(Л
4
со со
00
о оо
несущий катушки 10, 11 с прополокой, невращающуюся оправку 1Д, малогабаритный вибратор, состоящий из колец 15, сепараторов 16, 17 и шариков 18, 19, головку 26 механизма зажима спирали и регулировочный винт 34. Навивка спирали происходит на невращающейся подвижной в осевом направлении
0,01-0,02, при этом головка 26 механизма зажима спирали имеет возможность перемещения вдоль оси невращаю- шейся оправки 14. Прижимные ролики головки механизма зажима спирали смонтированы на горизонтальных осях и прижимаются друг к другу пружинами с возможностью регулировки усилия
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для навивки бесконечных многопроволочных спиралей | 1985 |
|
SU1266624A1 |
| Станок для навивки бесконечных многопроволочных спиралей на невращающуюся оправку | 1976 |
|
SU640795A1 |
| Станок для навивки бесконечных многопроволочных спиралей | 1986 |
|
SU1378996A1 |
| Станок для навивки бесконечных многопроволочных спиралей на невращающуюся оправку | 1971 |
|
SU454957A1 |
| Способ навивки бесконечной многопроволочной спирали | 1976 |
|
SU649493A1 |
| Автомат для изготовления спиралей овального сечения | 1987 |
|
SU1488080A1 |
| Автомат для изготовления плоских спиральных пружин | 1975 |
|
SU534286A1 |
| Станок для многослойной навивки спиралей | 1979 |
|
SU904837A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕВЫХ КОЛЕЦ И УСТРОЙСТВО ДЛЯ НАВИВКИ СПИРАЛИ ИЗ СТАЛЬНОГО ПРОФИЛЯ | 2002 |
|
RU2219036C2 |
| Устройство для непрерывной намотки проволочной спирали | 1975 |
|
SU537742A1 |
Изобретение относится к области изготовления первичных спиралей и позволяет расширить технологические возможности. Станок для реализации способа навивки многопроволочных спиралей из профилированной или круглой проволоки содержит станину 1, вертикальную неподвижную ось 4, полый шпиндель 7, несущий катушки 10, 11 с проволокой невращающуюся оправку 14, малогабаритный вибратор, состоящий из колец 15, сепараторов 16, 17 и шариков 18, 19, головку 26 механизма зажима спирали и регулировочный винт 34. Навивка спирали происходит на невращающейся, подвижной в осевом направлении оправке 14, выполненной с конусностью 0,01...0,02, при этом головка 26 механизма зажима спирали имеет возможность перемещения вдоль оси невращающейся оправки 14. Прижимные ролики головки механизма зажима спирали смонтированы на горизонтальных осях и прижимаются друг к другу пружинами с возможностью регулировки усилия прижатия. 2 с.п.ф-лы, 2 ил.
оправке 14, выполненной с конусностью IQ прижатия. 2 с.п. ф-лы, 2 ил.
Изобретение относится к изготовлению п 1оволочньгх спиралей и может быть использовано для навивки много- проволочньпх спиралей из профилированной или круг лой проволоки.
Цель изобретения - расщирение технологических возможностей.
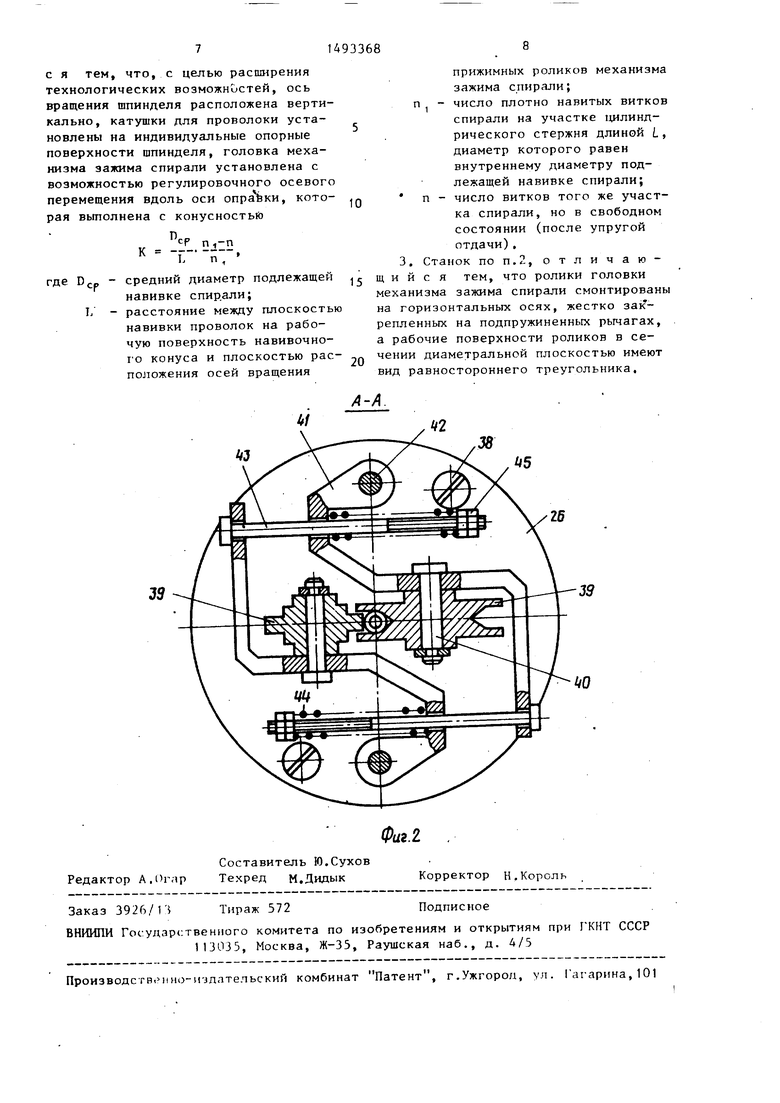
На фиг.1 изображен станок для ре- ализагщи предлагаемого способа, общий вид; на фиг.2 - сечение А-А на фиг.1
Станок для навивки бесконечных многопроволочных спиралей без упругих деформаций кручения содержит станину 1 с несущей плитой 2, на которой . вертика.чьно с помощью гайки 3 укреплена неподвижная ось 4 с установленным на подшипниках 5 и 6 полым шпинделем 7, получающим вращение от электродвигателя 8 посредством клиноре- менной передачи 9. На шпинделе 7 свободно установлены катущки 10 и 11 несущие запас проволоки. Катушка 10 опирается на буртик шпинделя 7, а катущка 11 - на кольцо 12, установленное на шпинделе в трех огранигяен- ной У1лины шпоночных пазах 13, вьшол- ненных на шпинделе под углом 120.
