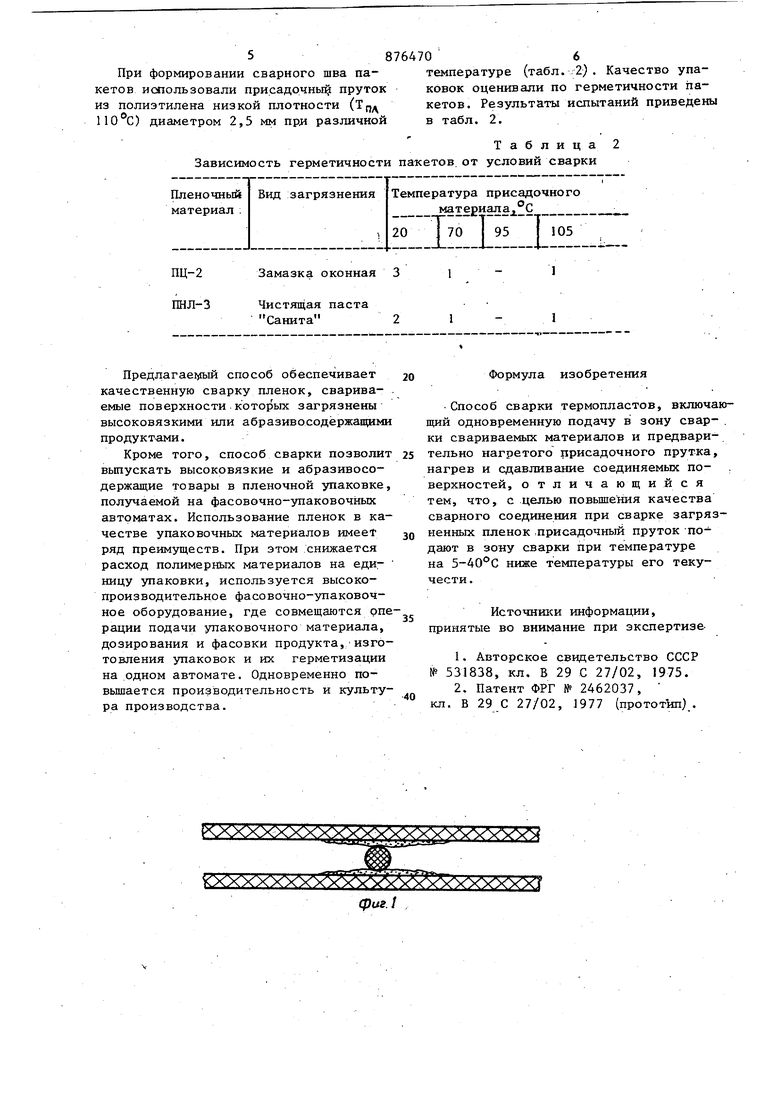
(54) СПОСОБ СВАРКИ ТЕРМОПЛАСТОВ . / , . Изобретение относится к сварке полимерных материалов, преимущественно комбинированных пленок, поверхность которых загрязнена веществами различной вязкости, например консистентными смазками или поверхностно-активными веществами, веществами с содержанием абразивных включений, например чистящими пастами бытового назначения, или запылена.. Известен способ, соединения тканей путем нагревания и сдавливания с при менением промежуточного слоя, на по верхность которого наносится органическая перекись fll . Недостатком данного способа является необходимость очистки свариваемых поверхностей.. Наиболее, близким к предлагаемому является способ сварки термопластов, включающий одновременную подачу в зо ну сварки свариваемых материалов и предварительно нагретого присадочного прутка,.нагрев и сдавливание со-- . единяемых поверхностей 23Недостаток указанного способа заключается в том, что он не обеспечи- ; вает качественную сварку загрязненных пленок, так как под действием давления находящийся в вягзкотекучем состоянии пруток, растекается по поверхности в основном за счет деформации внутренней массы. При этом перемещение -верхних слоев прутка относительно нижних поверхностей пленок практически отсутствует. В результате отсутствия указанного перемещения в случае сваривания загрязненных поверхностей загрязнение не удаляется и остается на свариваемых поверхностях. Цель изобретения - повьшение качества Сварного соединения при сварке загрязненных пленок. Указанная цель достигается тем, что в способе сварки термопластов, включающем одновременную подачу в зо ну сварки свариваемых материалов и предварительно, нагретого присадочного прутка, нагрев и сдавливание соединяемых поверхностей, присадочный пруток подают в зону сварки при температуре на 5-40с ниже температуры его текучести. При таком осуществлении способа подводимое в зону образования шва, теп ло разогревает верхний слой присадочного прутка, переводя этот слой в вяз котекучее состояние, при этом сердцевина прутка остается некоторое, время в вые око эластичном состояний. В момент приложения давления с одновременным подводом тепла гарантированной ;3оной течения расплава прутка в начальный момент является область непосредственного контакта последнего с загрязненной поверхностью. Существующий в начальный момент контакт, представляющий собой линию сопряжения пло ких поверхностей пленок ,.с круглым в сечении прутком, расширяясь, вытесняет загрязнения, крторые адсорбируются расплавом и вместе с ним вытесняются из ареала шва на его периферию. На фиг. 1-3 показан процесс-образо вания сварного соединения. Способ сварки термопластов заключается в следующем. Загрязненные упаковываемыми продук тами пленки, подлежащие сварке, вмест с расположенным между ними присадочным прутком подают в зону сварки с по следующим зажимом соединяемых пленок и присадочного материала между сварочными элементами с одновременным разогревом зоны шва. Присадочный пруток подается в зону шва предварительно нагретым до температуры на 5-40 С ниже температуры его текучести. Массу присадочного материала, его предпочтительную форму, усилие прижима и степень нагрева выбирают в зависимости от толщины и термических свойств свариваемых материалов и содержания абразивов в загрязнении. Сечение профиля присадочного мате- риал.