Предметом изобретения является автомат для изготовления сеток радиоламп посредством навивки проволочных нитей на траверсу, состоящую из двух параллельных проволочных стержней.
Автоматы для навивки проволочных нитей на траверсу с применением неподвижной оправки для траверсы и вращающейся головки, несущей катушку для навиваемой нити, известны.
Недостаток таких автоматов заключается в том, что они пригодны только для навивки спиральных витков и не позволяют изготавливать сетки радиоламп с параллельно расположенными витками нитей.
Предлагаемый автомат дает возможность автоматического изготовления сеток с параллельными витками. Это достигается в результате того, что для подачи траверсы применен ползун, снабженный захватом для проволок траверсы и получающий периодическое прямолинейное движение.
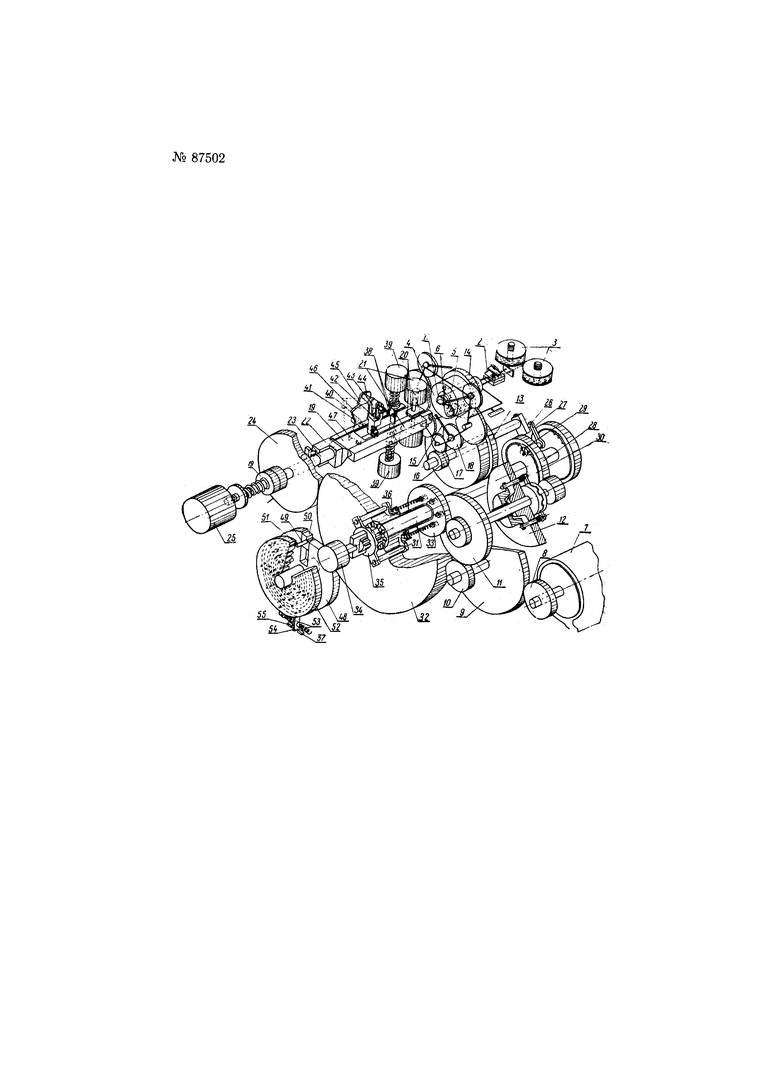
На чертеже изображена конструктивная схема автомата.
Автомат состоит из следующих узлов: неподвижной оправки 1, снабженной отверстиями для траверсы с направляющей прижимной колодкой 2 и катушками 3 для проволок траверсы; вращающейся головки 4, несущей катушку 5 для навиваемой нити и направляющий стержень 6, получающий вращательное движение вместе с головкой от электродвигателя 7 через зубчатые пары 8 и 9, 10 и 11, 12 и 13 и зубчатый венец 14; поворотных сварочных электродов 15, получающих движение от общего привода через шестерни 16 и 18 и паразитные шестерни 17; ползуна 19, несущего зажимное приспособление, губки 20 которого связаны со штоками пневматических цилиндров 21, и получающего периодическое движение через гайку 22 и микрометрический винт 23, скользяще соединенный с шестерней 24 и связанный в осевом направлении со штоком пневматического цилиндра 25; механизма периодического вращения микрометрического винта, состоящего из смонтированного на валу шестерни 13 кривошипа 26 и связанного с ним серьгой 27 храпового диска 28, взаимодействующего посредством собачек 29 с диском 30, укрепленным на валу 31, несущем шестерню 32, сцепленную с шестерней 24 микрометрического винта и соединяемую поочередно с валом 31 или с непрерывно вращающейся шестерней 33 посредством управляемых электромагнитом 34 зубчатой муфты 35 и фрикционной муфты 36; механизма отрезки готовых сеток, состоящего из ножниц 38, укрепленных на штоках пневматических цилиндров 39; поворотного пинцета для съема готовых сеток, состоящего из рычага 40 и прижима 41, взаимодействующего посредством пальца 42 и ушка 43 с валиком 44, получающим вращение через зубчатый сектор 45, зубчатый рычаг 46 и звено 47 от ползуна 19; управляющего электропневматической системой станка счетчика витков, выполненного в виде вращающегося диска 48, сцепленного зубчатым венцом с шестерней 32 и взаимодействующего посредством торцевого штифта 49, смонтированного в радиальной ползушке 50, со спиральной канавкой и переставными упорами 51 и поворотного диска 52, удерживаемого от вращения в обоих направлениях пружинами 53 и взаимодействующего своим выступом 54 с двумя микровыключателями 55 и 37, управляющими переключением привода микрометрического винта 23.
Проволоки траверсы, пропущенные через колодку 2 и отверстия неподвижной оправки 1, захватываются губками 20 и получают прерывистое поступательное движение вместе с ползуном 19. При навивке витков микрометрический винт 23 ползуна получает движение от кривошипа 26 через храповой диск 28, диск 30, вал 31 и шестерню 32, сцепленную зубчатой муфтой 35 с валом 31. При окончании навивки сетки осуществляется быстрое движение ползуна 19 вместе с траверсой посредством пневматического цилиндра 25, шток которого перемещает микрометрический винт в осевом направлении. Возврат ползуна 19 для захвата следующего отрезка траверсы происходит посредством ускоренного непрерывного вращения микрометрического винта шестерней 32, переключенной электромагнитом 34 и фрикционной муфтой 36 на привод от шестерни 33, связанной постоянной зубчатой передачей с электродвигателем 7.
Навиваемая нить, поступающая на траверсу с катушки 5, смонтированной на вращающейся головке 4, направляется стержнем 6 на оправку 1, выполненную для точности укладки нитей со сходящимися под углом направляющими поверхностями, и приваривается в моменты остановок ползуна подвижными электродами 15. Готовая сетка своим передним концом входит под прижим 41 пинцета и отрезается ножницами 38, получающими движение от пневматических цилиндров 39, управляемых от общей электрической системы станка.
При обратном ходе ползуна 19 укрепленное на нем звено 47 повертывает через зубчатый рычаг 46 и зубчатый сектор 45 валик 44, который через ушко 43 и палец 42 прихватывает траверсу прижимом 41, затем поворачивает рычаг 40, поднимает готовую сетку и кладет ее в тару для продукции.
Диск 48, несущий ползушку 50 и штифт 49, связан зубчатым зацеплением с микрометрическим винтом через шестерню 32 и вращается вместе с ней. При вращении диска 48 штифт 49 перемещается по спиральной канавке диска 52, смещаясь в радиальном направлении вместе с ползушкой 50. После определенного числа оборотов диска 48, которое соответствует заданному числу витков на сетке, штифт 49 упирается в переставной упор 51 и повертывает диск 52. Выступ 54 воздействует на микровыключатель 55 или 37, производящий требуемое переключение шестерни 32 посредством электромагнита 34 и связанных с ним зубчатой муфты 35 и фрикционной муфты 36.
При изменении направления вращения шестерни 32 диск 48 счетчика также изменяет направление вращения, вследствие чего штифт 49 с ползушки 50 перемещается в обратном направлении и, взаимодействуя со вторым упором, повертывает диск 52 в обратном направлении и производит очередное переключение привода микрометрического винта и электромагнитов, управляющими пневматическими цилиндрами 39 и 21 ножниц 38 и зажимных губок 20.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство к сетконавивальным автоматам | 1960 |
|
SU135070A1 |
| Устройство для изготовления цилиндрических решеток | 1975 |
|
SU773790A1 |
| Автомат для навивки пружин | 1975 |
|
SU599896A1 |
| Автомат для изготовления двухспиральных пружин с отогнутыми концами | 1985 |
|
SU1294442A1 |
| Автомат для изготовления плоских спиральных пружин | 1975 |
|
SU534286A1 |
| Автомат для изготовления плетеной металлической сетки | 1971 |
|
SU444593A1 |
| Способ навивки на сетконавивальных станках сеток для приемно-усилительных радиоламп и устройство для осуществления способа | 1955 |
|
SU114089A1 |
| Автомат для изготовления волнистых пружинных шайб | 1977 |
|
SU657896A1 |
| Автомат для навивки пружин | 1976 |
|
SU565761A1 |
| МЕХАНИЗИРОВАННАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ РАМОЧНЫХ СЕТОК | 1969 |
|
SU234531A1 |
1. Автомат для изготовления сеток радиоламп способом навивки нити на траверсу, состоящую из двух параллельных проволок, с применением неподвижной направляющей оправки для траверсы и вращающейся вокруг оси оправки головки с катушкой нити, отличающийся тем, что, с целью изготовления сеток с параллельным расположением витков нити, в нем применен для подачи траверсы периодически перемещаемый посредством микрометрического винта ползун с зажимным приспособлением для захвата траверсы.
2. Форма выполнения автомата по п. 1, отличающаяся тем, что, с целью осуществления прерывистого перемещения траверсы с малым шагом при навивании и быстрого перемещения траверсы для образования промежутков между сетками, микрометрический винт поочередно получает прерывистое вращение от кривошипно-храпового механизма, связанного с общим приводом, и прямолинейное ускоренное перемещение от пневматического цилиндра, связанного с электромеханической системой управления автомата.
3. Форма выполнения автомата по пп. 1-2, отличающаяся тем, что для ускорения возврата ползуна в исходное положение после изготовления очередной сетки, микрометрический винт получает непрерывное вращение от отдельного вала, связанного с общим приводом через фрикционную муфту, управляемую соленоидом.
4. Форма выполнения автомата по пп. 1-3, отличающаяся тем, что для обеспечения точности укладки нитей при навивании их на траверсу неподвижная оправка выполнена со сходящимися под углом направляющими нить поверхностями.
5. Форма выполнения автомата по пп. 1-4, отличающаяся тем, что для обеспечения одинаковой величины перемещения ползуна при рабочем и обратном ходе в автомате применено счетно-контрольное устройство, контролирующее число оборотов микрометрического винта в прямом и обратном направлениях и управляющее переключением его привода.
6. Форма выполнения автомата по пп. 1-5, отличающаяся тем, что счетно-контрольное устройство выполнено в нем в виде вращающегося диска, связанного зубчатой передачей с микрометрическим винтом и взаимодействующего посредством торцевого штифта, смонтированного в радиальной ползушке, со спиральной канавкой и переставными ограничительными пальцами поворотного диска, удерживаемого от вращения в обоих направлениях посредством пружин и связанного с двумя микровыключателями, управляющими переключением привода микрометрического винта.
7. Форма выполнения автомата по пп. 1-6, отличающаяся тем, что в нем применены пневматические ножницы для отрезки готовых сеток, снабженные губками для удержания концов траверсы до их захвата зажимным приспособлением ползуна.
8. Форма выполнения автомата по пп. 1-7, отличающаяся тем, что для съема готовых сеток в нем применен поворотный пинцет, связанный посредством зубчатых секторов и тяги с ползуном механизма подачи.
