Изобретение относится к области специальной электрометаллургии и может быть использовано для выплавки слитков тугоплавких и высокореакционных металлов и сплавов, преимущественно титановых, способом вакуумной дуговой плавкой в гарнисажных печах.
Известна конструкция водоохлаждаемого тигля с закладным стержнем и закладной задней стенкой с контрольными термопарами, при этом задняя закладная стенка выполнена из титанового сплава. Указанный тигель используется в работе вакуумной дуговой гарнисажной печи (Патент РФ на изобретение №2194780, МПК С22В 9/21, F27B 14/10, публ. 20.12.2002).
Недостатком известного устройства является возможность проливов расплавленного металла за пределы тигля в зазоры между закладной и задней стенкой (что увеличивает риск повреждения элементов оборудования), а также прилипание гарнисажа к закладней стенке.
Известен способ гарнисажной плавки металла, включающий подготовку шихтового материала, его загрузку в тигель, размещение закладного стержня в задней стенке тигля, установку гарнисаж-электрода в электрододержатель, плавку расходуемым гарнисаж-электродом шихты и слив расплава, при этом шихтовый материал загружают в зону тигля, ограниченную передней и боковыми стенками и плоскостью, проходящей по поверхности гарнисаж-электрода, обращенной к задней стенке тигля, а плавку осуществляют преимущественно в зоне, противоположной размещению закладного стержня (Патент РФ№2246547, публ. 20.02.2005, МПК С22В 9/21, F27B 14/08) - прототип.
Недостатком известного способа является невозможность многократного использования закладного стержня, устанавливаемого в заднюю стенку тигля и являющегося составной частью расходуемого электрода. После проведения гарнисажной плавки и слива переплавленного металла осуществляется операция дополнительного доплавления остатка расходуемого электрода-гарнисажа до заданной величины, во время которого расходуется и стержень, что требует его замены после проведения 2-3 плавок.
Задачей, на решение которой направлено изобретение, является повышение эффективности плавки в вакуумной дуговой гарнисажной печи при обеспечении взрывобезопасности процесса.
Техническими результатами, достигаемыми при осуществлении изобретения, являются уменьшение расхода закладных стержней, исключение операции доплавления, повышение безопасности процесса выплавки слитков из высокореакционных сплавов за счет минимизации рисков пролива расплава за пределы тигля.
Указанный технический результат достигается тем, что в плавильной тигле вакуумной дуговой гарнисажной печи, содержащем металлический водоохлаждаемый корпус, состоящий из задней стенки с закладным стержнем, днища, боковых стенок и передней стенки со сливным носком, электрододержатель с креплением и расходуемый электрод-гарнисаж, согласно изобретению тигель снабжен закладной плитой, размещенной на внутренней поверхности задней стенки тигля, и закладной стенкой, выполненной за одно целое с закладной плитой, с образованием вместе с закладным стержнем закладного блока, при этом закладная плита выполнена по форме внутреннего поперечного сечения тигля с центральным сквозным отверстием для размещения закладного стержня, закладная стенка выполнена по форме выемки в задней стенке тигля с учетом формы поперечного сечения закладного стержня, а на торце закладного стержня выполнен упорный выступ для прижима закладной плиты к задней стенке и фиксации ее на закладной стержне тигля в процессе гарнисажной плавки, причем закладной стержень, закладная стенка и закладная плита изготовлены из сплава, аналогичного по химическому составу переплавляемому сплаву. Упорный выступ на торце закладного стержня выполнен в виде цилиндрического бурта, при этом сквозное отверстие в закладной плите выполнено таким образом, что его продольная ось максимально приближена к координатам центра тяжести объемного тела, состоящего из закладного блока и соединенного с ней расходуемого электрода-гарнисажа, устанавливаемого при последующих плавках в вертикальное положение в крепление электрододержателя. На верхнем торце закладного блока выполнены проушины для взаимодействия с подъемно-транспортным устройством.
