Известны бараба.нН0-фрезерные полуавтоматы для одновременного фрезерования торцов пластин, например диффузиолных ножей, содержащие вращающийся барабан для установки заготовок и симметричло расположенные фрезерные головки.
Это лозволяет улучщать качество о брабатываемых изделий и расширять техйоло-гические возможности станка.
Описываемый станок отличается от известных тем, что он снабжен механизмом для снятия заусенцев, выполненным в виде каретки, несущей пневмоцилиндр цодачи с инструментальными головками, ориентируемыми по обрабатываемой детали посредством поворота каретки с помощью лневмоцилиндра вокруг неподвижной оси и ллевмоцилиндра подачи относительно его неподвижного штока при взаимодействии роликов, установленных в инструментальных головках с обрабатываемой деталью.
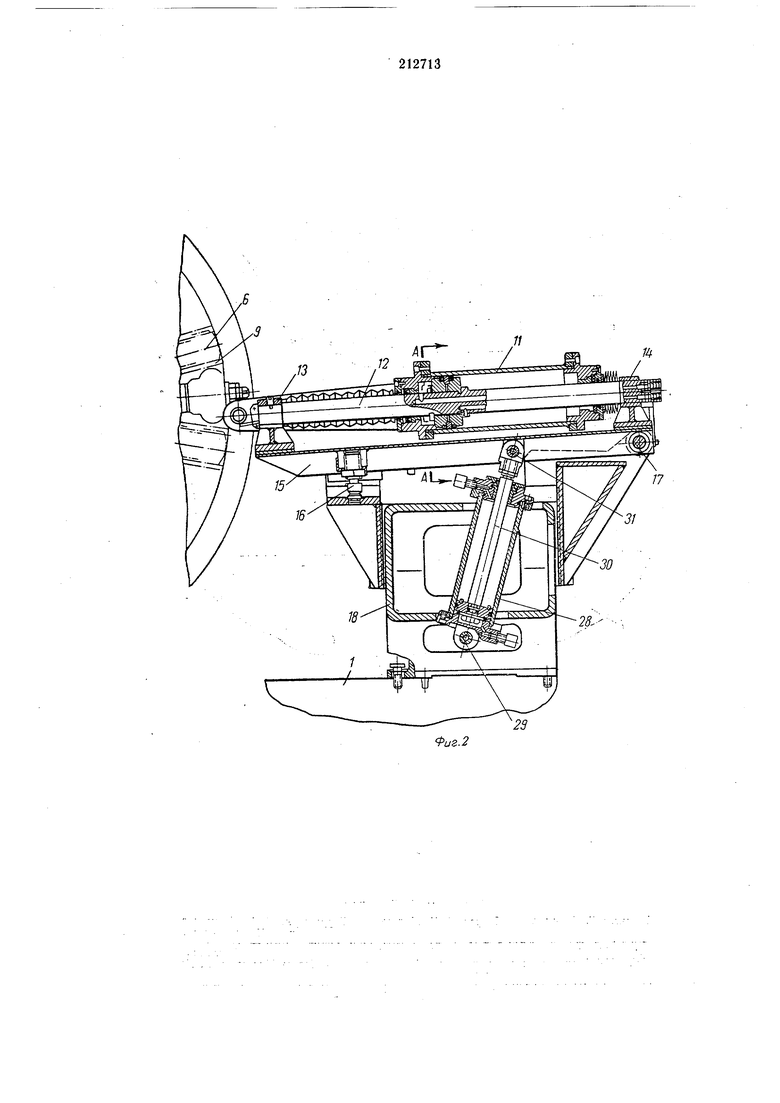
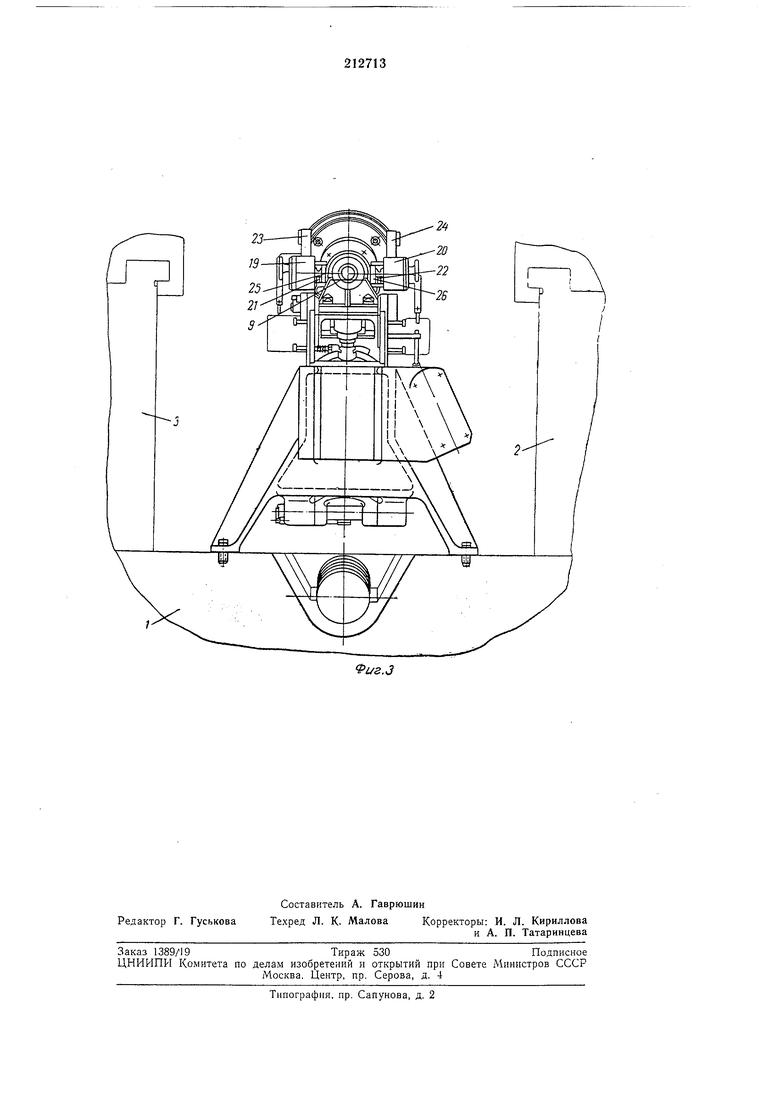
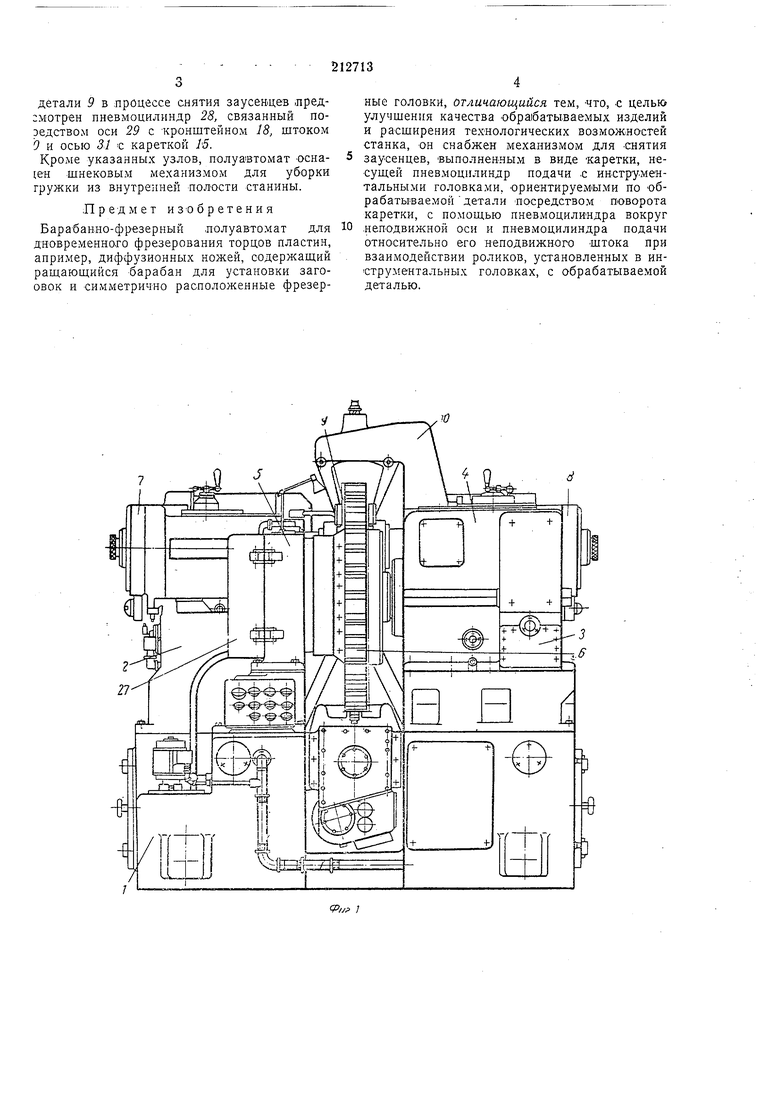
На фиг. 1 изображен описываемый полуавтомат, общий вид; на фиг. 2 устройство для снятия заусенцев, общий вид; на фиг. 3 - разрез по Л-А на фит. 2.
