В авт. свид. № 16324 описан станок для изготовления гибких валов путем навивания на сердечник одновременно четырех проволок, состоящий из полого вала, перпендикулярно оси которого укреплены взаимно перпендикулярные оси для к1Гтушек с навиваемой проволокой, направляемой на сердечник при помощи дисков с четырьмя отверстиями, укреп eнныx на вставляемой в конец вала конусообразной головке.
В предлагаемом станке, с целью одновременного навивания двух слоев проволоки с противоположным направлением сливания, применены два .полых, расположенные один в другом, вала, вращаемые в противоположные стороны и снабженные на концах наконечниками и дисками для направления проволоки; при изготовлении полого гибкого вала при няется конический наконечник, сна енный цилиндрическим придатком.
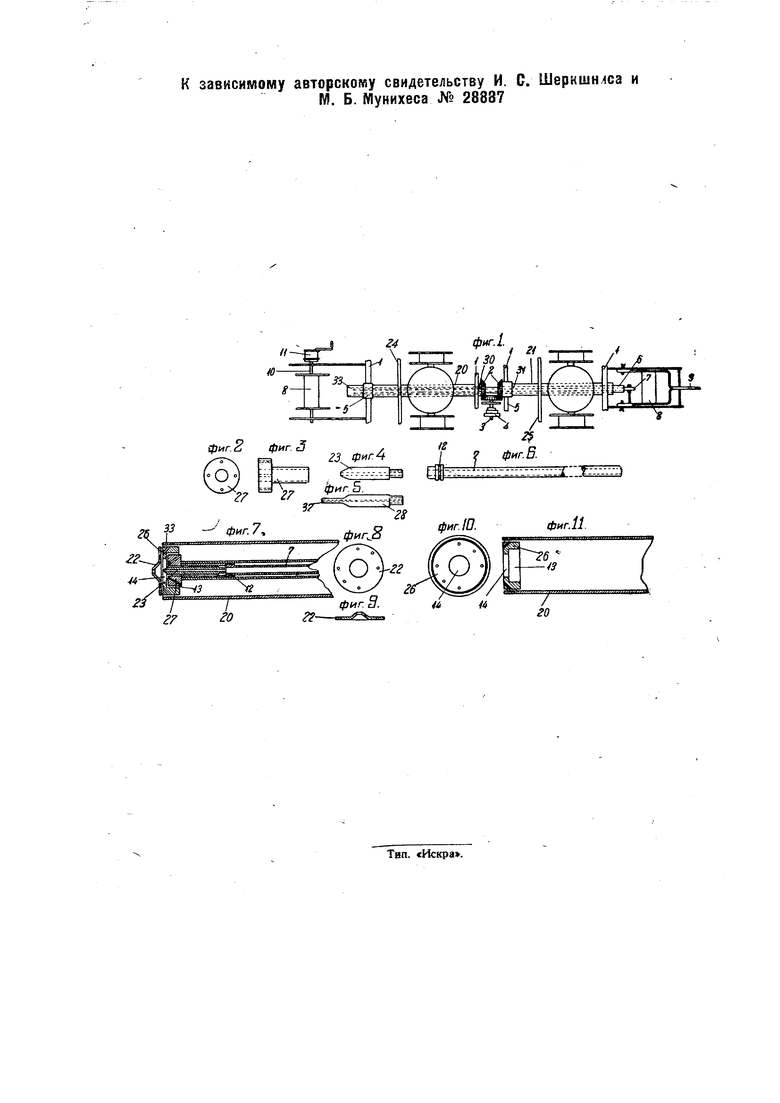
На чертеже фиг. 1 изображает вид станка, спереди; фиг. 2 - 11-детали станка.
