И с
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ магнитно-абразивной обработки режущих инструментов | 1986 |
|
SU1419867A1 |
| Способ магнитно-абразивной обработки режущих кромок инструментов | 1988 |
|
SU1614906A1 |
| СПОСОБ АНОДНОГО МАГНИТОАБРАЗИВНОГО ПОЛИРОВАНИЯ НЕМАГНИТНЫХ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2022 |
|
RU2779560C1 |
| Способ магнитно-абразивной обработки | 1991 |
|
SU1816664A1 |
| Способ магнитно-абразивной обработки | 1991 |
|
SU1815186A1 |
| Способ полирования поверхностей изделий магнитно-абразивным порошком | 1989 |
|
SU1689044A1 |
| Устройство для магнитно-абразивной обработки | 1989 |
|
SU1722790A1 |
| Способ односторонней магнитно-абразивной обработки поверхностей и устройство для его осуществления | 1987 |
|
SU1437197A1 |
| Устройство для магнитно-абразивной обработки деталей типа тел вращения | 1986 |
|
SU1342705A1 |
| СПОСОБ МАГНИТНО-АБРАЗИВНОГО ПОЛИРОВАНИЯ МЕТЧИКА | 2014 |
|
RU2569261C2 |
Изобретение относится к машиностроению, в частности к-финишным процессам, и может быть использовано для удаления заусенцев и заострения лезвий режущих сегментов сельскохозяйственной техники. Цель изобретения - повышение производительности обработки и получение высокой остроты кромки. Перед магнитно-абразивным полированием грани лезвия обрабатывают щетками из железного порошка, сформированными на торцовых рабочих поверх ностях вращающихся полюсных наконечников дополнительной магнитной системы. Магнито-абразивное полирование произео дят полюсными наконечниками с периферийной рабочей поверхностью при здании им вращения попутно на -саждой грани лез вия и развороте, обеспечивающем расположение следов полирования лсд умом 70-80° к рискам от предтегтг ующей обработки. 2 ил.. табл.
Изобретение относится к машиностроению, в частности к финишным процессам, и может бьт, использовано для удаления заусенцев и заострения лезвий режущих сегментов сельскохозяйственной техники.
Цель изобретения - повышение производительности обработки и получение высокой остроты кромки.
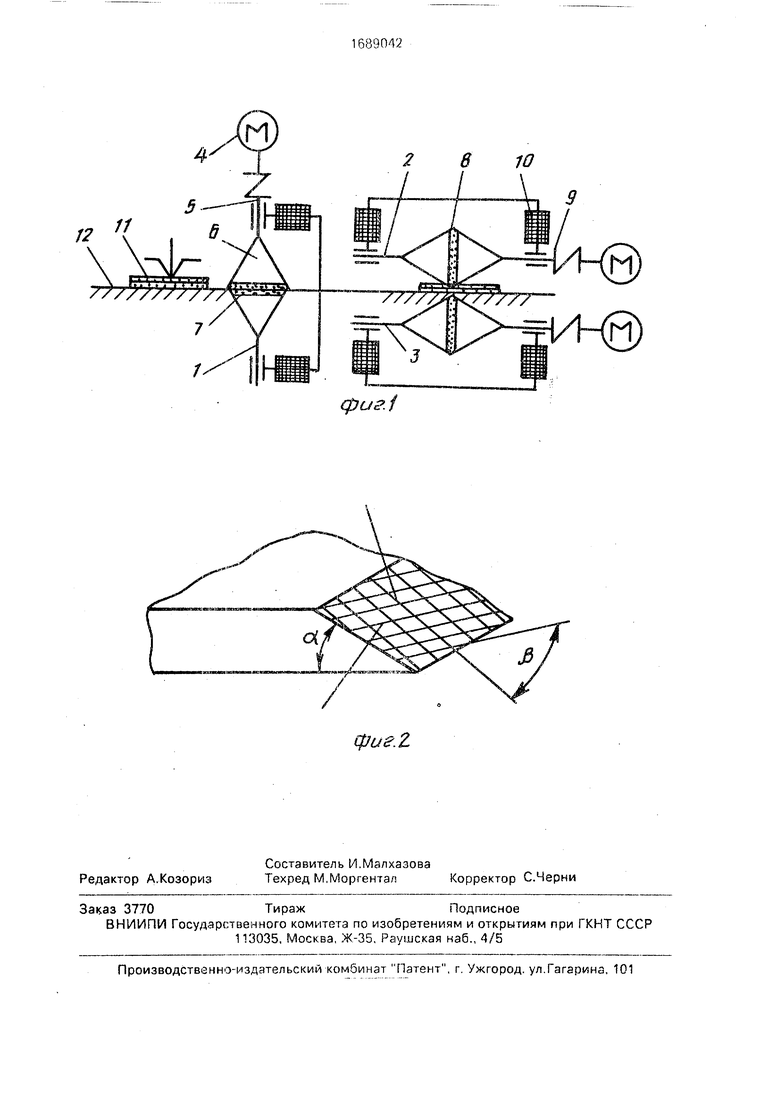
На фиг. 1 показана схема устройства для реализации предлагаемого Способа; на фиг. 2 - обрабатываемое лезвие с расположением на нем следов от магнитно-абразивного полирования и рисок предшествующей механической обработки.