а выбирают из расчета обеспечения начального контакта по образующей. При сваривании разнотолщинных материалов подвод тепла осуществляют пропорционально их толщинам. П р и м е р. Заваривались упаковки из комбинированных пленок: полиэтилен-целлофан марки ПЦ-2 (гост 6-06-4-75 ; полиэтилентерефталатной ламинированной марки ПНЛ-3 (ТУ 6-05-1831-77). В пакеты из указанных пленок затаривались следующие продукты: чистящая паста Санита (ТУ 6-15-521-76} и замазка оконная (ГОСТ 6-15-364-74). После заполнения пакеты заваривались в условиях загрязнения сторон пакетов продуктом. Сварку осуществляли термоконтактным способом со следующими параметрами: температура сварки 1 140°С; усилие прижима Р 2 кгс/см ;время сварки 1,5 с. Полученные результаты приведены в табл. 1.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ стыковой сварки деталей из термопластов | 1988 |
|
SU1597293A1 |
| Пистолет для сварки термопластов расплавленным присадочным прутком | 1982 |
|
SU1054077A1 |
| Устройство для сварки термопластов | 1977 |
|
SU657996A1 |
| Устройство для сварки термопластов | 1977 |
|
SU704808A1 |
| Устройство для сварки термопластов нагретым присадочным материалом | 1983 |
|
SU1106664A1 |
| Способ сварки термопластичных пленок и устройство для его осуществления | 1979 |
|
SU897546A1 |
| Устройство для сварки полимерных материалов | 1987 |
|
SU1454721A1 |
| Пистолет для сварки термопластов | 1980 |
|
SU919898A2 |
| Устройство для сварки термопластов нагретым присадочным материалом | 1986 |
|
SU1380996A2 |
| СПОСОБ ФОРМОВАНИЯ УСИЛИВАЮЩИХ УТОЛЩЕНИЙ НА ИЗДЕЛИЯХ ИЗ ГИБКИХ ПОЛОТЕН В МЕСТАХ ПЕРЕСЕЧЕНИЯ СВАРНЫХ ШВОВ МЕТОДОМ ВЫСОКОЧАСТОТНОЙ СВАРКИ | 2023 |
|
RU2823891C1 |

Прочность сварных швов пакетов, кгс/см
2,5 2,5
ПЦ-2 3,7 3,7 ПНЛ-3
Таблица 1
При формировании сварного шва пакетов использовали присадочньщ пруток из полиэтилена низкой плотности (Тг,д 110°С) диаметром 2,5 мм прл различной Зависимость герметичности пакетов от условий сварки 11редлагаег)1ый способ обеспечивает качественную сварку пленок, свариваемые поверхности которых загрязнены высоковязкими или абразивосодёржащими продукт-ами. Кроме того, способ сварки позволит выпускать высоковязкие и абразивосодержащие товары в пленочной упаковке, получаемой на фасовочно-упаковочных автоматах. Использование пленок в качестве упаковочных материалов имеет ряд преимуществ. При этом снижается расход полимерных материалов на единицу упаковки, используется высокопроизводительное фасовочно-упаковочное оборудование, где совмещаются Рпе рации подачи упаковочного материала, дозирования и фасовки продукта, изготовления упаковок и их герметизации на одном автомате. Одновременно повьшается производительность и культура производства.
8764706
температуре (табл.-2). Качество упаковок оценивали по герметичности пакетов. Результаты испытаний приведены в табл. 2.
Таблица 2 Формула изобретения Способ сварки термопластов, включающий одновременную подачу в зону сварки свариваемых материалов и предварительно нагретого присадочного прутка, нагрев и сдавливание соединяемых по- . верхностей, отличающийся тем, что, с целью повьшения качества сварного соединения при сварке загрязненных пленок .присадочный пруток -подают в зону сварки при температуре на ниже температуры его текучести . Источншси информации, принятые во внимание при зкспертизе1.Авторское свидетельство СССР № 531838, кл. В 29 С 27/02, 1975. 2.Патент ФРГ № 2462037, кл. В 29 С 27/02, 1977 (прототип) .
ххххххх:
