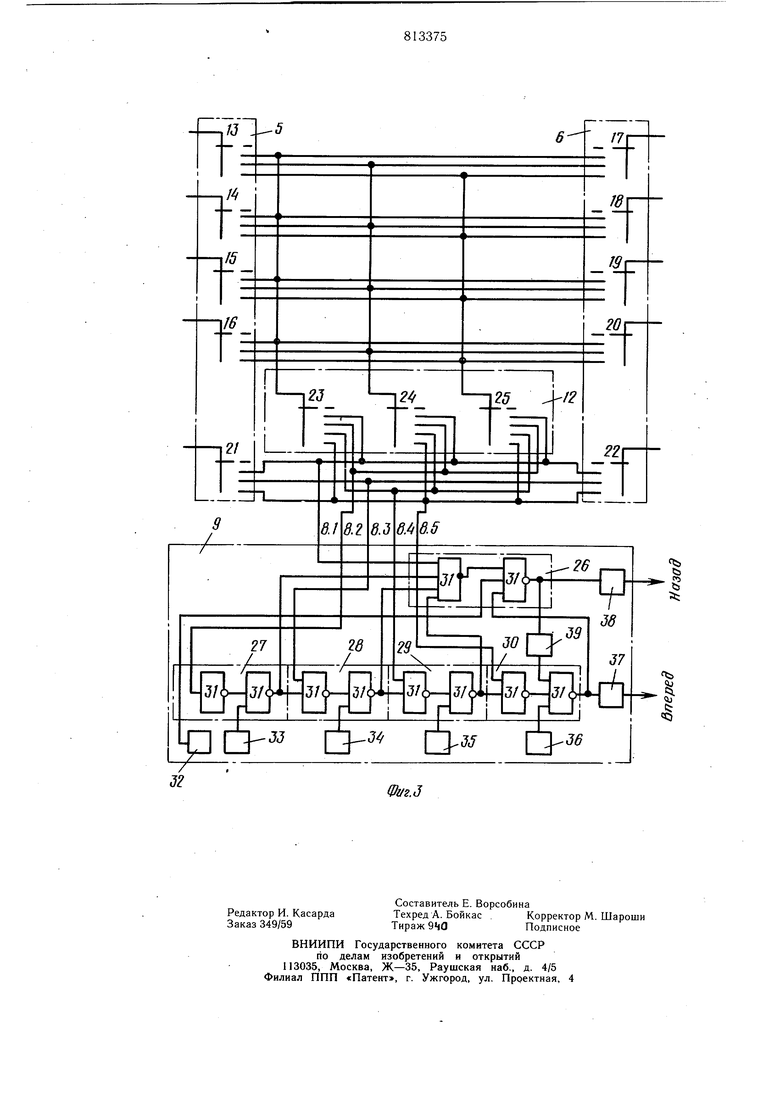
(54) УСТРОЙСТВО ДЛЯ ПРОГРАММНОГО УПРАВЛЕНИЯ ТРАНСПОРТНЫМ МЕХАНИЗМОМ что значительно затрудняет обслуживание и приводит к простоям механизма, не позволяя в полной мере использовать его производительность. Цель изобретения - расширение области применения, повышение быстродействия устройства и упрощение ввода программы. Поставленная цель достигается тем, что в устройство для программного управления транспортным механизмом, содержащее последовательно соединенные блок управления перемещением, блок управления погрузочными операциями, блок переключения команд и первый блок задания программы, введены блок переключения программ, второй блок задания программы и блок выбора направления движения транспортного механизма, входы которого соединены с первыми выходами первого и второго блоков задания программы, а выход - со входом блока управления перемещением, вход второго блока задания программы подключен ко второму выходу блока переключения команд, связанного с блоком переключения программ, а также тем, что введен дещифратор, соединенный входами со вторыми выходами первого и второго блоков задания программы, а выходами - со входами блока выбора направления движения транспортного механизма. На фиг. 1 представлена блок-схема устройства; на фиг. 2 - схема расположения оборудования хлебохранилища и экспедиции на участке комплектования отгрузочных партий контейнеров; на фиг. 3 - принципиальная электрическая схема блоков задания программы, дешифратора и блока выбора направления движения транспортного механизма. Устройство содержит блок 1 управления погрузочными операциями, дешифратор 2, блок 3 управления перемещением, блок 4 переключения команд, первый блок 6 задания программы, второй блок 6 задания программы и блок 7 переключения программ, адресные шины 8.1-8п и блок 9 выбора направления движения транспортного механизма, накопители 10, траверсную тележку 1 1 и приемные конвейеры 12, переключатели 13-25, элементы Запрет 26-30, элементы ИЛИ-НЕ 31, путевые датчики 32- 36, релейные элементы 37, 38 и элемент задержки 39. Устройство работает следующим образом. После установки переключателей 13-16 блока 5 в положения, соответствующие заданным видам и сортам хлебобулочных изделий для каждого из четырех контейнеров очередной отгрузочной партии, и переключателя 21 того, же блока в положение, соответствующее адресу приемного конвейера 12 для набора данной партии из четырех контейнеров, в блок 7 подается пусковой импульс и запоминается им до завершения отработки заданной программы. Из блока 7 сигнал разрешения отработки первой программы поступает на вход блока 4 и запускает управляющий автомат, который переключается в первое рабочее положение первой программы. В этом положении с выхода блока 4 поступает сигнал на вход переключателя 13, задающего условный номер вида хлебобулочных изделий для первого контейнера данной отгрузочной партии. С выхода переключателя 13 этот сигнал попадает на вход одного из переключателей 23-25, соответствующего заданному виду изделий, и далее по одной из адресных щин 8.1-8.5 поступает на вход блока 9 выбора направления движения. Пусть заданный вид изделий хранится на третьем накопителе 10, размещенном на четвертой адресной позиции (адресный сигнал присутствует на шине 8-4), а тележка 11 в исходном положении находится на второй адресной позиции, т. е. возбужден путевой датчик 33. (фиг. 1). Тогда адресный сигнал, поступающий по щине 8.4 на вход элемента Запрет 29, проходит с выхода последнего на входы элементов Запрет 26 и 30. В результате появляется сигнал на выходе элемента 30, поступающий на запрещающий вход элемента 26 и на вход релейного элемента 37; тогда на выходе элемента 26 сигнал будет отсутствовать. С выхода элемента 37 блока 9 на вход блока 3 управления перемещением поступает команда «Вперед и включается в соответствующем направлении исполнительный механизм 11 перемещения тележки. При достижении тележкой зоны заданной четвертой адресной позиции возбуждается путевой датчик 35 и подает сигнал на запрещающий вход элемента 29. Исчезает сигнал на выходе этого элемента и, как следствие, на выходе блока 9. При исчезновении