Изобретение относится к обработке металлов давлением, в частности к изготовлению прокаткой полос с плоской нижней поверхностью и переменной профильной по длине верхней поверхностью, и может быть использовано при изготовлении полосовых заготовок малолистовых рессор.
В настоящее время разработаны и освоены технологические процессы производства полосовых рессор, где вместо традиционных, имеющих равную толщину по длине, применяют полосы с плоской нижней поверхностью и переменной профильной по длине верхней поверхностью.
Эффективным способом производства этих полос служит совмещение горячих прокаток в рабочих горизонтальных и вертикальных валках, где в горизонтальных валках обжатием по программе производят требуемый продольный переменный профиль, а в вертикальных - обеспечивают равномерную по длине полосы ее ширину.
Известен приводимый в качестве аналога способ прокатки рессорных полос, имеющих равную ширину и продольное изменение толщины, включающий изменяющиеся обжатия: ширины - в вертикальных валках и толщины - в горизонтальных валках, где сначала металл заготовки обжимают по ширине, чтобы уменьшить ее в каждом сечении на величину, соответствующую уширению при последующем обжатии этих сечений в горизонтальных валках, а затем заготовку обжимают по толщине в горизонтальных валках, непрерывно изменяя обжатие в соответствии с предварительно заданными размерами готового изделия и условиями прокатки. Таким образом, форму полосы, имеющую постоянную ширину и изменяющуюся по длине толщину, получают в одном проходе. Улучшение размерной точности полосы обеспечивают тем, что форму полосы определяют в соответствии с заданной формой готового проката, параметры которого служат исходными при коррекции ошибки размера, используя устройство компенсации отклонения от контрольного обжатия (патент США № 4248072, В 21 В 37/14; В 21 В 37/00 от 19.07.79).
Недостатками известного способа являются: не обеспечивается требуемая асимметрия поперечного профиля при прокатке в рабочих валках равного диаметра; низкое качество боковых сторон рессорной заготовки из-за возникающих в них значительных дополнительных растягивающих напряжений вследствие уширения при деформации в горизонтальных рабочих валках; накладывается систематическая ошибка при прокатке в горизонтальных валках из-за необходимости постоянной коррекции раствора валков для учета гистерезиза клети при обжатиях с прямым и обратным ходами нажимного механизма.
Наиболее близким к предлагаемому изобретению (прототипом) является способ прокатки заготовок малолистовых рессор, где предварительно нагретая с одной половины рессорная заготовка транспортируется на рабочий стол стана с вертикальными валками, где она холодным концом зажимается в протяжном приспособлении и горячим концом подается через открытые валки стана. Нижняя горизонтальная валковая сборка поднимается с помощью гидравлического клинообразного механизма до соприкосновения рабочих валков с заготовкой, а вертикальные валки устанавливаются на раствор, равный ширине заготовки. С началом прокатки протяжное приспособление обеспечивает скорость движения, требуемую для обрабатываемой заготовки.
Информацию о движении заготовки, поступающую от датчика положения протяжного устройства, используют через гидравлический сервоконтроль клинообразного механизма вертикального перемещения нижнего рабочего валка для регулирования степени обжатия, изменяя зазор между валками так, чтобы последовательность обжатий при прокатке заготовки строго соответствовала требуемому профилю рессоры. Прокатав одну половину полосы, заготовку (раскат) передают на склад в штабель для охлаждения. После охлаждения заготовку подают для нагрева второй, не прокатанной половины и, нагрев ее, транспортируют заготовку на рабочий стол стана для прокатки второй ее половины (Рекламный проспект фирмы “HILLE”, Англия. Таре Leaf Spring Rolling Machine. Hille Engineering Ltd. 1986/ Prince of Woles Rood, Sheffield S94EX, England).
Однако как и в аналоге, так и в прототипе наличие уширения в процессе деформации в горизонтальных валках приводит к значительным растягивающим напряжениям в боковых сторонах рессорных полос, вскрывая микротрещины, являющиеся концентраторами напряжений, уменьшающими долговечность рессорных полос. Кроме того, прокатка каждой из половин полосы разделена складированием в штабели для охлаждения раската, что не обеспечивает идентичных условий для их обработки на прокатном стане и снижает качество рессорных полос.