В концы двух полых валов 20,21 (фиг. 1), к оси которых перпендикулярно прикреплены по две взаимно перпендикулярные оси для катушек с проволокой, подлежащей навиванию, вставлены конусообразные головки 22-23 (фиг. 4, 7, 8, 9), насажены большие диски 24,25 (фиг. 1) и малые диски 26, 27 (фиг. 2, 3, 7, 10, 11), служащие для направления проволок. Полые валы 20, 21 установлены на подшипниках по одной прямой линии с промежутком посредине. На средних концах 30,31 (фиг.1) полых валов 20, 21 укреплены по конической шестерне 2, которые сцепляются конической шестерней, надетой на конец вала 3, установленного перпендикулярно к оси полых валов 20, 21 и снабженного на конце ступейчатым шкивом 4, служащим для приведения во вращательное движение станка. На концах 31 полых валов 2Q, 21 укреплены муфты 5, вдоль которых засверлены отверстия, соответствующие отверстиям большого и малого дисков и служащие для беспрепятственного прохода за подшипники навиваемой провоАрки. Внутри полого вала 21 вставлен вал 6, являющийся при выдвинутом положении продолжением вала 2J. Вал 6 должен иметь свободное продольное движение внутри полых валов 20, 27, а чтобы он не двигался произвольно и вращался вместе с валом 21 его прикрепляют к последнему болтами. На конце вала б насажен малый диск 27 (фиг. 2, 3) в сред; нее отверстие коего укрепляется коническая головка 23 (фиг. 4). Если вал навивается пустдтелый конусная головка 23 заменяется конусной головкой 28 (фиг. 5) с цилиндрическим придатком 32. При навивке пустотелого вала, а также вала со свободным сердечником, конусная головка 23 или 28 свободно вставляется в диск 27 и другим концом укрепляется в трубке 7 (фиг. 6), конец которой выходит наружу полого вала 6, и прикрепляется к кронштейну, чтобы при вращении вала 21 и вместе с ним вала б, коj нусная головка вместе с трубкой оставались на месте. На конце 33 вала 20 в расточенное углубление 13 малого диска 26 (фиг. 7) вставлен диск 27, который при вращении полых валов 20, 21 в пpotивoположные стороны вращается в нем как в подшипнике. К диску 26 прикрепляется конусная головка 22 так, чтобы расстояние от нее до конусной головки 23 было не более 4-5 мм.
К обоим концам станка прикреплены кронштейны для больших катушек 8, из коих одна подающая, а другая приемочная. Подающая катушка притормаживается тормозной колодкой Р (фиг. 1), а приемочная катушка вращается вместе с осью 10, на которой насаживается на шпонке так, чтобы она могла легко передвигаться вдоль оси по мере намотки, и приводится во вра щение подвешенным через блок грузом, действующим на шкив //, соединенный с осью катушки трещеткой. Сила тяги катушки регулируется по мере необходимости тяжестью груза.
Каждый пропуск через станок дает вал с двухслойной навивкой в противоположных направлениях; в каждом слое наматывается по четыре проволоки. Таким образом, в одну операцию получается вал с двухслойной навивкой, в две операции- с четырехслойной навивкой. Для навивки пустотелого вала подбирается стальная проволока диаметром в зависимости от
диаметра навиваемого вала, ;из расчета диаметр проволоки верхнего слоя приблизительно равняется одной пятой или одной шестой части диаметра вала, а диаметр проволоки нижнего слоя на 0,1 1 - 0,5 мм. тоньше диаметра проволоки верхнего слоя. При равных о&. ротах в нижнем слое берется проволока тоньше, чтобы навивка нижнего слоя по отношению к верхнему ложилась реже что необходимо для большей эластичности вала. Например, для гибкого вала диаметром 6 мм берется проволока: для верхнего слоя 1 мм, для нижнего 0,9 мм и внутренняя пустота 2,2 мм. Размер внутреннего отверстия вала получается в зависимости от толщины конца отростка J2, служащего продолжением конусной головки 28. Длина отростка делается с таким расчетом, чтобы конец его выходил ,ч отверстия конусной головки 22 на 4-5 яШ. и служил как бы продолжением головки. Катушки с проволокой, предназначенной для навивки нижнего слоя, насаживаются на оси, йрикрепленные к валу 21, а катушки с проволокой для верхнего слоя-на оси прикрепленные к валу 20.
На конец вала 6, служащего продолжением вала 21, прикрепляется диск 27, в центральное отверстиекоторого вставляется конусная головка 28, так, чтобы она могла свободно вращаться. Второй конец конусной гОловки 28 прикрепляется к концу трубки 7, вставленной в отверстие вала 6. Чтобы конусная головка неимелапродольногоперемещенч.ч-.
на трубке 7 делается утолщение с выеЙ кой 12, в которую пропускается черед стенку вала 6 два потайных болта. Так заправленный вал 6 выдвигается по валу 21 чтобы малый диск 27 стал между коническими шестернями 2.
