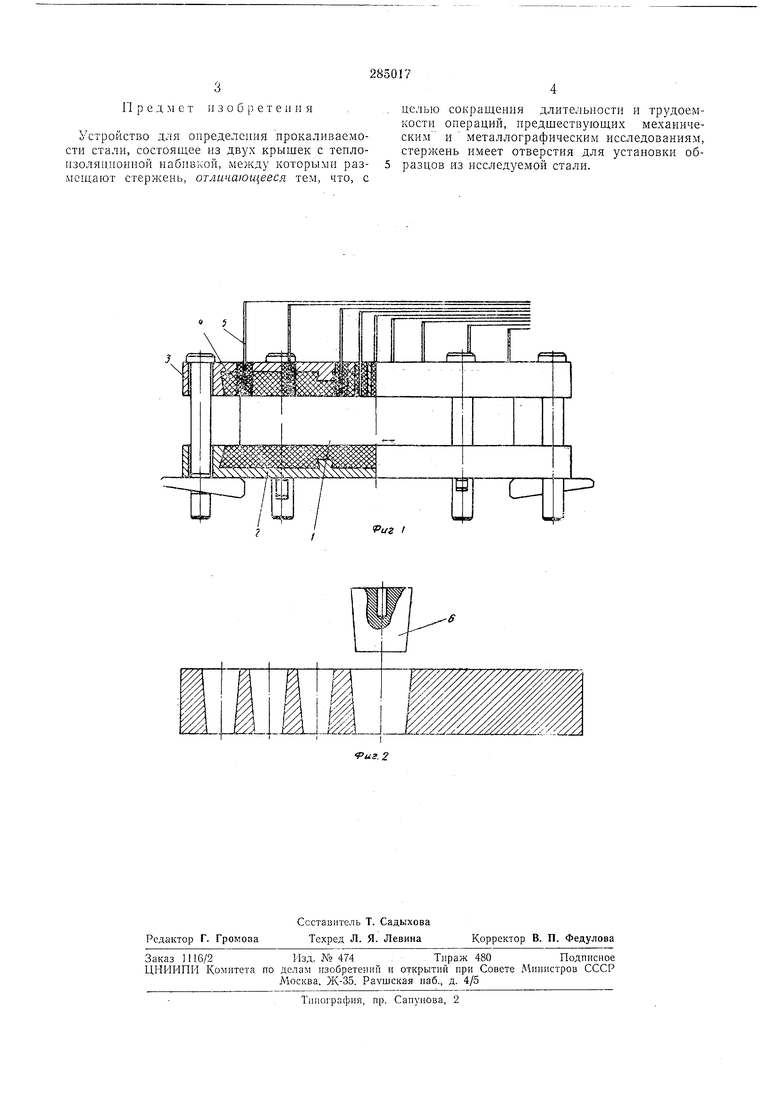
Изобретение относится к области определения качества термической обработки. Известно устройство для определения прокаливаемост стали, состоящее из двух крышек с теплоизоляционной набивкой, между которыми помещают стерл ень из исследуемой стали. Однако для проведения металлографических и механических испытаний по сечению стержня, необходима трудоемкая операция разрезки стержня и изготовления образцов. С целью сокращения длительности и трудоемкости операций, предшествующих механическим и металлографическим испытаниям стержень имеет отверстия для установки образцов из исследуемой стали. На фиг. 1 изображен продольный разрез описываемого устройства; на фиг. 2 - продольный разрез стержня с отверстиями для установки образцов из исследуемой стали. Устройство для определения прокаливаемости стали состоит из стержня / и двух крышек - нижней 2 и верхней 3, между которыми он заключен. Стержень изолирован от крышек теплоизоляционной набивкой 4 и имеет ряд отверстий, в которые плотно притираются образцы 5 из исследуемой марки стали; количество отверстий и их расположение зависит от диаметра стержня. С помощью серии термопар 6, приваренных к образцам, записывают кривые охлаждения в различных точках по сечению. Стержень, диаметр которого соответствует диаметру реального изделия, может быть выполнен из любой марки стали, близкой по классу легирования к исследуемым. Теплоизоляционная набивка предназначена для замедления отвода тепла через торцы стержня. Изменением ее толщины достигается больший или меньший теплоотвод и таким образом создаются условия, максимально приближающиеся к реальным условиям охлаждения изделий. После полного охлаждения устройство разбирают, образцы вынимают и направляют для дальнейших металлографических и механических испытаний. В стержень могут быть вставлены образцы из другой марки стали для повторения термической обработки. Таким образом, устраняется наиболее трудоемкая операция, связанная с разрезкой закаленных стержней на образцы для металлографических и механических испытаний. Имея набор стержней различного диаметра можно быстро и точно определить прокаливаемость большого числа сталей в изделиях различных сечений. Для этого достаточно изготовить образцы с размерами, обеспечивающими плотную посадку в отверстия стержня.
ri p e д м e т п з о б p e т e ii ii я
строиство для определения прокаливаемоети стали, состоящее из двух крышек с теплоизоляционной набивкой, между которыми размещают етержеиь, отличающееся тем, что, с
285017
целью сокращеиия длительности и трудоемкости операций, иредшествующих механическим и металлографическим исследованиям, етержеиь имеет отверстия для установки образцов из исследуемой стали.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОПРЕДЕЛЕНИЯ УСТОЙЧИВОСТИ ПЕРЕОХЛАЖДЕННОГО АУСТЕНИТА | 2006 |
|
RU2312904C1 |
| СПОСОБ ОЦЕНКИ ВЛИЯНИЯ ТЕХНОЛОГИЧЕСКИХ ПАРАМЕТРОВ НА УСТОЙЧИВОСТЬ ПЕРЕОХЛАЖДЕННОГО АУСТЕНИТА | 2006 |
|
RU2337145C2 |
| Образец для исследования закалочных сред | 1986 |
|
SU1399356A1 |
| ОБРАЗЕЦ ДЛЯ ИСПЫТАНИЯ МАТЕРИАЛОВ НА ПЛАСТИЧЕСКОЕ ОДНООСНОЕ РАСТЯЖЕНИЕ | 2015 |
|
RU2604111C1 |
| Способ определения прокаливаемости глубокопрокаливающихся сталей и устройство для его осуществления | 1981 |
|
SU971894A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВОГО ИНСТРУМЕНТА И ФОРМ ЛИТЬЯ ПОД ДАВЛЕНИЕМ ИЗ ЛИТЫХ ЗАГОТОВОК МАРТЕНСИТНОСТАРЕЮЩИХ СТАЛЕЙ | 2011 |
|
RU2448806C1 |
| ОБРАЗЕЦ ДЛЯ СЖАТИЯ КАМНЯ ПРИ ОЦЕНКЕ ЕГО МОРОЗОСТОЙКОСТИ | 2008 |
|
RU2370767C1 |
| Способ Юсуфова Б.С. определения охлаждающих свойств закалочной жидкости | 1989 |
|
SU1712431A1 |
| СПОСОБ КОНТРОЛЯ ТОЛЩИНЫ УПРОЧНЕННОГО СЛОЯ ПРИ ЛАЗЕРНОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКЕ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 1990 |
|
SU1832730A1 |
| Способ производства бесшовных труб большого диаметра из конструкционных сталей | 2019 |
|
RU2714355C1 |
95