На верхнем торце неподвижной оси 4 выполнен паз, в который выступом установлена невращающаяся оправка 14 рабочая часть которой выполнена с конусностью 0,01-0,02, Величина конусности определена экспериментально В шпинделе установлен малогабаритный выбратор направленных колебаний, состоящий из двух одинаковых колец 15 упорног(1 шарикопол11П1Г1ника с расположенными между ни№ двумя сепараторами 16 и 17, содержащими каждый одинаковое чиг. и. шариков 18 и 19. Кольца 15 установлены подвижно:одна на оправке 14, а друт (те - в гайке- наконечнике 20, К1.1то|1лч фиксирует на шпиндели- rfiuipaTeip 1h, выполненный совместно с дистанционной втулкой, определяющей расстояние между гайкой-наконечником 20 и подщипником 6. Сепаратор 17 установлен на оправку 14 без возможности их относительного вращения. В верхней части гайки- наконечника 20 на подшипниках 21 установлен навивочный конус 22. На внутренней поверхности внешней обечайки шпинделя 7 на неподвижных осях 23 укреплены свободно вращающиеся на них отклоняющие ролики 24.
Свободный конец неврашаюшейся оправки 14 с навитой спиралью 25 входит
в головку 26 мехаштзма зажима спирали. Головка 26 установлена с возможностью вращения на неподвижной полой оси 27, закрепленной на откидной крышке станка 28, поворачивающейся
вокруг неподвижной оси 29, установленной на стойках 30, закрепленных на станине 1. Вращение головке 26 передается от электродвигателя с редуктором 31 посредством клиноременной передачи 32. На откидной крышке 28 закреплена гайка 33, внутри которой установлен регулировочный винт 34 с контргайкой 35. На станине 1 укреплен упор 36.
Головка 26 крепится к шкиву 37 винтами 38 с возможностью некоторого радиального перемещения. Прижимные ролики 39 установлены с возможностью вращения на горизонтальных осях 40, закрепленных в рычагах 41, вращающихся на вертикальных осях 42, жестко закрепленных в головке 26. R отверстия рычагов 41 свободно установлены винты 43 с пружинами 44, силу сжатия которых можно регулировать гайками 45. Конструктивно геометрическая ось неподрихной оси 29 выполнена на одной г оризонтлли с геометрическими осями горизонтальных осей 40 вращения прижимных роликов 39,
Навивка спирали по предлагаемому способу осуществляется следующим образом.
При вращении шпинделя 7 проволоки с катушек 10 и 11, огибая отклоняющие ролики 24, поступают к навивочному конусу 22 и навиваются на невращающуюся оправку 1А, которая за счет сил трения между оправкой и спиралью перемещается вверх, при этом уменьшается расстояние между кольцами 15 упорног о подшипника, В результате шарики 19, расположенные во вращающемся вместе со шпинделем сепараторе, входят в соприкосновение с шариками 18 и вызывают осевую вибрацию невра- шающейся оправки 14. При этом навиваемые витки спирали в процессе навивки опираются на профильную поверхность навивочного конуса 22 и периодически сталкиваются им вдоль оси невращающейся оправки 14 при ее возвратно- поступательном движении.