Устройство для обработки лезвий режущих инструментов состоит из трех головок 1-3, каждая из которых включает в себя вращающийся от электродвигателя 4 шпиндель 5 с полюсными наконечниками 6 тарельчатой формы. Торцы полюсных наконечников параллельны, а зазор между ними заполнен: у первой головки железны порошком 7, второй и третьей - мягиитно-гбрэзиеным порошком 8. Синхронное вращение полюсных наконечников осущес i ьляотся от электродвигателей, соединенных со шпинделями головок через муфты 9. Магнитное поле, создаваемое электромагнитными катушками 10. через шпиндель (магнитопровод) подводится к полюсным наконечникам, обеспечивая требуемую жесткость щеток, формируемых из ферропорошка. Обрабатываемая заготовка 11 с углом заострения «закрепляется в приспособлении 12, которое имеет прямолинейное возьратно-поступзтельное движение.
Способ осуществляют следующим образом.
Обрабатываемая заготовка 11 о приспособлении 12 первоначально перемещается в узком зазоре между синхронно вращающимися от электродвигателя 4 полюсными наконочникзми 6. зазор между которыми заполнен железным порошком 7. Затем по мере перемещения она обрабатывается второе 2 и третьей 3 годлвками, зазор между полюснымм цаоддедоиками 6 у которых заполнен магнйт но-дбр я в ым порошком 8. Bpaiuei-ftfe Н&люсйых н.акбнечников первой ГС-ЮБКИ юст{)&«1ное (на кромку), а второй и третьей головпк - попутное (под кромку). Мпханизм формирования лезвия в данном случае происходит за два прохода Сначала щетка, сформованная из .езного порошка, скалывает заусеницы за счет своей жест г, ост и, образованной силами магнитного поля и встречного направления движения, а затем щетка из магнитно-абразивного порошка, имеющая попутное направление вращения, обеспечивает постоянный сход щетки с лезвия режущего инструмента, При этом движение магнитно-абразивного порошка осуществляется под углом 70-80° к направлению линий шероховатости предшествующей обработки,
Под направлением линий шероховато- пч понимают риски предшествующей об- , i бот и например Linn ования, вытянутые едоп -) вектора скорбели резания. Нижний .редел указанного ч п« (7С°) ограничивает съем машитнс а о зиеными зернами вер- :JMM михронеровнсчл гй. которые осуществ- v кольжение и пластичное деформи- глмние без достаточного съема металла. Версий предел (80°) способствует преобладанию процессов резания и скалывания { сбивания) вершин пикронеровносгей, что способствует увеличению количества образующихся микросколов на вершине лезвия, влияющего на остроту кромки.
Кроме того эти условия обеспечивают срезание и вытягивание объемов обрабатываемого металла вдоль направления движения абратшной массы в сторону умень- игонмл тотщины лезвия. В релзультате происходит постепенное снижение шероховатости поверхности кромки и толщины корня заусенца с двух сторон и его окончательное удаление а пластическая деформация ме- талга его вытягивание способствуют обра- зоиэнию острой кромки лезвий режущих г-лгмеы OF.
Найденный предел углов относительных направлении вращрния магнитно абразивной щетки и предшествующей шс-рохоьатосчи вляетсч оптимальным
Испош различных порошчов прл I Г отмотке- г бу ловлено необходимостью отгибания и отламывания 3ayi.pi ч чз первом переходе без сърма материала кромки, так как для получения по всей длине лезвия равномерного радиуса скрумрния
необходимо первоначй чно о исп п. крон ку лезвия от нежелательного нароста, а затем осуществлять ее доводку на последующих перех.одэл используя дл« зго омаг- нитно-абразивный порошок который спо0 собствует съему металла и у.тпачеиию образовавшейся (после оС.тТмыгимия заусенцев) площадки на кром:хе
В случае, когда на первом переходе js- усенец не будет обломлен, я. например,за5 гнется на лезвик, то нл последующи, проходах он будет бысфо устранен так как направление вращения магнитно- абразивной массы под к ромку Е ,-де. г спосоС- сгвовать его отгибу i. срезу.
0Время обработки на дву. последующих
переходах устанавлиьаетси ia, чтсбы в среднем для данной партии деталей обеспечить сьем образовавшейся площадки и образование требуемой остроты кромки
5На первом переходе использование железного порошка (без абразивной составляющей) способствует созданию более плотной массы порошка в зазоре между поп юсами что позволит более интенсивно снимать
0 зчусенец, образованный пл мр дшостую- щейоперации
В случае отсутстьия зауг ; напи чия сколов или шероховатости ч-ропки, щег ка из железного порошка будет способст
5 вовать выравниванию пртт/илч кромки гю длине сегмента, подготавливая базу для бс лее качественного заострен in ром к и из по следующих переходах.
/роме того, благодаря введени о доиолч .(ительной головки на первом передоде п оснащению ее железным порошком исклю ч-.стся необходимость предварительной оценки исходного состояния кромки перед обработкой, что снижает оперативное вре5 мя и трудоемкость изготовпсния единицы продукции.