Задачей предлагаемого изобретения является повышение точности геометрических размеров путем повышения плоскостности нижней поверхности полосы и повышение качества путем большей чистоты поверхности боковых сторон полос и идентичных температурно-скоростных условий обработки обеих половин полосы.
Достигаемый при этом технический эффект - повышение долговечности малолистовых рессор при их эксплуатации в 1,5...2,0 раза.
Поставленная задача и получаемый при этом технический эффект обеспечиваются тем, что в производстве рессорных полос постоянной ширины и изменяющейся по длине толщины при сохранении плоскостности одной из сторон, включающем многопроходную последовательную горячую прокатку по заданной программе изменения толщины каждой из их половин в горизонтальных валках с применением деформации по боковым поверхностям полосы и контролируемого переднего натяжения, перед приложением переднего натяжения производят прижатие горизонтальными валками холодной части заготовки с усилием, обеспечивающим отсутствие проскальзывания заготовки в валках при натяжении, а переднее натяжение осуществляют таким образом, чтобы нижняя поверхность прокатанной полосы постоянно находилась на уровне верхней образующей нижнего рабочего валка, при этом скорость вертикального перемещения верхнего валка при прокатке профильного участка полосы выбирают исходя из условия:

где Vн.м. - скорость перемещения верхнего валка при прокатке профильного участка полосы, мм/с;
Vпр - скорость прокатки, мм/с;
∑Δh - суммарное обжатие прокатываемого сечения профильного участка полосы, мм;
Lп - длина профильного участка полосы, мм.
Кроме того, основную часть уширения снимают в горизонтальных валках увеличивающимся по программе передним натяжением, а оставшуюся часть - накаткой в вертикальных прогладочных роликах за четыре и более проходов, производимых перед и за каждым обжатием полосы в горизонтальных валках. Производство рессорной полосы осуществляют последовательно в автоматизированном едином замкнутом технологическом потоке за два цикла, первый из которых включает подачу заготовки к нагревательной печи, загрузку в печь, нагрев половины заготовки по длине и выгрузку из нагревательной печи, подачу на прокатку, прокатку одной половины полосы и передачу на транспортное устройство, охлаждение до температуры не выше 100°С, разворот заготовки на 180°, мерную отрезку заднего конца, базируясь на торец непрокатанной половины полосы, и последующую передачу на второй цикл обработки другой половины заготовки с повторением технологических операций первого цикла и выдачу на штабелирующее устройство готовой рессорной полосы после второго цикла обработки.
Осуществление способа иллюстрируется чертежами.
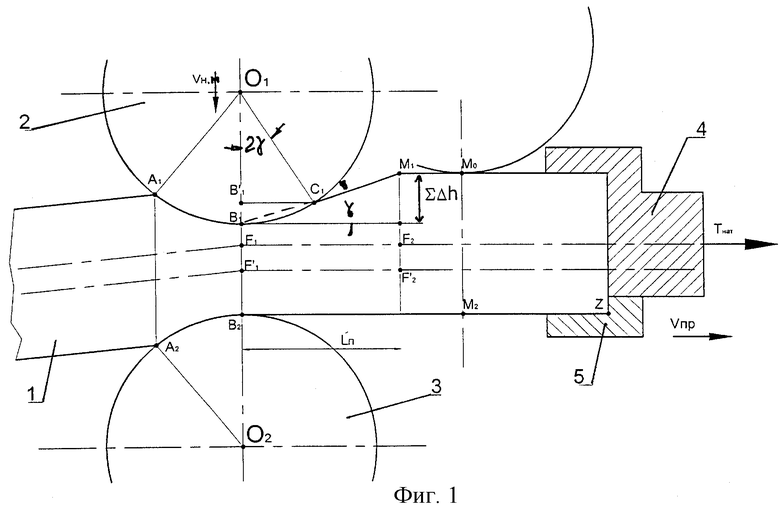
На фиг.1 показана прокатка рессорной заготовки 1 в горизонтальных валках - верхнем 2 и нижнем 3, с передним натяжением Тнат, создаваемым натяжным устройством 4 начиная с сечения М0М2 при соответствующем прижатии рабочих валков к холодной части заготовки. При этом нижняя губка 5 и натяжение Тнат удерживают нижнюю плоскость заготовки (B2Z) строго на уровне образующей нижнего рабочего валка.
