Изобретение относится к области металлообработки и предназначено для обработки двух плоскостей, расположенных под углом, в одну операцию, и может быть использовано, например, для обработки копья анкерной вилки часов.
Две рабочие плоскости копья образуют острие с углом при вершине 100 -120°. Эти плоскости взаимодействуют с узлом баланса часов и поэтому должны быть обработаны с большой чистотой. В настоящее время эти нлоскости поочередно фрезеруют, однако при этом либо на вершине копья, либо на его гранях образуются заусенцы. Производительность такого способа невелика.
Цель изобретения - создание устройства, позволяюш,его получить заострение в одну олерацию, обеспечивая при этом высокую чистоту.
Для этого устройство снабжено двумя синхронно враш;ающимися резцовыми головками, расположенными так, что траектории движения последовательно вступаюших в рабочий контакт с изделием резцов, установленных в головках, нересекаются под углом заострения, определяемым расстоянием между осями вращения головок.
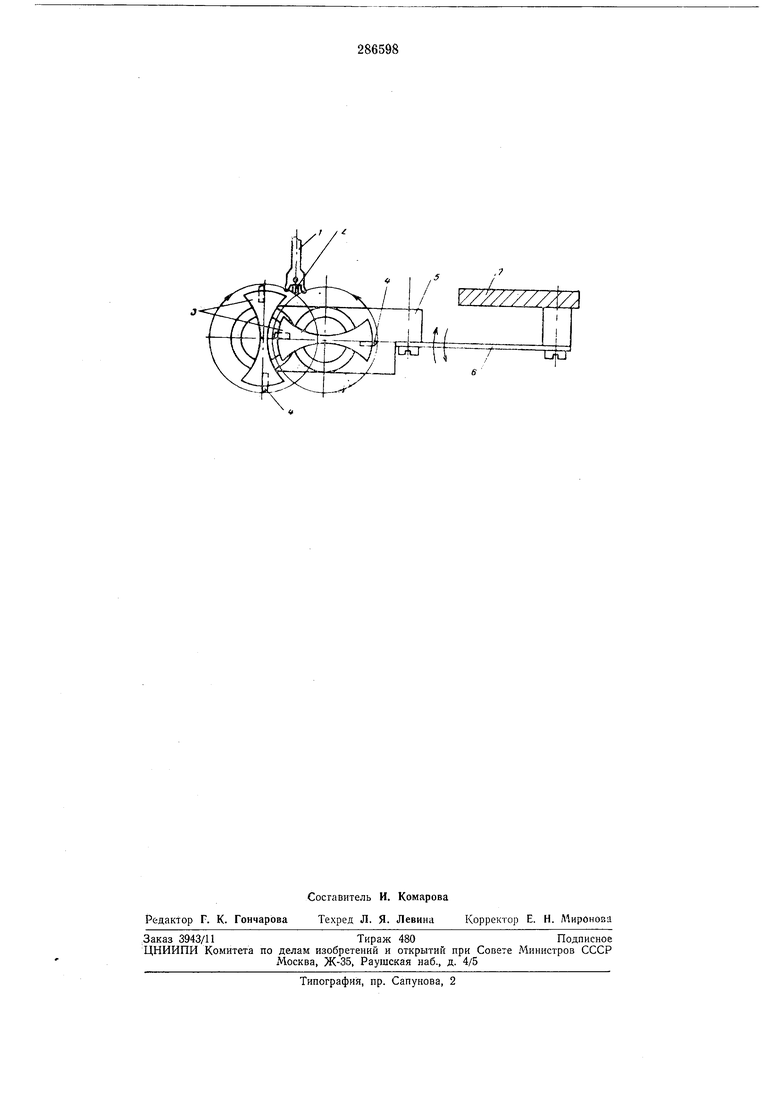
Сущность изобретения поясняется чертежом, на котором изображена анкерная вилка 1 с копьем 2, плоскости которого обрабатываются посредством синхронно вращающихся
резцовых головок 3, в которых установлены резцы 4. Резцовые головки 3 размещены на корпусе 5, закрепленном при помощи пружины 6 на станине 7.
Обрабатываемая деталь, например анкерная вилка /, подается на рабочую позицию, где ориентируется и зажимается. Затем к ней подводятся вращающиеся резцовые головки и обрабатывается острие копья 2. В конце обработки подача головок 3 прекращается и в результате их вращения, направленного к вершине острия, удаляются заусенцы.
Предмет изобретения
15
1.Устройство для заострения, например, копья анкерной вилки часов, отличающееся тем, что, с целью получения острия в одну операцию, оно снабжено двумя синхронно вращающимися резцовыми головками, расположенными так, что траектории движения последовательно вступающих в рабочий контакт с изделием резцов, установленных в головках, пересекаются под углом заострения, определяемым расстоянием между осями вращения головок.
2.Устройство поп. 1, отличающееся тем,что, с целью исключения образования заусенцев, обе резцовые головки вращаются по направ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТОЧЕНИЯ НАРУЖНЫХ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2004 |
|
RU2275989C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС С АРОЧНЫМИ ЗУБЬЯМИ | 2011 |
|
RU2467838C2 |
| КОМБИНИРОВАННАЯ ГОЛОВКА ДЛЯ ТОЧЕНИЯ НАРУЖНЫХ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2004 |
|
RU2275990C1 |
| Способ обработки арочных зубьев цилиндрических колес | 1990 |
|
SU1780949A1 |
| Способ обработки лезвий режущих инструментов | 1989 |
|
SU1689042A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ДЕРЕВЯННЫХ ИЗДЕЛИЙ | 1994 |
|
RU2072914C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ГОЛОВКИ РЕЛЬСА | 2005 |
|
RU2287039C2 |
| БАРАБАННО-ФРЕЗЕРНЫЙ ПОЛУАВТОМАТ | 1968 |
|
SU212713A1 |
| СПОСОБ НАРЕЗАНИЯ ЗУБЧАТЫХ КОЛЕС С КРИВОЛИНЕЙНОЙ ФОРМОЙ ЗУБЬЕВ | 2012 |
|
RU2502585C1 |
| СПОСОБ НАРЕЗАНИЯ ЗУБЧАТЫХ КОЛЕС С МОДИФИЦИРОВАННОЙ ФОРМОЙ ЗУБЬЕВ | 2007 |
|
RU2347650C1 |