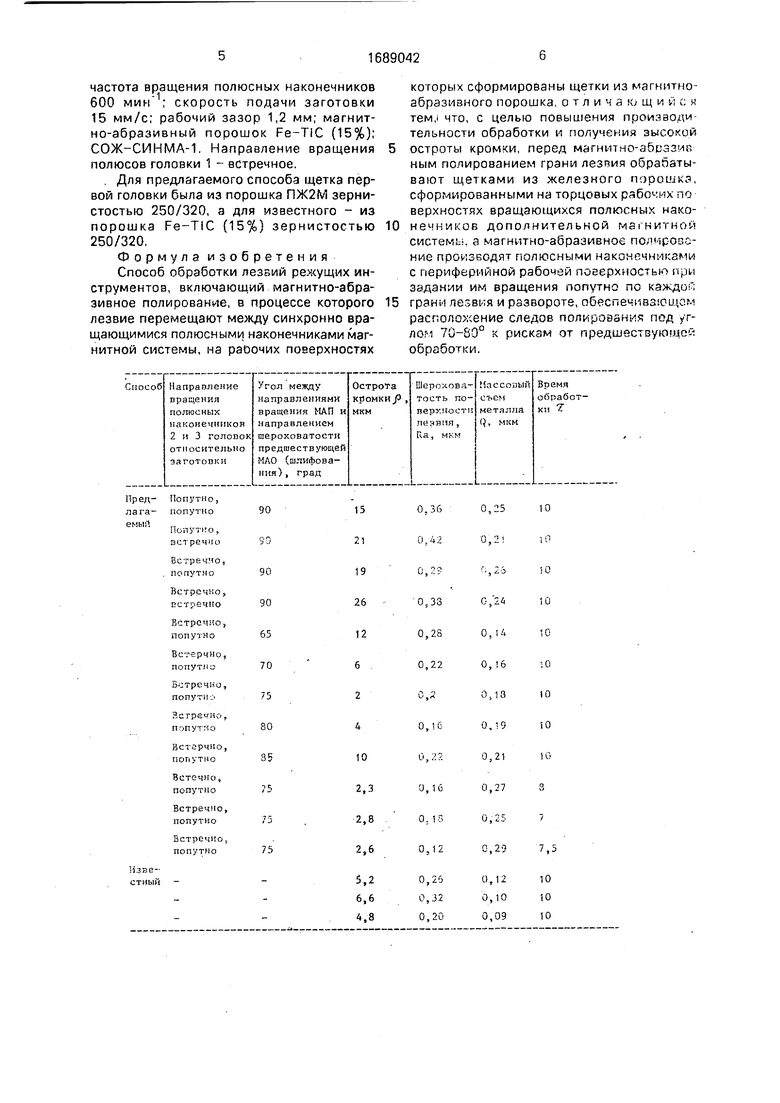
В таблице приведены резулыа-ы обра ботки лезвий режущи/, сегментов ЗН 066,0 о из стали 65Г с углом заострения а 22°
0 предлагаемым и известным списс(
Обработка осуществляется на экспериментальных устаночках ЭУ-25 (предпагае мым способом) и ЭУ 10(извест1 ым) случаях на обраба инаемом лезпии имеется
Ь заусенец толщиной 0,05 0,10 мм, получен ный на предшествующей операции точки Магчитно-абрэзивчую обработку пронзео дят до полного /странен. . ia.
Постоянные ,Ярамет,;и ч риме « магнитная индуьции в -«им .зчрс ,
частота вращения полюсных наконечников 600 мин ; скорость подачи заготовки 15 мм/с; рабочий зазор 1,2 мм; магнит но-абразивный порошок Fe-TIC (15%); СОЖ-СИНМА-1, Направление вращения полюсов головки 1 - встречное.
Для предлагаемого способа щетка первой головки была из порошка ПЖ2М зернистостью 250/320, а для известного - из порошка Fe-TlC (15%) зернистостью 250/320.
Формула изобретения Способ обработки лезпий режущих инструментов, включающий магнитно-абразивное полирование, в процессе которого лезвие перемещают между синхронно вращающимися полюсными наконечниками магнитной системы, на рабочих поверхностях
0
5
которых сформированы щетки из магнитно абразивного порошка, о т л и ч п щ и v . -: тем/ что, с целью повышения тельности обработки и получения зыоосой остроты кромки, перед магнит но-.чЬс. Ззчп ным полированием грани лезпич обрабатывают щетками из железного пороша, сформированными на торцовых рабочих -то верхностях вращающи ся полюсных наконечников дополнительной маетной система, а магнитно-аиразивноо по/ чроз-г- ние производят полюсными наконечниками с периферийной рабочей посерхностьн задании им вращения попутно по каждьО грани и рззпороге, пОрспечивзюиюм расположение следов полирования под углом 70-60° к рисклм от предшйствую иг,-;-: обработки.
фиг.1
cpue.Z
| Способ магнитно-абразивной обработки режущих инструментов | 1986 |
|
SU1419867A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
