Изобретение относится к металлургии и предназначено для использования при выплавке сталей для валков холодной листовой прокатки.
Известен способ подготовки электрода к электрошлаковому переплаву, предусматривающий крепление его к инвентарной головке посредством разъемного соединения [1]
Недостатком известного способа является то, что в случае его использования не обеспечивается надежный электрический контакт инвентарной головки с электродом, особенно при больших токах плавки, что ведет к неустойчивости электрического режима переплава, возникновению дуг и приваров между контактирующими элементами и снижающими надежность и качество металла получаемого слитка.
Известен также способ подготовки электрода к электрошлаковому переплаву, предусматривающий соединение его с инвентарной головкой посредством приварки к нему и к инвентарной головке металлических пластин [2]
Этот способ обеспечивает надежный электрический контакт инвентарной головки с электродом, что улучшает качество получаемого металла.
Однако в случае использования его при переплаве расходуемых электродов из инструментальных сталей, характеризующихся высоким содержанием углерода, например, 9Х2МФ, имеет место низкая прочность сварного соединения в результате выделения хрупкой карбидной фазы по границам сварного шва, что приводит к разрушению конструкции расходуемый электрод инвентарная головка во время подъема электрода или падению электрода во время плавки и браку получаемого металла.
Задачей изобретения является разработка способа подготовки электрода из инструментальной стали к элетрошлаковому переплаву, предусматривающего соединение его с инвентарной головкой посредством сварки при помощи металлических пластин и обеспечивающего не только надежный электрический контакт, но и надежное крепление электрода с инвентарной головкой.
Это достигается благодаря тому, что в способе подготовки электрода из инструментальной стали к электрошлаковому переплаву, предусматривающем соединение его с инвентарной головкой с приваркой к ней металлических пластин, на боковой поверхности несплавляемой части электрода выполняют кольцевой паз (канавку), в который устанавливают кольцевую или С-образную вставку из материала, применяемого для сварных конструкций, после чего приваривают к ней пластины.
При этом указанная вставка может быть выполнена из углеродистой и низколегированной конструкционной стали с содержанием углерода не более 0,5%
Выполнение кольцевого паза на боковой поверхности несплавляемой части электрода и установка в него кольцевой или С-образной вставки из материала, применяемого для сварных конструкций, с последующей приваркой к ней пластин обеспечивает надежный электрический контакт между инвентарной головкой и электродом, исключая при этом разрушение данной сварной конструкции во время подъема и переплава электрода.
Вставка, выполненная из углеродистой или низколегированной конструкционной стали с содержанием углерода не более 0,5% обеспечивает высокое качество сварного соединения с металлическими пластинами и надежное крепление электрода с инвентарной головкой.
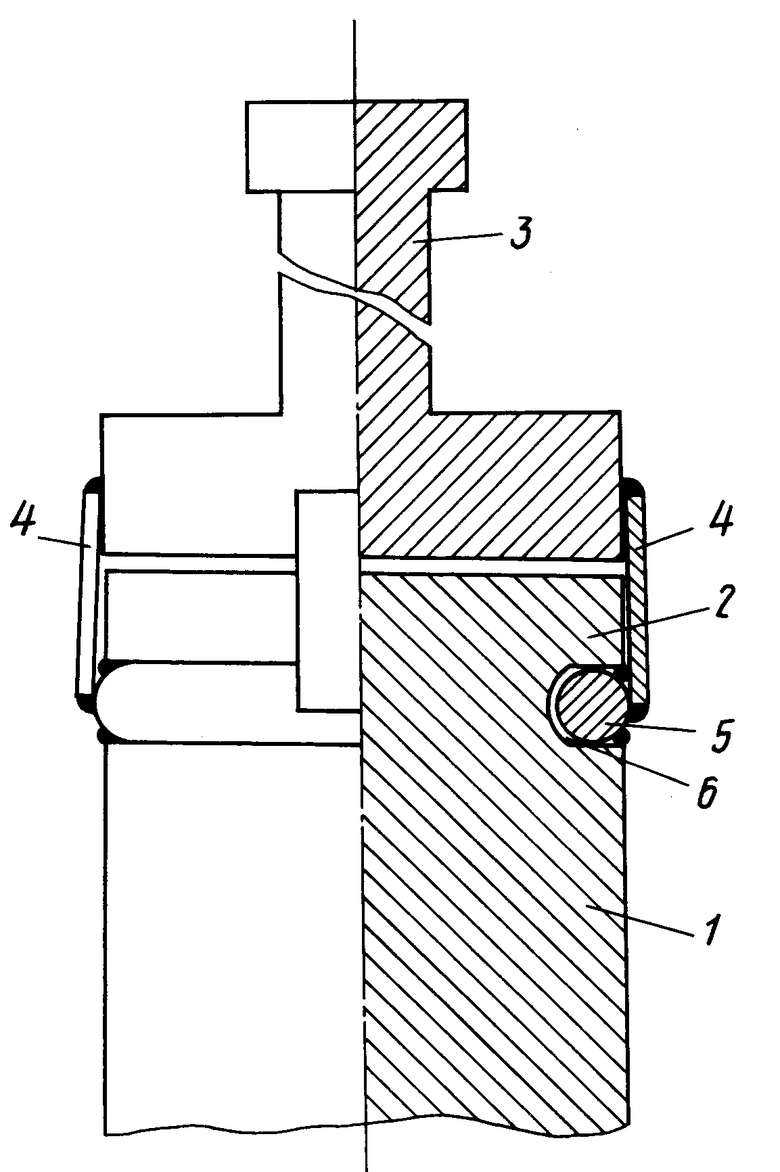
На чертеже показан электрод.
