Изобротекне относится к прнборос:троению, в частности к способу изго эсувления многодорожечного блока го-JK3BOK, который может быть реализован при создании как 1оловок служебного назначения, так и бытовых, Известен способ изготовления как блока головок в целом, так и полюсных наконечников из ферритового мате риала, при котором осуществляют прорезание пазов, перпендикулярных плос кости рабочего зазора. В таких пазах размещают обычно разделительные магнитные экраны, фиксацию которых производят компаундом, расплавляемьпу стеклом или керамикой tl Т. Однако при использовании всех тра указанных материалов имеется sepOFiTность возникновения в наполнителе воздушных пустот, что,в свою очеред будет оказывать влияние не только на длительность эксплуатации такого блока головок, но и на качество запи сываемой, воспроизводимой или стирае мой информагдии. Наиболее близким к предлагаемому является способ изготовления многодорожечного блока ферритовых магнитных головок, включающий в себя прорезание пазов в двух ферритовых брус ках со стороныр противоположной ра(бочему зазору, введение в пазы экранирующих прокладок и расплавляемого стекла с последующей разрезкой «а отдельные головки иггк полублоки после остывания стекла 2. Однако и данный способ на гюзволя ег исключить вероятность возникновения ракозин по месту заполЕ1ения пус-тот расплавляе -Еым стеклом, что снижает качество изготовлеиня блока фер ритовых головок. о Цель изобретэиия - повшиение качества изготовления блокгх ферритозых головок. Поставленная цель достигается тем что согласно СПбСОбу изготовления многодорожечного блока ферритовых магнитных головок, включающем Б себя прорезание пазов в двук ферритоЕых брусках со сторонь, противополож НО.Й рабочего зазору, ввеление в пазы экранируюгдих прокладок и расплавляемого .стекла с послелу1ош,вй разрезкой На отдельные полублоки или головки после остывания стекла, последнее вводят в пазы в виде пластин, выстуnaicuiHX за пределы ферритовых брусков, с.п 1влива1от Г1ласт гны в направлении их ввода Б пазы с усилием 50-100 Г/см и нагревают до тег-тературы размягчения сте.чла, тгри этом каждую пару стеклянных пластин располагают по обе стороны экранирующей прокладки. На чертеже показана схема осуществления способа с полюсными накоиечниПолюсные наконечники 1 и 2 (или полусердечники цельноферритового блока I соединяют между собой через немаг- нихную прокладку J, на участке которой формируются рг1бочий зазор. Перпендикулярно образованному таким путем рабочему зазору устанавливают экранирующие прокладки 4 и пластины 5 стэнла. Установку прокладок 4 и пластин 5 осуществляют в предварительно прорезанных пазах б. Обычно в качества немагнитной прокладки 3 также используют стекло. Для того, чтобы в процессе разогрева пластин 5 до их температуры размягчения не деформировались прокладки 3,- температуру планления стекла этих прокладок выбирают большей по сравнению