Также технический результат достигается тем, что способ гарнисажной плавки металлов с использованием плавильного тигля вакуумной дуговой гарнисажной печи включает подготовку шихтового материала, его загрузку в тигель, сборку закладного блока посредством установки закладного стержня в отверстие закладной плиты, размещение закладного стержня в задней части тигля, размещение закладного блока в плавильном тигле, установку электрода-гарнисажа в электрододержатель, плавку расходуемым электродом-гарнисажем шихты и слив расплава, извлечение закладного блока из тигля после плавки, при этом закладной блок извлекают из тигля с возможностью его установки в тигель при проведении последующих плавок аналогичного сплава. На боковую поверхность закладной плиты наносят метки для контроля остатка расходуемого электрода-гарнисажа.
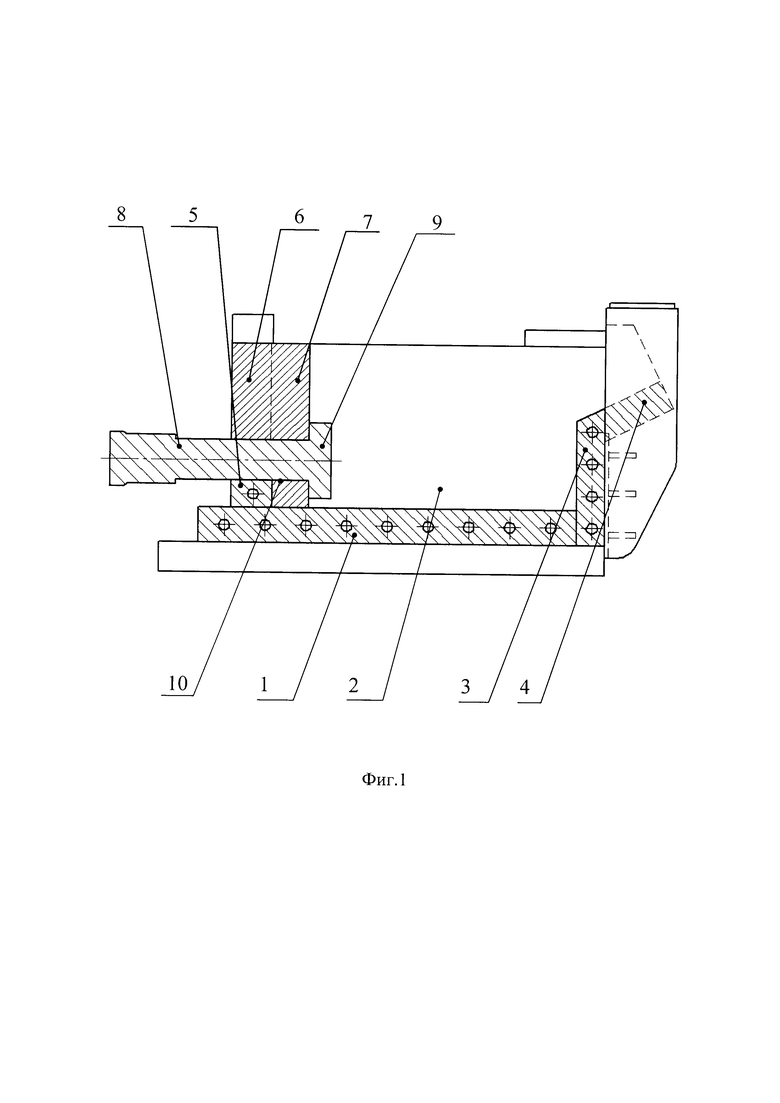
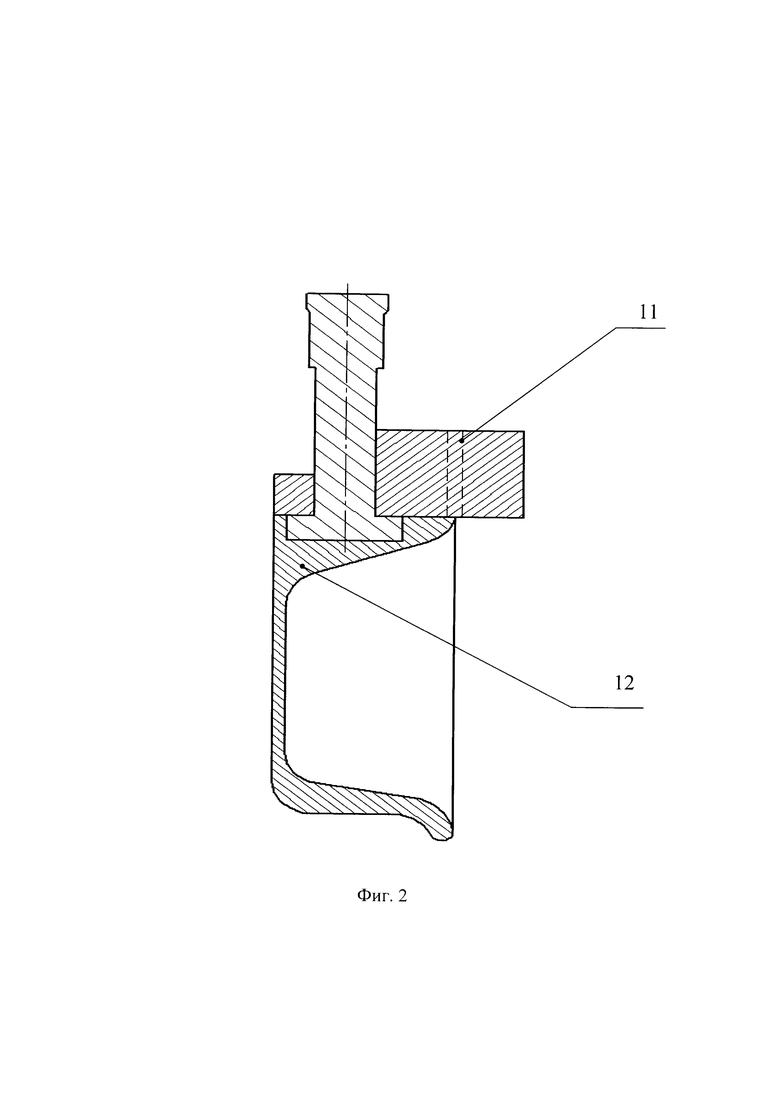
Сущность предлагаемого изобретения поясняется чертежом. На фиг. 1 изображен общий вид плавильного тигля, установленного в печи перед началом плавки, в продольном разрезе. На фиг. 2 изображен общий вид расходуемого электрода-гарнисажа, извлеченного из плавильного тигля после осуществления плавки.
Плавильный тигель содержит водоохлаждаемый корпус, состоящий из днища 1, боковых стенок 2, симметричных относительно продольной оси тигля, передней стенки 3 со сливным носком 4, задней стенки 5. Также тигель содержит закладной блок, включающий закладную стенку 6, закладную плиту 7 и закладной стержень 8. На торце закладного стержня выполнен выступ 9. В закладной плите выполнено сквозное отверстие 10 для установки закладного стержня. На боковой поверхности закладной плиты нанесены метки 11 для контроля остатка расходуемого электрода-гарнисажа 12.
Плавильный тигель работает, а способ осуществляют следующим образом.
Перед подготовкой плавки отдельно изготавливают закладной стержень и элемент закладного блока, состоящий из закладной плиты и закладной стенки. Элемент изготавливают из сплава, аналогичного по химическому составу, переплавляемому при плавке. Закладная плита выполнена по форме внутреннего поперечного сечения тигля, а закладная стенка выполнена по форме выемки в задней стенке тигля с учетом формы поперечного сечения закладного стержня. В закладной плите выполняют