Изобретение относится к отрасли машиностроения и может быть применено при конструировании машин для расфасовки жидких и пастообразных веш,еств в полимерные мешочки, завариваемые токами высокой частоты, ультразвуком или другими способами.
Известны способы расфасовки жидких и пастооб|разных веш,еств в та;ру из полимерных пленок, заключаюш,иеся в том, что вначале сваривается (оформляется) рукав с дном, который наполняется расфасовываемой жидкостью или пастой, а затем мешочек заваривается сверху через жидкость или пасту (при произвольном заполнении рук.чва и дозировании по длине и толш,ине его) или выше их уровня (при впрыскивании строго установленной дозы в каждом цикле). Питатель, помещенный в рукаве из пленки, не имеет осевого 1перемеш ен«я, не расправляет (не раздвигает) рукава в момент подачи очередной дозы фасуемого материала и не предохраняет стенки рукава от налипания на них материала изнутри. Такой способ предполагает возможность сварки полимерных пленок через фасуемый материал, по он не может быть применен для сварки полимерпых пленок, если их внутренние стенки будут хотя бы смочены изнутри, например эвтектической пастой на основе раствора сульфатов (электролит) и эльгината натрия. Этой пастой заполняются аккумуляторы холода и тепла - изделия бытовой химии. Альгинат натрия, входяш;пй в состав пасты, в момепт сварки поперечного шва засыхает, образуя изнутри прослойку между стенками. Практически шов через эту прослойку сварить невозмол но.
Кроме того, при расфасовке летучих и легковоспламеняюш,ихся веш,еств под воздействием высоких температур (170 - 220°С), возпикающих в момент сварки, происходит интенсивное испарение компонентов, химическое разложение, а в некоторых случаях возможно и воспламенение их. При подаче точных доз через питатель, располол енный выше сварки
поперечного шва рукава, жидкость или паста разбрызгивается и налипает на стенки.
Трудность также п в том, что прп протягивании уже наполпеппого рукава уровень жидкости или пасты в нем повышается за счет
пластичной деформации - сжатия рукава, а затем снова понижается (оседает) прп освобождении нижнего конца рукава, когда нижняя часть его раздувается давлением массы, находящейся в рукаве. В местах поперечной
сварки изнутри остается слой лчидкости или пасты. Поэтому автоматизировать расфасовку таких материалов в тару из полимерных пленок певозмол но. После наполнения предварительно изготовленного мешочка пастой
изнутри горловину мешочка, а затем заварить ее. Процесс расфасовки таких материалов весьма трудоемок, отличается вредными условиями труда (испарения и пожаро-взрывооиасен.
По иредлагаемому способу расфасовки жидких и иастообразных веществ в тару из полимерных пленок для предотвращения попадания фасуемого вещества на внутренние стенки пленки на участке наложения сварного шва на стадии заполнения пакета его устанавливают вертикально и придают с помощью оправки форму наполненной тары, затем, освобождая пакет от оправки, вводят в него одновременно дозу фасуемого вещества, прекращая его нодачу в момент наложения верхнего сварного шва.
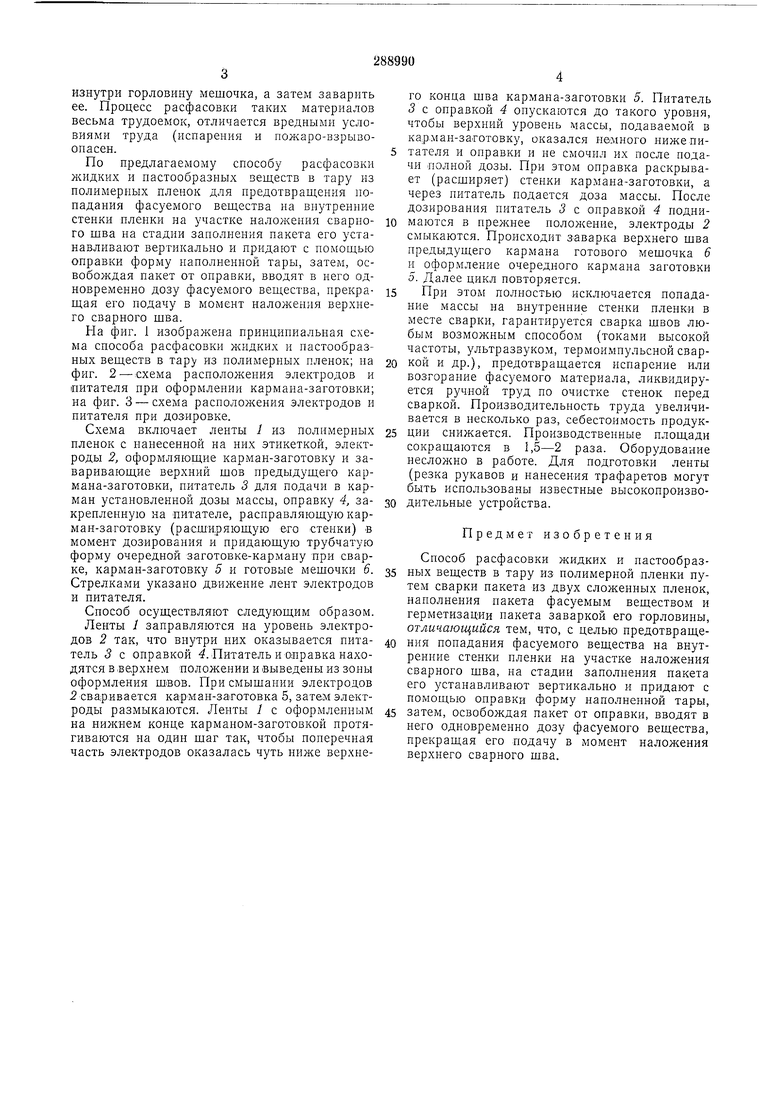
На фиг. 1 изображена принципиальная схема способа расфасовки л идких и иастообразных веществ в тару из полимерных иленок; на фиг. 2--схема расположения электродов и питателя при оформлеиии кармаиа-заготовки; на фиг. 3 - схема расположения электродов и питателя при дозировке.
Схема включает ленты 1 из полимерных иленок с нанесенной на них этикеткой, электроды 2, оформляющие карман-заготовку и заваривающие верхний шов иредыдущего кармана-заготовки, питатель 3 для подачи в карман установленной дозы массы, оправку 4, закрепленную на цитателе, расправляющую карман-заготовку (расширяющую его стенки) в момент дозирования и придающую трубчатую форму очередной заготовке-карману при сварке, карман-заготовку 5 и готовые мешочки 6. Стрелками указано движение лент электродов и питателя.
Способ осуществляют следующим образом.
Ленты 1 заправляются на уровень электродов 2 так, что внутри них оказывается питатель 3 с оправкой .Питатель и оправка находятся в .верхнем положении и |Выведеиы из зоны оформления швов. Присмышании электродов 2 сваривается карман-за1готовка 5, затем электроды размыкаются. Ленты / с оформленным на нижнем конце карманом-заготовкой протягиваются на один шаг так, чтобы поперечная часть электродов оказалась чуть ниже верхнего конца шва кармана-заготовки 5. Питатель 3 с онравкой 4 оиускаются до такого уровня, чтобы верхний уровень массы, подаваемой в карман-за-готовку, оказался немного нижепитателя и оправки и не смочил их после нодачи полной дозы. При этом оправка раскрывает (расширяет) стенки кармана-заготовки, а через питатель подается доза массы. После дозирования иитатель 3 с оиравкой 4 иоднимаются в нрежнее ноложение, электроды 2 смыкаются. Происходит заварка верхнего шва иредыдущего кармана готового мешочка 6 и оформление очередного кармана заготовки 5. Далее цикл повторяется.
При этом полиостью исключается попадание массы на внутренние стенки пленки в месте сварки, гарантируется сварка швов любым возможным способом (токами высокой частоты, ультразвуком, термои.мпульсной сваркой и др.), предотвращается испарение или возгораиие фасуемого материала, ликвидируется ручной труд по очистке стенок перед сваркой. Производительиость труда увеличивается в иесколько раз, себестоимость продукции снижается. Производственные площади сокращаются в 1,5-2 раза. Оборудование иесложно в работе. Для подготовки ленты (резка рукавов и нанесения трафаретов могут быть использованы известные высокопроизводительные устройства.
Предмет изобретения
Способ расфасовки жидких и настообразных веществ в тару из полимерной пленки путем сварки пакета из двух сложенных пленок, наполнения пакета фасуемым веществом и герметизации пакета заваркой его горловины, отличающийся тем, что, с целью предотвращения попадания фасуемого вещества на внутренние стенки пленки на участке наложения сварного шва, на стадии заполнения пакета его устанавливают вертикально и придают с помощью оиравки форму наполненной тары, затем, освобождая пакет от оправки, вводят в него одновременно дозу фасуемого вещества, прекращая его подачу в момент наложения верхнего сварного шва.
f offovo посты foc/nfffffla