с температурой плавления пластин 5. Размеры же гюследмлх таковы, что они по высоте выступают за пределы: полюсных наконечников 1 и 2, представляющих в простейшем случае просто ферритовые брускк. Яосле установки пластин 5 в пазы на эти пластины какой-либо площадкой 7 осуществляют давление, имеющее усилие 50 - 100 Г/см. Использование вместо жидкого стекла,, заливаемого в пазы 6, стеклянных njiacTMH 5 позволяет помимо повышения качества :чагнитных головок {при вскрытик раковин 3 процессе доводки головок ойраэуются пустоты, в которые западает магнитный порошок с магнитного носителя в результате естественного износа последнего, по причине чего изменяются электрические парамет1рь1 1оловок } повысить и чистоту производства, что ведет к снижению затрат прн финишной обработке описанного бЛОКс ГОЛОБОК .,
| название | год | авторы | номер документа |
|---|---|---|---|
| Полюсные наконечники для магнитной головки | 1979 |
|
SU781909A1 |
| Способ изготовления блока полюсных наконечников магнитных головок | 1981 |
|
SU1024975A1 |
| Способ изготовления многодорожечных магнитных головок | 1977 |
|
SU669391A1 |
| Способ изготовления магнитной головки | 1989 |
|
SU1748185A1 |
| Способ изготовления блока магнитных головок | 1981 |
|
SU968848A1 |
| Способ изготовления полюсных наконечников магнитных головок | 1978 |
|
SU741314A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЛОКА ИЗНОСОСТОЙКИХ МАГНИТНЫХ ГОЛОВОК | 1992 |
|
RU2008727C1 |
| Способ изготовления блока магнитных головок | 1977 |
|
SU720494A1 |
| Способ изготовления блока стирающих магнитных головок | 1980 |
|
SU862207A1 |
| Способ изготовления блока магнитных головок | 1980 |
|
SU932539A1 |
СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОЛОРОЖЕЧНОГО БЛОКА ФЕРРИТОВЫХ МАГНИТ-, НЫХ ГОЛОВОК, включающий в себя прореэание пазов в двух ферритовых брусках со стороны, противоположной ра-. бочему зазору, введение в пазы экранирующих прокладок и расплавляемого стекла с последующей разрезкой на отдельные головки или полублоки после остывания стекла, о т л и ч а ющ и и с я тем, что, с целью повышения качества изготовления блока ферритовых головок, стекло вводят в пазы в виде пластин, выступаюгцих за пределы ферритовых брусков, сдавливают пластины в направлении их ввода в пазы с усилием 50-100 Г/см и нагревают до температуры размягчения стекла, при этом каждую пару стеклянных пластин располагают по обе стороны экранирующей прокладки. 00 со Ot) ел 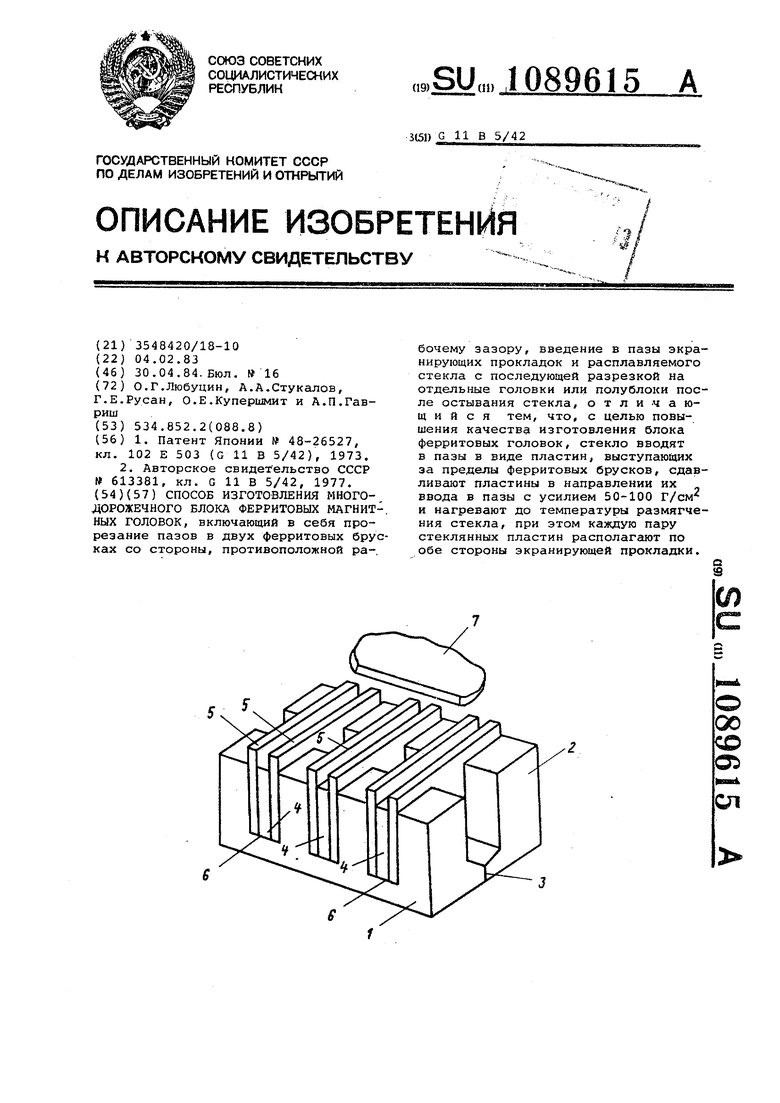
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Приспособление для автоматической односторонней разгрузки железнодорожных платформ | 1921 |
|
SU48A1 |
| Транспортер для перевозки товарных вагонов по трамвайным путям | 1919 |
|
SU102A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ изготовления блока ферритовых магнитных головок | 1977 |
|
SU613381A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