сквозное отверстие для размещения закладного стержня. Закладной стержень также изготавливают из сплава, сходного по составу переплавляемому. На торце закладного стержня выполнен выступ для прижима закладной плиты к задней стенке тигля и фиксации ее на закладном стержне тигля в процессе гарнисажной плавки. Для упрощения конструкции стержня и удобства изготовления выступ может быть выполнен в виде цилиндрического бурта. Сквозное отверстие в закладной плите выполнено таким образом, что его продольная ось максимально приближена к координатам центра тяжести объемного тела, состоящего из закладного блока и соединенного с ней гарнисажа, являющегося расходуемым электродом и устанавливаемого при последующих плавках в вертикальное положение в крепление электрододержателя. Это позволяет ограничить смещение расходуемого электрода-гарнисажа, уменьшить изгибающие усилия и максимально обеспечить его вертикальное положение при установке в электрододержатель и в процессе плавки. Для контроля остатка расходуемого электрода-гарнисажа на боковой поверхности закладной плиты нанесены метки. Затем осуществляют сборку закладного блока, в состав которого входит закладной стержень, закладная плита с закладной стенкой. Сборка закладного блока производится непосредственно в тигле с размещением закладного стержня в отверстии закладной плиты и фиксацией стержня посредством торцевого выступа. После размещения закладного блока в тигель до требуемого уровня загружают шихту, далее устанавливают корпус печи. На электрододержателе печи размещают расходуемый электрод-гарнисаж, полученный от предыдущей плавки. После вакуумирования камеры печи между расходуемым электродом и шихтой разжигается электрическая дуга, и осуществляется сплавление электрода и шихты до образования необходимого объема жидкой ванны расплава в тигле. Производится наклон тигля, слив расплава в кристаллизатор печи, возврат тигля в исходное положение, последующее доплавление остатка расходуемого электрода-гарнисажа. Слитый расплав охлаждается в кристаллизаторе, а в тигле при охлаждении оставшегося расплава формируется расходуемый электрод-гарнисаж для последующей плавки. При охлаждении слитка и электрода-гарнисажа до требуемой температуры производится раскрытие печи и извлечение из тигля гарнисажа, представляющего