Головка 26 получают вращение от электродвигателя с редуктором 31 посредством клиноременной передачи 32 в сторону, противоположную вращению шпинделя 7. Частота вращения головки 26 устанавливается на порядок меньшей частоты вращения шпинделя 7, что определено экспериментально.Прижимные ролики 39 при вращении головки 26 об.еспечивают дополнительное закручивание спирали в сторону ее наривки. Необходимая сила нажатия прижимных роликов на спираль, навиваемую на невращаюшуюся оправку 14, обеспечивается силой сжатия пружин 44. Для получения спирали без упругих дефсфмаций кручения необходимо установить требуемое соотнощение между диаметром невращающейся оправки у навивочного конуса (в месте навивки проволоки на оправку) и диаметром оправки в плоскости расположения осей прижимных роликов 39, которое зависит от параметров спирали и механических характеристик проволоки, из которой навивается спираль. Поскольку в зоне навивки спирали невращающаяся оправка 14 имеет коническую форму, для выбора указанного опти10
ной оси невращающейся оправки 14, что осуществляется поворотом откидно крышки 28 вокруг неподвижной оси 29 с помощью регулировочного винта 34 и упора 36.
Пример. В процессе испытания изготовлены следующие спирали.
Iпартия: спираль f 2 мм, двухпро волочная, навита из медной проволоки 00,2 мм, длиной 180 м.
IIпартия: спираль 0 2 мм, одно- проволочная, навита из медной проволоки 0 0,26 мм, длиной 175 мм.
lil партия: спираль 0 2 мм, двух- проволочная, навита из медной проволоки 00,26 мм, длиной 145 м.
Изготовленные образцы спиралей соответствуют предъявляемым к ним требованиям.
Таким образом, изобретение позволяет расширить технологические воз15
20
можности способа и осуществления.
станка для его
25
30
35
Формула изобретения
2,Станок для навивки бесконечных многопроволочных спиралей, содержа50 щий смонтированные на станине полый шпиндель с размещенными на нем катуш ками для проволоки, смонтированную внутри шпинделя соосно с ним и установленную с возможностью осевого пе40
45
мального соотношения меткду этими диа- 55 ремещения оправку, соединенную с метрами,необходимо головку 26 совме- подвижной системой осевого вибратора, и приводную головку механизма
стно с прижимными роликами 39 перемещать вверх или вниз вдоль вертикальзажима спирали, отличающий,
10
93368
ной оси невращающейся оправки 14, что осуществляется поворотом откидной крышки 28 вокруг неподвижной оси 29 с помощью регулировочного винта 34 и упора 36.
Пример. В процессе испытания изготовлены следующие спирали.
Iпартия: спираль f 2 мм, двухпро- волочная, навита из медной проволоки 00,2 мм, длиной 180 м.
IIпартия: спираль 0 2 мм, одно- проволочная, навита из медной проволоки 0 0,26 мм, длиной 175 мм.
lil партия: спираль 0 2 мм, двух- проволочная, навита из медной проволоки 00,26 мм, длиной 145 м.
Изготовленные образцы спиралей соответствуют предъявляемым к ним требованиям.
Таким образом, изобретение позволяет расширить технологические воз15
20
можности способа и осуществления.
станка для его
25
30
35
Формула изобретения
2,Станок для навивки бесконечных многопроволочных спиралей, содержа50 щий смонтированные на станине полый шпиндель с размещенными на нем катушками для проволоки, смонтированную внутри шпинделя соосно с ним и установленную с возможностью осевого пе40
45
зажима спирали, отличающийс я тем, что, с целью расширения технологических возможн истей, ось вращения шпинделя расположена вертикально, катушки для проволоки установлены на индивидуальные опорные поверхности шпинделя, головка механизма зажима спирали установлена с возможностью регулировочного осевого перемещения вдоль оси оправки, которая вьтолнена с конусность
П, К
ср Т
П ,-П
D.p
i;
средний диаметр подлежащей навивке спирали; расстояние между плоскостью навивки проволок на рабочую поверхность навивочно- го конуса и плоскостью расположения осей вращения
143
п . 0
п 5
0
прижимных роликов механизма зажима спирали; число плотно навитых витков спирали на участке 1Д1линд- рического стержня длиной L, диаметр которого равен внутреннему диаметру подлежащей навивке спирали; число витков того же участка спирали, но в свободном состоянии (после упругой отдачи) ,
3, Станок поп,2, отличающийся тем, что ролики головки механизма зажима спирали смонтированы на горизонтальных осях, жестко зак - репленных на подпружиненных рычагах, а рабочие поверхности роликов в сечении диаметральной плоскостью имеют вид равностороннего треугольника.
38
5
26
| Станок для навивки бесконечных многопроволочных спиралей | 1985 |
|
SU1266624A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
