Известны устройства для упрочнения пружин, В частностн листовых рессор, прокаткой их между валками различного диаметра.
Описываемое устройство для упрочнения дружин в отличие от известных снабжено опорой, ловоротной в вертикальной средней плоскости рабочего валка 1Мбньшего диаметра, и зажимными роликами, установленными по обе стороны рабочего вал-ка большего диаметра. Зажимные ролики взаимно смещены та;ким образом, чго создают доиол1нптельный крутяи1ий момент.
Таская конструкция устройства предотврлщает выталкив1Н|1е рессорного листа из валков при колебаниях толщины исходного материала, а также увеличивает усилие подачи листа.
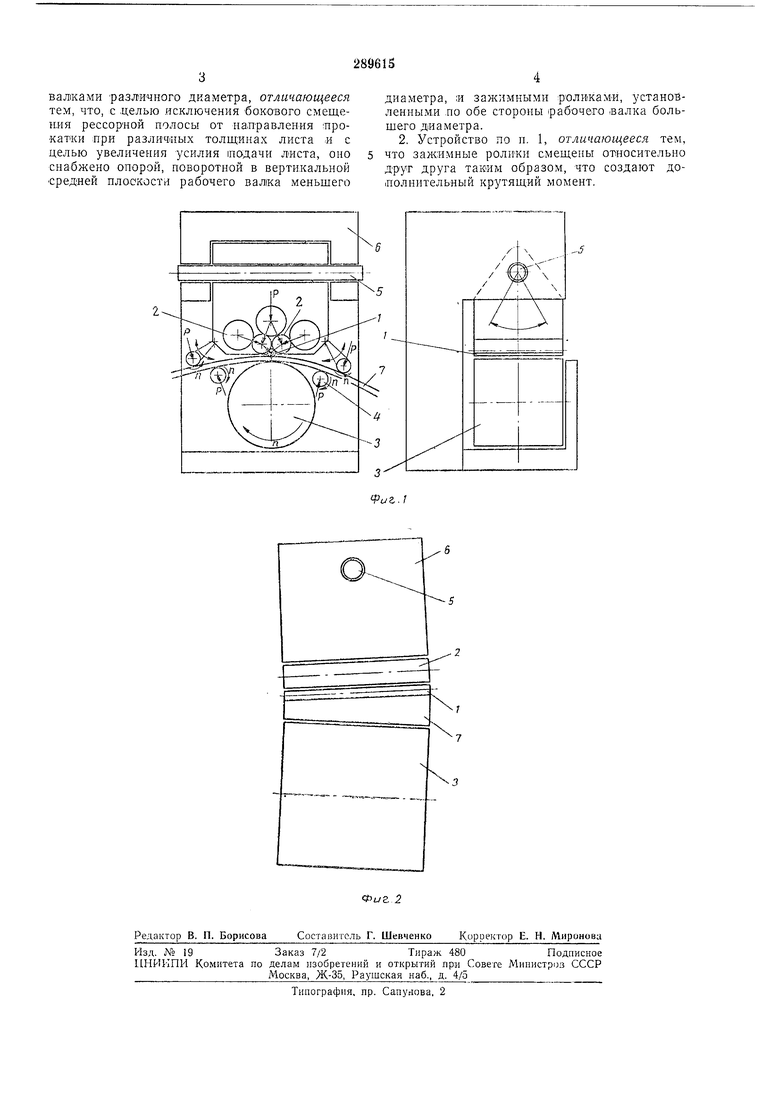
На ф«г. 1 схематически изображено нредлагаемое устройство -в двух -проекциях; на ф;иг. 2- положение поворотной опоры с рабочим« валками при обкатывании разнотолщннной рессориой полосы.
Устройство .состоит из рабочих валков меньшего диаметра 7 и большего диаметра ., оиорных валков 3, зажимных роли.ков 4, иоворотной аноры 5. Все эти элементы установлены в корпусе 6.
2
ке в валках с соответствующей 1коитпктной прочностью.
Неред :поверхиостным упрочнением за счег давления при прокатке растянутая сторона рессоры шлифуется. Затем сжатая сторона по сравнению с растянутой стороной пластически деформируется под действием более высокого да вления, так чго возникает отрицательное предварительное напряжение, которое при нагрузке рессоры должно быть снято, :преждо чем ПОЯВИТСЯ 11апряжен11е растяжения.
Чтобы при давлений на поверхность получить достаточн1, захват, ia ириподном палке установлены боковые зажимные ро.чики, расстояиие между которыми зависит от давления рабочего валка и толщииы рессорного листа. Эти ролики выполнены одновременно растягивающими и иодаюи;нми. Оии способствуют та1кже увеличению угла охвата рессорного листа со стороны нри водного валка.
Рессорный лист закладывается в устройство и нод действием приводного рабочего валка 2 и зажнмиых ролпчов 4 перемещается вперед нод давлением валка, имеющего весьма небольшой Диамегр по сравнению с диаметром онорного валка 3.
вал1ками различного диаметра, отличающееся тем, что, с делыо исключения бокового смещения рессорной полосы от направления :прокатки при разлнча1ых толщинах листа и с целью увеличения усилия шодачи листа, оно снабжено опорой, поворотной в вертикальной средней ПЛОСКОСТИ рабочего валка меньщего
диаметра, ;и зажимными роликами, установленными ло обе стороны |раб0чего валка больщего диаметра.