входного сигнала блок 3 обеспечивает переключение привода перемещения тележки 11 на пониженную скорость и последующее отключение и торможение привода при достижении зоны точной остановки -заданной адресной позиции. После этого из блока 3 поступает команда в блок 1, по которой осуществляется автоматический цикл перемещений грузозахватного устройства тележки И, обеспечивающий перегрузку контейнера с заданного накопителя 10 на тележку 11 и его фиксацию. После завершения цикла загрузки тележки из блока 1 поступает соответствующий сигнал на вход блока 4 и управляющий автомат этого блока переключается во второе рабочее положение. В этом положении с выхода блока 4 поступает сигнал на вход переключателя 21, указывающего адрес приемного конвейера 12 для комплектования данной отгрузочной партии. Пусть, например, задан второй приемный конвейер, расположенный на третьей адресной позиции (фиг. 2). Тогда адресный сигнал будет присутствовать на шине 8.3. Поступая на вход 1.элемента 28 блока 9 выбора направления движения, этот сигнал проходит на выход этого элемента и далее на входы элементов 26 и 29. Так как загрузившаяся тележка 11 находится на четвертой адресной позиции, то возбужден датчик 35. Он подает сигнал на запрещающий вход элемента 29, так что на выходе этого элемента, а следовательно, и на выходе последующего элемента 30 сигнал отсутствует. В то же время сигнал, поступающий на влод элемента 26, ввиду отсутствия сигналов на его запрещающих входах, проходит на выход этого элемента и далее на вход релейного элемента 38, В результате с выхода блока 9 на вход блока 3 управления перемещением механизма поступает команда «Назад, тележка i 1 перемещается в заданном направлении. Когда она находится в промежутке между адресными позициями и не возбужден ни один из путевых датчиков 32-36, исчезает запрещающий сигнал на соответствующем входе элемента 29 и появляется сигнал на его выходе. Но на выход последующего элемента 30 этот сигнал не проходит, так как присутствует сигнал на запрещающем входе этого элемента, поступивщий через элемент 39 задержки с выхода элемента 26. Благодаря такой взаимной блокировке командный сигнал на выходе блока 9 в процессе движения тележки не может смениться на обратный. При достижении тележкой 11 зоны заданной адресной позиции возбуждается путевой датчик 34, появляется сигнал на запрещающем входе элемента 28, в результате чего исчезают сигналы на выходах всех элементов 26-30 и, следовательно, на выходе блока 9. При исчезновении входного сигнала блок 3 управления перемещением механизма обеспечивает остановку тележки в рабочей зоне заданной адресной позиции, после чего поступает команда в блок 1, обеспечивающий автоматическую выгрузку контейнера на заданный приемный конвейер 12. После заверщения процесса разгрузки тележки поступает сигнал в блок 4 переключения, команд, и управляющий автомат данного блока переключается в очередное рабочее положение. В этом положений появляется сигнал на входе переключателя 14, задающего условный номер вида хлебобулочных изделий Для второго контейнера комплектуемой отгрузочной, партии. Дещифратором -2 этот сигнал преобразуется в адрес накопителя 10, из которого должен быть взят очередной контейнер. Перемещение тележки 11 к этому накопителю и погрузка на нее контейнера происходит аналогично описанному выще. Далее управляющий автомат блока 4 переключается в следующее положение, где поступает сигнал на ВХОД переключателя 21, и второй контейнер выгружается на тот же заданный приемный конвейер 12. После этого появляется сигнал на входе переключателя 15 и т.д. Так производится комплектование остальных контейнеров данной отгрузочной партии на заданном переключателем 21 приемном конвейере 12. После заверщения выгрузки с тележки 11 последнего контейнера данной партии управляющий автомат блока 4 переходит в нулевое положение. В этом положении в блок 7 поступает команда на сброс заданной ранее первой программы, отработка которой заверщена. Если к этому времени в блок 6 введена информация для комплектования следующей отгрузочной партии, что зафиксировано соответствующим элементов памяти блока 7, то управляющий автомат блока 4 вновь переключается в первое рабочее положение. Но при этом сигнал с выхода блока 4 поступает уже на вход переключателя 17 блока 6. И далее в процессе очередного цикла переключений управляющего автомата блока 4 обеспечивается автоматическое комплектование следующей отгрузочной партии контейнеров в соответствии с йаданием, установленным положениями переключателей 17-20 и 22 блока 6. Как только начинается отработка этой программы, т.