Он состоит из сплавляемой 1 и несплавляемой 2 частей, соединенных с инвентарной головкой 3 посредством пластин 4 и вставки 5. При подготовке электрода к электрошлаковому переплаву на боковой поверхности его несплавляемой части 2 выполняют кольцевой паз 6, в который устанавливают кольцевую или С-образную вставку 5 из материала, применяемого для сварных конструкций, после чего приваривают к ней пластины 4.
Опробование предлагаемого способа осуществляли при выплавке слитка диаметром 930 мм в медном водоохлаждаемом кристаллизаторе на печи У552М. В качестве электродов использовали поковки диаметром 550х3400 мм из стали 9Х2МФ. При помощи газового резака на расстоянии 50-70 мм от торца электрода по его периметру прорезали кольцевой паз (канавку) 6 глубиной 30-35 мм, в которую касательно поверхности электрода вводили металлический пруток из стали 20 длиной, соизмеримой с периметром канавки. Далее, разогревая пруток (вставку 5) газовым резаком, укладывали его в канавку 6 и приваривали его к станкам этой канавки непрерывным или прерывистым сварным швом. При этом торцы прутка соединяли сваркой.
В случае применения С-образной вставки производили аналогичные операции сварки без соединения торцов этой вставки. Затем к вставке при помощи накладных металлических пластин размерами 120х80х8 мм из стали 20.30 приваривали инвентарную головку и осуществляли переплав электрода при токе 20-22 кА.
При помощи описанного способа было выплавлено более 120 слитков, случаев разрушения сварного соединения не наблюдалось.
Применение заявляемого способа по сравнению с прототипом обеспечивает надежность крепления его к инвертарной головке и позволяет полностью исключить отбраковку слитков по причине разрушения сварного соединения по ходу плавки.
| название | год | авторы | номер документа |
|---|---|---|---|
| РАСХОДУЕМЫЙ ЭЛЕКТРОД ДЛЯ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА | 1995 |
|
RU2086688C1 |
| Сварочный флюс для электрошлаковой сварки легированных сталей | 1981 |
|
SU998064A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОХЛАЖДАЮЩЕГО ПОДДОНА МЕТАЛЛУРГИЧЕСКОЙ ПЕЧИ | 2015 |
|
RU2600046C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ СТАЛЬНЫХ ИЗДЕЛИЙ (ВАРИАНТЫ) | 2007 |
|
RU2351476C2 |
| РАСХОДУЕМЫЙ ЭЛЕКТРОД ДЛЯ ВЫПЛАВКИ СЛИТКОВ ИЗ ИНСТРУМЕНТАЛЬНОЙ ТРЕЩИНОЧУВСТВИТЕЛЬНОЙ СТАЛИ МЕТОДОМ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА | 2013 |
|
RU2549024C1 |
| СПОСОБ ПОЛУЧЕНИЯ БИМЕТАЛЛИЧЕСКОГО СЛИТКА (ВАРИАНТЫ) | 2004 |
|
RU2255994C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНЫХ СЛИТКОВ ЭЛЕКТРОШЛАКОВЫМ ПЕРЕПЛАВОМ | 2006 |
|
RU2328538C1 |
| Электрод для электрошлакового переплава | 1978 |
|
SU698311A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВКИ ИЗ НИЗКОЛЕГИРОВАННЫХ СПЛАВОВ НА МЕДНОЙ ОСНОВЕ | 2021 |
|
RU2770807C1 |
| Многоэлектродная печь для электрошлакового переплава | 1976 |
|
SU687846A1 |
Использование: изобретение предназначено для выплавки сталей для валков холодной листовой прокатки. Сущность изобретения: способ предусматривает соединение электрода с инвентарной головкой посредством приварки к ней металлических пластин. При этом на боковой поверхности несплавляемой части электрода выполняют кольцевой паз, в который устанавливают кольцевую или С-образную вставку из свариваемого материала и приваривают к ней пластины. Вставка может быть выполнена из углеродистой или низколегированной конструкционной стали с содержанием углерода не более 0,5% 1 з.п. ф-лы, 1 ил.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Там же, с.112, рис.129. | |||