Проволока с катушек протягивается через отверстия большого диска 25, через отверстия, сделанные в муфте 5 и в конической шестерне, и через отверстие малого диска 27. Все четыре конца про-, тянутой проволоки укрепляются на конус-ной головке 28 с отростком 52. После этого вал б вместе с заправленной проволокой подается впередiio полому валу 26 до конца 33, в который вставляется ма лый диск 26 так, чтобы во внутреннюю его проточку 13 входил малый диск 27, укрепленный на конец вала 6, а конусная
головка 28 с заправленной проволокой прошла бы в отверстие 14 малого диска 26, продолжением которого служит внутренняя выемка конусной головки 22, где происходит навивка первого слоя. Расстояние от конца конусной головки 28 до отверстия конусной головки мм, Через отверстие малого диска 26 равное диаметру первого слоя вала, навитого на отросток конусной головки 28, продевается проволока для первого слоя вместе с отростком конусной головки 28. После этого конусная головка 22 прикрепляется к диску 26, а вал 6 к валу 2/, конец, трубки 7 к тормозной колодке 9 или к крон штейну, чтобы при вращени вала 2/ и вместе с ним вала 6 трубка 7 вместе с конусной головкой 28 оставалась на месте, а вокруг нее вместе с вращающимися полыми валами 20, 21 вращались в разные стороны диски 26 и 27.
Когда таким образом заправлена проволока для навивки первого слоя, подобным образом заправляется проволока для навивки второго слоя. Проволока от катушек продевается через отверстие большого диска 24, через отверстие муфты 5 и малого диска 26 и на конусной головке 22 соединяется с проволокой, продетой для навивки первого слоя.
Все восемь - концов проволоки зажимаются в ручные тиски. Натягивая одной рукой в тисках зажатую проволоку, другой рукой осторожно дается несколько оборотов станку, поворачивая за ступенчатый шкив. При вращении шкива 4 вал 2/ вместе с валом 6 и малым диском 27 вращаются в одну сторону, навивая проволоку через стоящую на месте конусную головку 18 на отросток и по мере навивки постепенно пропуская ее через центральное отверстие конусной головки 22. Одновременно с вращением вала 2/ в одну сторону вал 10 вращается в .другую сторону и навивает проволоку в противопо-. ложную сторону на скользящий по отростку 52 через Ътверстие конусной головка 22 первый слой вала. Такимобразом получается сразу двухслойная навивка в противоположные стороны. Начало навитого вала прикрепляется к приемочной катушке 8, для Еращгнля которой подвешивается через блок груз, действующий на шкивок //. Груз освобождается и станок пускается в ход.
Со свободным сердечником гибкие валы делаются обыкновенно четырехслойные, но могут быть шестислойные и более. Для навивки гибкого вала со свободным сердечником подбирается стальная проволока, из следующего расчета: для первого слоя диаметр проволоки равняется приблизительно одной двенадцатой диаметра вала а для четвертого слоя одной восьмой диаметра вала. Промежуточные слои, т.-е. второй и третий, должны быть на 0,05-0,15 толще по отношению своего нижнего слоя. Сердечник берется комбинированный: стальная проволока равная 0,1 диаметра вала и несколько тонких гладких бумажных ниток (4-6 штук), чтобы в общей сложности не были толще одной двадцатой диаметра вала.
Во время термической обработки нитка выгорает, а сердечник становится свободным, образовавшаяся пустота придает эластичность валу. Проволока для навивки заправляется так же, как и для навивки пустотелого вала.
Проволока для сердечника наматывается на подающую катушку, катушки же с ниткой, надетые на отдельный пруток, приспосабливаются на кронштейне рядом с подающей катушкой. Проволока для сердечника вместе с нитками продевается через трубку 7, а также через отверстие конусной головки 23, равйое толщине сердцевины, и вместе с проволоками для навивки первого слоя продеваются через отверстие 14 диска 16 и отверстия конусной головки 22. В дальнейшем поступают так же, как и при навивке пустотелого вала с той разницей, что пустотелый вал навивается на отростке конусной головки 28, а вал со свободным сердечником на сердцевину, выходящую из отверстия конусной- головки и состоящую из проволоки и нитки.
Благодаря тому, что навиваемая проволока ложится сначала на неподвижную конусную головку 23 и постепенно с нее сползает на сердцевину, нитка не обрывается.