е. управляющий автомат блока 4 переключается в первое рабочее положение, оператор имеет возможность ввести про грамму комплектования следующей отгрузочной партии, устанавливая в соответствующие положения переключатели 13-16 и 21 блока 5 и подавая пусковой импульс в элемент памяти первой программы блока 7. В этом случае после завершения программы комплектования, введенной в блок 6, в блок 7 поступает команда на сброс элемента памяти второй программы и сразу же вслед за этим начинается отработка следующей программы, введенной в блок 5. После этого в блок 6 может быть введена программа комплектования следующей отгрузочной партии и т.д. Таким образом, может быть обеспечена беспрерывная работа тележки 11 по комплектованию отгрузочных партий контейнеров, что особенно необходимо в часы наиболее интенсивной отправки готовой продукции. В то же время, имея возможность ввести программу комплектования следующей отгрузочной партии в любой момент времени в процессе комплектования предыдущей партии, оператор избавлен от необходимости следить за моментом завершения комплектования каждой отгрузочной партии. Наличие дещифратора видов комплектуемых изделий упрощает работу оператора при вводе очередной программы комплектования, сводит ее к установке переключателей блока задания программы в положения, отмеченные теми же цифрами, что и условные виды (сорта) хлебобулочных изделий для каждого из контейнеров, входящих в состав данной отгрузочной нартии. Тем самым также значительно снижается вероятность ошибочных действий онератора. Формула изобретения 1. Устройство для программного управления транспортным механизмом, содержащее последовательно соединенные блок управления перемещением, блок управления погрузочными операциями, блок переключения команд и первый блок задания программы, отличающееся тем, что, с целью расширения области применения и повышения быстродействия устройства, в него введены блок переключения программ, второй блок задания программы и блок выбора направления движения транспортного механизма входы которого соединены с первыми выходами первого и второго блоков задания программы, а выход - со входом блока управления перемещением, вход второго блока задания программы подключен ко второму выходу блока переключения команд, связанного с блоком переключения программ. 2. Устройство по п. 1, О7М цееся тем, что с целью упрощения ввода программы, в него введен дешифратор, соединенный входами со вторыми выходами первого и второго блоков задания программы, а выходами - со входами блока выбора направления движения транспортного механизма. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 433493, кл. G 05 В 19/22, 1974. 2.Авторское свидетельство СССР № 367412, кл. G 05 В 19/04, 1973 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для программного управления комплектованием контейнеров | 1975 |
|
SU561937A1 |
| Установка для комплектования полотен ткани | 1978 |
|
SU716955A2 |
| Устройство для программного управления | 1988 |
|
SU1532898A1 |
| Устройство для программного управления технологическим оборудованием | 1987 |
|
SU1423982A1 |
| Устройство для автоматического выбора направления движения объекта | 1977 |
|
SU722828A1 |
| Устройство для программного управления | 1984 |
|
SU1201798A1 |
| Устройство для управления перегрузочной тележкой распределительного конвейера | 1985 |
|
SU1265123A1 |
| Линия формования, сушки и садки керамических изделий | 1987 |
|
SU1497015A1 |
| Устройство для программного управления технологическим оборудованием | 1986 |
|
SU1372277A1 |
| Измерительная система с автоматическим контролем аналого-цифрового преобразования и блок задания нечувствительности | 1991 |
|
SU1837261A1 |
//
Назад.
12
Вперед
Фа2.2
Л-: -t:
л-°
Мб
17
1д
f3
20 Фиг.д -f