собой оставшийся неслитый металл и имеющий форму тигля, совместно с заплавленным закладным блоком. При этом гарнисаж и закладной блок прочно сварены между собой после заливки расплавом зоны, прилегающей к упорному выступу закладного стержня, и последующего охлаждения расплава с образованием гарнисажа. Данная конструкция готова для использования в качестве расходуемого электрода-гарнисажа на следующую плавку. Перед проведением второй плавки производится сборка следующего комплекта закладного блока идентично предыдущему. После размещения закладного блока в тигель укладывается основная шихта, после чего устанавливается корпус и расходуемый электрод-гарнисаж, полученный на первой плавке, после чего печь вакуумируется. После вакуумирования производится процесс плавления. В данном случае процесс плавления будет прекращаться в момент достижения меток для контроля остатка расходуемого электрода-гарнисажа, размещенными на боковой поверхности закладной плиты. При этом после слива расплава в кристаллизатор доплавление остатка расходуемого электрода-гарнисажа отсутствует. Таким образом, после проведения плавки от расходуемого электрода-гарнисажа остается закладной блок, который можно устанавливать на следующую плавку. После охлаждения печи осуществляют ее раскрытие, производится извлечение из печи гарнисажа совместно с заплавленным закладным блоком.
Перед проведением третьей плавки в тигель устанавливается остаток расходуемого электрода от второй плавки - закладной блок. Установка закладного блока производится подъемно-транспортным устройством за проушины, расположенные в закладном блоке. В качестве расходуемого электрода используется расходуемый электрод-гарнисаж, полученный в результате второй плавки. Далее все технологические операции повторяются.
Промышленная применимость подтверждается примером конкретного выполнения изобретения.
По вышеописанной технологии проведена серия из 5 плавок сплава 6AL4V, результаты которых подтвердили промышленную применимость изобретения. В результате получены слитки запланированной массы 5000 кг, использовано 2 закладных стержня, которые в составе закладного блока возможно использовать на последующих плавках. За счет исключения операции доплавления остатка расходуемого электрода цикл плавления сокращен в среднем на 30 минут.
