(54) СПОСОБ ИЗГОТОВЛЕНИЯ ПРБИННЫХ ДИСКОВ
Изобретение относится к области энергомашиностроения и может использоваться нри изготовлении крупных роторов паровых турбин и электрических генераторов большой мощности, шестерен, маховиков, планшайб и др. изделий.
Известные сварные роторы содержат диски и хвостовики, свариваемые между собой кольцевыми шва, ми. Диски роторов изготовляются путем ковки (цельнокованные), или сварки (сварные). Сварные дискиблоки выполняются из бандажа и внутренней в виде нескольких плоских круглых шайб, ввариваемых дуговой сваркой в один общий бандаж.
Применение сварки дает возможность изготовлять качественные диски (блоки) роторов практически неограниченного диаметра. Одн:ако вварка внутренней части диска в виде 1пайб, имеюн1их довольно большую толщину 100-250 мм каждая, в бандаж, связана с известными тру/щостями и опреде;генными затратами.
Получение крунных кованых дисков также связано большими трудностями, так как для их изготовления требуются крутпютоннажные качественные слитки и уникальное прессовое оборудование.
С целью улучше шя качества и повышения производительности труда по предлагаемому способу изготовления турбинных дисков, состоящих из внутренней части в виде плоской круглой шайбы и бандажа полого толстостеигюго цилиндра пропесс электрошлаковой выплавки бандажа совмешакгг с одновременной приваркой его к внутреш1ей части диска.
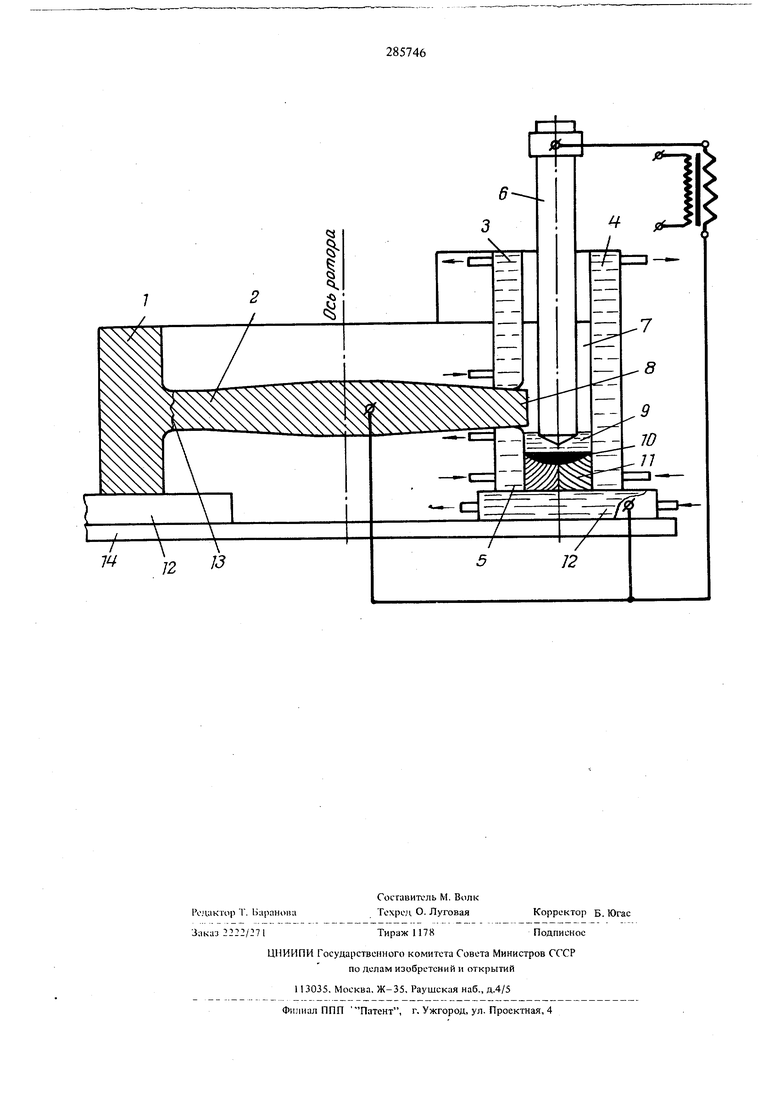
lia чертеже изображено устройство для реализации иредпагаемого способа.