На станине / установлены стойки 2 и с .приводом 4 и опорой 5. Между стойками расположен барабан 6, который непрерывно вращается в процессе обработки. В задней части стоек 2 и J расположены, соответственно,
фрезерные головки 7 и 8, оснащенные торцовыми фрезами, обрабатывающи.ми деталь 9 одновременно с двух сторон.
Ориентация детали 9 относительно фрезерных головок 7 и 5 с равномерным распределением припуска на обработку осуществляется специальным .механиз.мом 10 в момент, предшествующий зажиму.
Враш.ающийся барабан 6 лерелосит изделие после фрезерования в зону работы механизма снятия заусенцев. Он состоит из лодвижного пневмоцилиндра 1.1 с неподвижно закрепленным штоком 12, опорные кронштейны 13 и М которого крепятся к каретке 15,
олирающейся на регулируемый упор 16 и поворачивающейся относительно оси 17, расположенной в кронштейне 18, установленном на станине .
Резцовые головки 19 R 20 с резцами 21 и
22 установлены ла неподвижно закрепленных на лнев.моцилиндре 11 кронштейнах 23 и 24. Для ориентации резцовых головок относительно плоскости детали предусмотрена возможность поворота лневмоцилиндра // относительно штока 12 на ограниченный угол.
Положение резцов 21 и 22 ориентируется по детали 9 с помощью двух роликов 25 и 26. Команда на движение резцов подается от командоаппарата 27. детали 9 в лроцессе снятия заусеицев лред:мотрен пневмоцилиндр 28, связанный поредством оси 29 с кронштейном 18, штоком 9 и осью 3 € кареткой /5. Кроме указанных узлов, полуавтомат осна(ен шнековым механизмом для уборки гружки из внутре} ней полости станины. Предмет изобретения Барабанно-фрезерный полуавтомат для дновременного фрезерования торцов пластин, апример, диффузионных ножей, содержаш,ий ращаюш;ийся барабан для установки загоовок и симметрично расположенные фрезерные головки, отличающийся тем, что, .с целью улучшения качества обрабатываемых изделий и расширения технологических возможностей станка, он снабжен механизмом для Снятия заусенцев, выполненным в виде каретки, несущей пневмоцилиндр подачи .с ин-струментальными головками, ориентируемыми по обрабатываемойдетали посредством поворота каретки, с помош.ью пневмоцилиядра вокруг .неподвижной оси и пн евмоцилиндра подачи относительно его неподвижного штока при взаимодействии роликов, установленных в инструментальных головках, с обрабатываемой деталью.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТОКАРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ТРУБ И СПОСОБ ОБРАБОТКИ ТРУБ НА ТОКАРНОМ СТАНКЕ | 2012 |
|
RU2524024C2 |
| ПРИСТАВКА К ЗУБОФРЕЗЕРНОМУ СТАНКУ ДЛЯ СНЯТИЯ ФАСОК НА ТОРЦАХ ЗУБЬЕВ | 1970 |
|
SU284578A1 |
| МНОГОШПИНДЕЛЬНЫЙ ПОЛУАВТОМАТ | 1966 |
|
SU222843A1 |
| Фрезерный полуавтомат | 1974 |
|
SU548383A1 |
| Зубофрезерный станок для изготовления глобоидного червяка | 2019 |
|
RU2694864C1 |
| КОПИРОВАЛЬНО-ФРЕЗЕРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ДЕРЕВЯННЫХ ЗАГОТОВОК | 1973 |
|
SU375178A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ДЕРЕВЯННЫХ ИЗДЕЛИЙ | 1994 |
|
RU2072914C1 |
| Многопозиционный станок | 1984 |
|
SU1258674A1 |
| СТРОГАЛЬНО-ПИЛЬНЫЙ СТАНОК | 1992 |
|
RU2050263C1 |
| Автомат для мерной резки проводов и зачистки их концов от изоляции | 1972 |
|
SU492964A1 |