Таким образом, заявляемое устройство позволяет снизить затраты на изготовление продукции и повысить безопасность процесса выплавки слитков из высокореакционных сплавов в вакуумных дуговых гарнисажных печах.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВАКУУМНАЯ ДУГОВАЯ ГАРНИСАЖНАЯ ПЕЧЬ | 2010 |
|
RU2451758C1 |
| ВАКУУМНАЯ ДУГОВАЯ ГАРНИСАЖНАЯ ПЕЧЬ | 2001 |
|
RU2194780C1 |
| СПОСОБ ГАРНИСАЖНОЙ ПЛАВКИ МЕТАЛЛОВ И ГАРНИСАЖНАЯ ПЕЧЬ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2246547C1 |
| ВАКУУМНАЯ ДУГОВАЯ ГАРНИСАЖНАЯ ПЕЧЬ | 2012 |
|
RU2496890C1 |
| ВАКУУМНАЯ ДУГОВАЯ ГАРНИСАЖНАЯ ПЕЧЬ | 2005 |
|
RU2288287C2 |
| ВАКУУМНЫЙ ДУГОВОЙ ГАРНИСАЖНЫЙ АГРЕГАТ | 2008 |
|
RU2394925C2 |
| ВАКУУМНАЯ ДУГОВАЯ ГАРНИСАЖНАЯ ПЕЧЬ | 2004 |
|
RU2283355C2 |
| ВАКУУМНАЯ ДУГОВАЯ ГАРНИСАЖНАЯ ПЕЧЬ | 2007 |
|
RU2360014C2 |
| СПОСОБ КОНТРОЛЯ И УПРАВЛЕНИЯ РЕЖИМАМИ РАБОТЫ ГАРНИСАЖНЫХ ВАКУУМНЫХ ЭЛЕКТРОДУГОВЫХ ПЕЧЕЙ | 2005 |
|
RU2304177C1 |
| ПЛАВИЛЬНЫЙ ВОДООХЛАЖДАЕМЫЙ ТИГЕЛЬ | 2000 |
|
RU2166714C1 |
Изобретение относится к плавильному тиглю вакуумной дуговой гарнисажной печи для выплавки слитков тугоплавких и высокореакционных металлов и сплавов, преимущественно титановых. Плавильный тигель содержит металлический водоохлаждаемый корпус с закладным стержнем с электрододержателем для гарнисажа, являющегося расходуемым электродом, состоящий из задней стенки с закладной стенкой, днища, боковых стенок, передней стенки со сливным носком, закладной блок, в состав которого входит закладной стержень, закладная плита, размещенная на внутренней поверхности задней стенки тигля, и закладная стенка, выполненная за одно целое с закладной плитой, при этом закладная плита выполнена по форме внутреннего поперечного сечения тигля из сплава, аналогичного по химическому составу переплавляемому сплаву, причем в закладной плите выполнено центральное отверстие для размещения закладного стержня, а на торце закладного стержня выполнен упорный выступ для прижима закладной плиты к задней стенке тигля и фиксации ее на закладном стержне тигля в процессе гарнисажной плавки. Упорный выступ на торце закладного стержня выполнен в виде цилиндрического бурта, при этом сквозное отверстие в закладной плите выполнено таким образом, что его продольная ось максимально приближена к координатам центра тяжести объемного тела, состоящего из закладного блока и соединенного с ней гарнисажа, являющегося расходуемым электродом и устанавливаемого при последующих плавках в вертикальное положение в крепление электрододержателя. На верхнем торце закладного блока выполнены проушины для взаимодействия с подъемно-транспортным устройством. Перед размещением закладного стержня в тигле осуществляют сборку закладного блока посредством установки закладного стержня в отверстие закладной плиты и размещают закладной блок в плавильном тигле, а после плавки закладной блок извлекают из тигля и используют при последующих плавках аналогичного сплава. На боковую поверхность закладной плиты наносят метки для контроля остатка расходуемого электрода-гарнисажа. Обеспечивается снижение стоимости продукции за счет уменьшения расхода закладных стержней, исключения операции доплавления, повышение безопасности процесса выплавки слитков тугоплавких и высокореакционных металлов и сплавов, преимущественно титановых, за счет минимизации рисков пролива расплава за пределы тигля. 2 н. и 3 з.п. ф-лы, 2 ил. 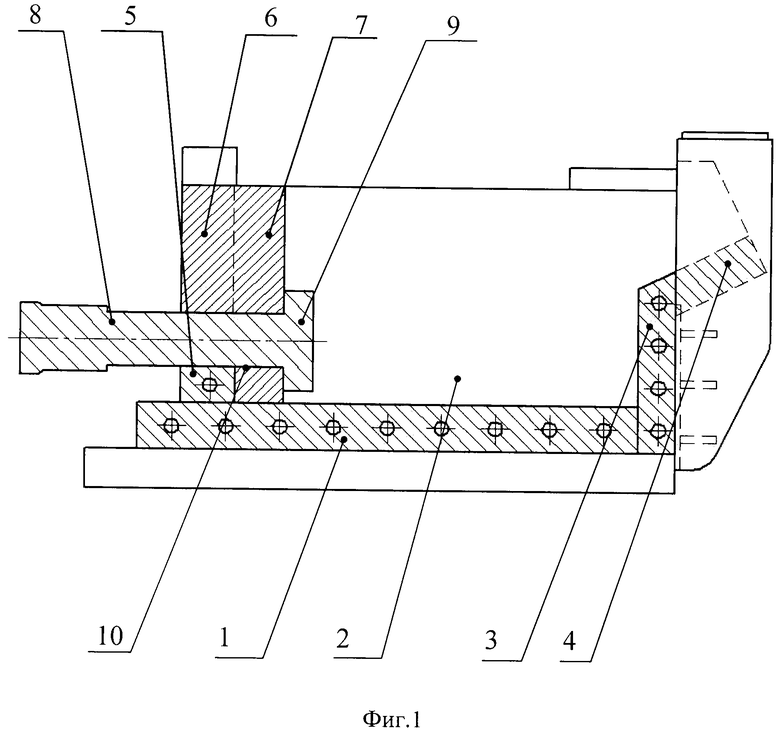