Оно содержит бандаж 1 диска в виде толстостенного полого пд)линдра, внутреннюю часть 2 диска в виде шайбы, секции 3-5 охлаждаемого К|)пс1;ии изатора, с помощью которого формируют бандаж диска о процессе его электрошпаковой выплавки, расходуемые электроды 6, торец 7 ранее выилайлс-р.}юй секции , перифер шну() кромку 8 виучреипси части шайбы, 1Ш7аковую 9, металлическую ванну Ш, наплавляемую секцию 11 o;iiiA;i Ka, охлаждаемый поадон i 2,поверхность (зопу) сплавления 13 бандажа с внутренней частью шайбы, карусель 14.
На карусели 14 с noNioiubio прнспособлеяи усгп наеливают часть 2 лиска и o..,lй кристаллизатор, состоящий из 6oKoi;i.i. CCKIUIH 3 5 ь виде сегментов торцовых fiaK.iajiOK и голЛ)На I-. Вну|реи(1яя часть I диска может изгошшивап.ся ил д
формированного кованого, катаного или литого металла, в виде цельной или сваренной из отдельных частей шайбы. Она устанавливается так, чтобы кромка 8 заходила в полость, образованную между двумя секциями 3 и 5 разъемной внутренней боковой стенки. Затем в кристаллизатор заводятся расходуемые электроды в виде стержней, пластин и др., заливается расплавленный шлак сверху или через сифонное устройство снизу, подключаются расходуемый электрод, поддон 12 и внутренняя частьдиска к трансформатору, и начинается электрошлаковая выплавка одной из секций бандажа, из которых затем кольцевыми швами сваривают ротор.
В процессе электрошлаковой выплавки каждой секции бандажа происходит одновременная сварка ее с внутренней частью диска. Периферийная кромка 8 шайбы при этом частично расплавляется до поверхности сплавления 13.
По мере наплавки по высоте очередной секции 11 бандажа 1 происходит одновременная сварка ее с металлом внутренней части 2 и торцом 7.
При вйплавке последней замыкаюшей секции бандажа она одновременно сваривается с металлом внутренней части 2 диска и торцами первой и предпоследней секции бандажа.
По мере вьшлавки очередной секции бандажа охлаждаемые формирующие секции 3 - 5 кристаллизатора передвигаются по окружности.
Электрошлаковая выплавка бандажа с одновременной приваркой его к внутренней части диска может выполняться и за один проход с использованием расходуемого электрода 6 в виде трубы, цельной или набранной из отдельных стержней. Охлаждаемые секции 3 - 5 в этом случае изготовляются кольцевыми, а не в виде сегментов.
По этому способу могут изготовляться не только диски, но и фланцевая часть хвостовиков крупных роторов.
Благодаря высокому качеству электрошлакового металла бандаж диска (хвостовика) может использоваться в литом виде без последуюшей деформации. Диски и хвостовики роторов могут выполняться практически неограниченного диаметра с высоким качеством металла.
Формула изобретения
Способ изготовления турбинных дисков, содержащих внутреннюю часть в виде плоской круглой щайбы и бандаж в виде толстостенного полого цилиндра, которые соединяются между собой при помощи сварки, отличающийся тем, что, с целью улучшения качества и повышения производительности труда, шайбу приваривают .к бандажу в процессе Электрошлаковой вьшлавки последнего в кристаллизаторе, для чего периферийную кромку шайбы располагают в сквозном пазу кристаллизатора.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электрошлаковой выплавки металлических изделий | 1970 |
|
SU294498A1 |
| Способ изготовления пластинчатых и трубчатых электродов для электрошлаковой сварки и наплавки | 1990 |
|
SU1779515A1 |
| СПОСОБ ПОДГОТОВКИ ЭЛЕКТРОДА ИЗ ИНСТРУМЕНТАЛЬНОЙ СТАЛИ К ЭЛЕКТРОШЛАКОВОМУ ПЕРЕПЛАВУ | 1992 |
|
RU2044081C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАСХОДУЕМЫХ ЭЛЕКТРОДОВ | 2009 |
|
RU2410194C2 |
| РАСХОДУЕМЫЙ ЭЛЕКТРОД ДЛЯ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА | 1995 |
|
RU2086688C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОХЛАЖДАЮЩЕГО ПОДДОНА МЕТАЛЛУРГИЧЕСКОЙ ПЕЧИ | 2015 |
|
RU2600046C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК РОЛИКОВ МНЛЗ С ИСПОЛЬЗОВАНИЕМ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА | 2002 |
|
RU2228961C2 |
| Способ электрошлаковой выплавки слитков | 1973 |
|
SU470175A1 |
| Сварочный флюс для электрошлаковой сварки легированных сталей | 1981 |
|
SU998064A1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКОВ | 2003 |
|
RU2263721C2 |