После навивки первых двух слоев приемная катушка с намотанным двухслойным валом переносится на место подающей и навлтыи вал служит для следующей операции сердечником для навивки следующих двух слоев. При второй операции конусная головка 23 укрепляется в диск 27
непосредственно без трубки 7 и вращается вместе с ним. По желанию такой вал может иметь 6 и более слоев.
Для полнотелого вала стальная проволока подбирается по следующему расчету: для сердечника диаметр проволоки равняется приблизительно одной двенадцатой диаметра вала; для первого слоя-одной десятой диаметра, для четвертого слоя-одной восьмой, для промежуточных слоев подбирается с тем расчетом, чтобы Диаметр проволоки второго слоя был толще на 0,05-0,15 диаметра первого слоя.
При навивке полнотелого вала станок заправляется, как и при навивке второй операции вала со свободным сердечником, т.-е. конусная головка 23 укрепляется непосредственно в малый диск 27 без трубки 7 и вращается вместе с ним. При этом необходимо обращать внимание, чтобы в нижних слоях оставались поперечные просвет ы между отдельными витками проволоки следующих размеров: на первом слое просвет между каждым витком проволоки должен быть приблизительно (эавен одной четверти диаметра навиваемой проволоки, на втором слое- приблизительно одной восьмой навиваемой проволоки, на третьем слое-0,1 диаметра навиваемой проволоки. Четвертый слой необходимо навивать возможно плотнее. Оставляемые поперечнь1е просветы необходимы для большей эластичности вала-они заменяют продольные отверстия пустотелого вала и пустоту вала со свободным сердечником.
Поперечные просветы достигаются тем, что для первого слоя берется проволока меньшего диаметра, чем для второго, а также регулированием ,атяжки приемочной катушки путем подбора груза, выдвижением вперед конусной головки и скоростью вращения станка во время навивки.
После навивки полнотелому валу необходимо дать равномерную протяжку и подвергнуть термической обработке. Разница между тремя типами валов заключается в передаваемой мощности и в радиусе изгиба, при котором вал может беспрепятственно работать. Пустотелый, вал может работать при самом малом радиусе изгиба (равному шестикратному диаметру вала),, имеет большой угол скручивания, очень чувствительный, но хорошо работает только при небольшой нагрузке. Полнотелый вал может работать только при значительно большем радиусе изгиба (приблизительно двенадцатикратному диаметру вала), угол скручивания меньше, приводится во вращение с гораздо большим усилием. Вал со свободным сердечником по мощности и гибкости занимает среднее положение между пустотелым и полнотелым валом.
Предмет изобретения,
1.Форма выполнения станка для изготовления гибких валов по авт. свид,№ 16324, отличающаяся тем, что в целях одновременной навивки двух слоев проволоки с противоположным для каждого слоя направлением свивки применены два, расположенные один в другом полых вала 20 и 6, снабженные на концах соответственными дисками и наконечниками для направления проволоки и вращаемые в противоположные стороны с помощью конических зубчатых -передач.
2.Применение в станке по п. 1 конического наконечника 28, снабженного цилиндрическим придатком 32 с диаметром, отвечающим полости гибкого свиваемого вала.
к зависимому авторскому свидетельству И. С. Шеркши/ са и М. Б. Мунихеса № 28837


| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для изготовления гибких валов | 1929 |
|
SU16324A1 |
| Приспособление для вытяжки полнотелых гибких валов | 1931 |
|
SU26681A1 |
| Прибор для испытания гибкого вала на скручивание | 1930 |
|
SU27664A1 |
| НАВИВОЧНАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ГИБКИХ ПРОВОЛОЧНЫХ ВАЛОВ | 1970 |
|
SU283974A1 |
| Навивочная головка для изготовления гибких проволочных валов | 1973 |
|
SU441077A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ГИБКИХ ВАЛОВ | 1927 |
|
SU7350A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ из ПРОВОЛОКИ винтовых ПРУЖИН с МАЛЫМ ВНУТРЕННИМ ДИАМЕТРОМ | 1969 |
|
SU238516A1 |
| Станок для навивки бесконечных многопроволочных спиралей | 1986 |
|
SU1378996A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ СЕТОК РАДИОЛАМП | 1949 |
|
SU87502A1 |
| Способ навивки бесконечных многопроволочных спиралей и станок для его осуществления | 1986 |
|
SU1493368A1 |
4й Ф-/, ,, . фиг. 11. 14