1. Плавильный тигель вакуумной дуговой гарнисажной печи, содержащий металлический водоохлаждаемый корпус, состоящий из задней стенки с закладным стержнем, днища, боковых стенок и передней стенки со сливным носком, электрододержатель с креплением и расходуемый электрод-гарнисаж, отличающийся тем, что тигель снабжен закладной плитой, размещенной на внутренней поверхности задней стенки тигля, и закладной стенкой, выполненной за одно целое с закладной плитой, с образованием вместе с закладным стержнем закладного блока, при этом закладная плита выполнена по форме внутреннего поперечного сечения тигля с центральным сквозным отверстием для размещения закладного стержня, закладная стенка выполнена по форме выемки в задней стенке тигля с учетом формы поперечного сечения закладного стержня, а на торце закладного стержня выполнен упорный выступ для прижима закладной плиты к задней стенке и фиксации ее на закладной стержне тигля в процессе гарнисажной плавки, причем закладной стержень, закладная стенка и закладная плита изготовлены из сплава, аналогичного по химическому составу переплавляемому сплаву.
2. Плавильный тигель по п. 1, отличающийся тем, что упорный выступ на торце закладного стержня выполнен в виде цилиндрического бурта, при этом сквозное отверстие в закладной плите выполнено таким образом, что его продольная ось максимально приближена к координатам центра тяжести объемного тела, состоящего из закладного блока и соединенного с ней расходуемого электрода-гарнисажа, устанавливаемого при последующих плавках в вертикальное положение в крепление электрододержателя.
3. Плавильный тигель по п. 1, отличающийся тем, что на верхнем торце закладного блока выполнены проушины для взаимодействия с подъемно-транспортным устройством.
4. Способ гарнисажной плавки металлов с использованием плавильного тигля вакуумной дуговой гарнисажной печи по любому из пп. 1-3, включающий подготовку шихтового материала, его загрузку в тигель, сборку закладного блока посредством установки закладного стержня в отверстие закладной плиты, размещение закладного стержня в задней части тигля, размещение закладного блока в плавильном тигле, установку электрода-гарнисажа в электрододержатель, плавку расходуемым электродом-гарнисажем шихты и слив расплава, извлечение закладного блока из тигля после плавки, при этом закладной блок извлекают из тигля с возможностью его установки в тигель при проведении последующих плавок аналогичного сплава.
5. Способ по п. 4, отличающийся тем, что на боковую поверхность закладной плиты наносят метки для контроля остатка расходуемого электрода-гарнисажа.
| СПОСОБ ГАРНИСАЖНОЙ ПЛАВКИ МЕТАЛЛОВ И ГАРНИСАЖНАЯ ПЕЧЬ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2246547C1 |
| ВАКУУМНАЯ ДУГОВАЯ ГАРНИСАЖНАЯ ПЕЧЬ | 2001 |
|
RU2194780C1 |
| ВАКУУМНАЯ ДУГОВАЯ ГАРНИСАЖНАЯ ПЕЧЬ | 2004 |
|
RU2283355C2 |
| ВАКУУМНАЯ ДУГОВАЯ ГАРНИСАЖНАЯ ПЕЧЬ | 2007 |
|
RU2360014C2 |
| RU 147455 U1, 10.11.2014 | |||
| DE 3141312 A, 07.07.1983 | |||
| Жидкое азотное удобрение и способ его получения | 1983 |
|
SU1279982A1 |