2. Устройство по и. 1, отличающееся тем, что залсимные ролики смещены относительно друг друга таким образом, что создают до|Полнительный крутящий момент.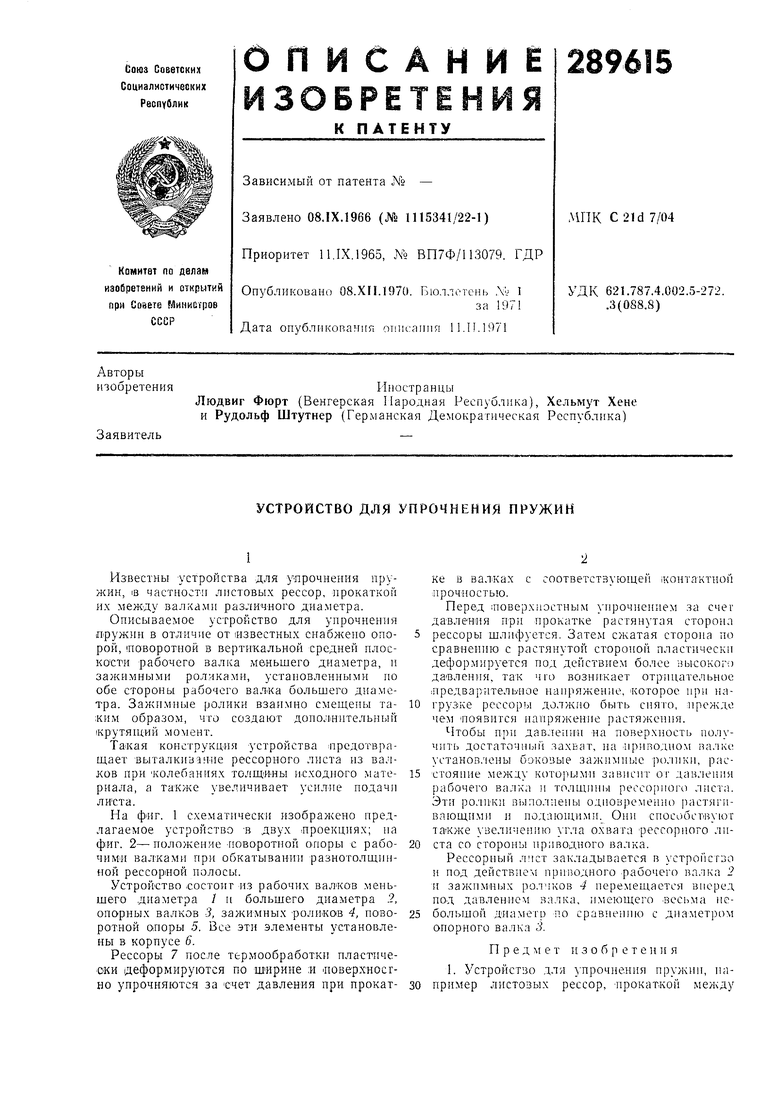
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА РЕССОРНЫХ ПОЛОС ПОСТОЯННОЙ ШИРИНЫ И ИЗМЕНЯЮЩЕЙСЯ ТОЛЩИНЫ | 2003 |
|
RU2239510C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРУЖИН | 1969 |
|
SU247138A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ПЕРЕМЕННОГО ПРОФИЛЯ, ПРЕИМУЩЕСТВЕННО МАЛОЛИСТОВЫХ РЕССОР, И СПОСОБ ПРОКАТКИ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2212972C1 |
| СПОСОБ ПРОКАТКИ ИЗДЕЛИЙ ПЕРЕМЕННОГО ПРОФИЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2115503C1 |
| Узел валков для прокатки периодических профилей с переменной по длине высотой | 1990 |
|
SU1789313A1 |
| СПОСОБ УВЕЛИЧЕНИЯ СОРТАМЕНТА ПРОКАТА ОБОРУДОВАНИЯ ДЛЯ ПРОКАТКИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ И ПРЕДНАЗНАЧЕННОЕ ДЛЯ ЭТОГО ОБОРУДОВАНИЕ | 2003 |
|
RU2344890C2 |
| СПОСОБ ПРОИЗВОДСТВА РЕССОРНЫХ ЗАГОТОВОК ПОСТОЯННОЙ ШИРИНЫ С ЭЛЕМЕНТАМИ ПЕРЕМЕННОЙ И ПОСТОЯННОЙ ТОЛЩИНЫ | 2012 |
|
RU2501622C1 |
| СТЕНД ДЛЯ РИХТОВКИ РЕССОРНЫХ ЛИСТОВ И СЖАТИЯ СОБРАННЫХ В ПАКЕТ ЛИСТОВ | 1971 |
|
SU430922A1 |
| Веломобиль с пневмоаккумуляторным приводом | 1988 |
|
SU1717471A1 |
| ФОРМОВОЧНАЯ МАШИНА И УСТАНОВКА ДЛЯ ЦИЛИНДРИЧЕСКОГО ИЗГИБАНИЯ ЛИСТОВ | 1991 |
|
RU2036738C1 |