Так как ось заготовки F1-F2 заневолена на выходе из валков в натяжном устройстве 4, верхний валок 2, осуществляющий обжатие, производит одновременно прокатку совместно с нижним валком 3 участка полосы A1 B1 В2 А2 и пластический изгиб раската относительно образующей нижнего рабочего валка (точка В2).
Следствием пластического изгиба раската на выходе из рабочих валков являются значительные растягивающие напряжения в месте контакта верхнего валка с прокатываемым металлом и сжимающие напряжения в месте контакта нижнего рабочего валка с прокатываемым металлом. Одновременно по мере обжатия, ∑Δh, пропорционально увеличиваются величины растягивающих напряжений на верхних слоях (А1 B1) и сжимающих напряжений в нижних слоях (А2 В2) очага деформации от изгибающего момента, создаваемого силой натяжения Тнат относительно плеча F1F'1, образованного смещением оси прокатки F'1-F'2 относительно заневоленной оси F1F2 приложения натяжения. Этим создают асимметричный процесс прокатки, когда обжатие нижних слоев металла затруднено, а верхних - предпочтительно.
Из фиг.1 также видно, что обжимающий заготовку верхний валок контактирует с прокатанным металлом на выходной стороне на некотором участке B1 C1. Появление усилия на дуге B1 C1 более упругого сжатия недопустимо, т.к. оно даст осадку выходящему из валков металлу и нарушит плоскостность нижней поверхности полосы В2Z.
Условие отсутствия усилия на дуге B1C1

где  - время перемещения рабочего валка;
- время перемещения рабочего валка;
 - время выхода точки
- время выхода точки  из контакта с рабочим валком.
из контакта с рабочим валком.
Подставив в (2) значения соответствующих путей и скоростей прокатки и нажимного механизма, получаем выражение

где Vн.м. - скорость перемещения верхнего валка при прокатке профильного участка полосы, мм/с;
Vпр - скорость прокатки, мм/с;
∑Δh - суммарное обжатие сечения заготовки, мм;
Ln - длина профильного участка, мм.
Сочетанием требуемой разницы напряженных состояний между нижними и верхними слоями деформированного металла с выбранным условием соотношения скоростей перемещения верхнего валка и скоростью прокатки согласно выражения (3) обеспечивают профиль полосы.
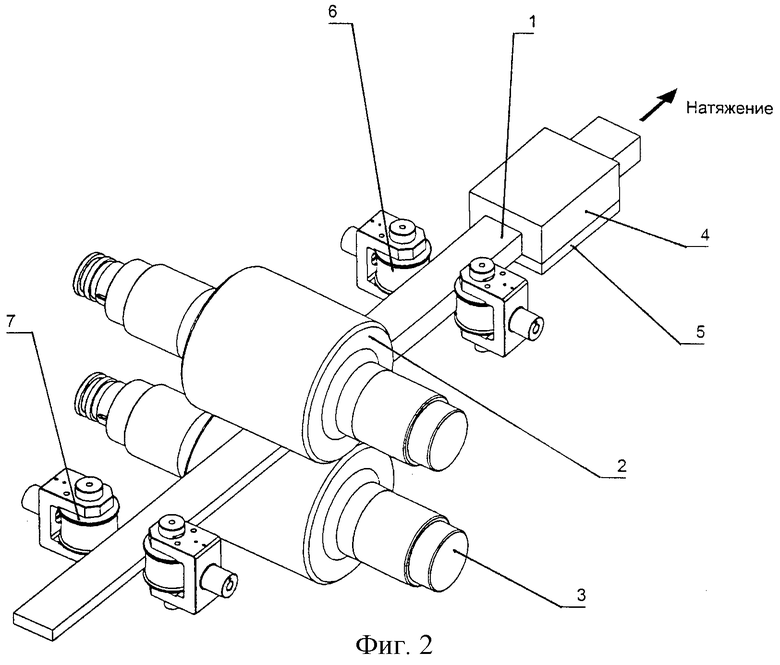
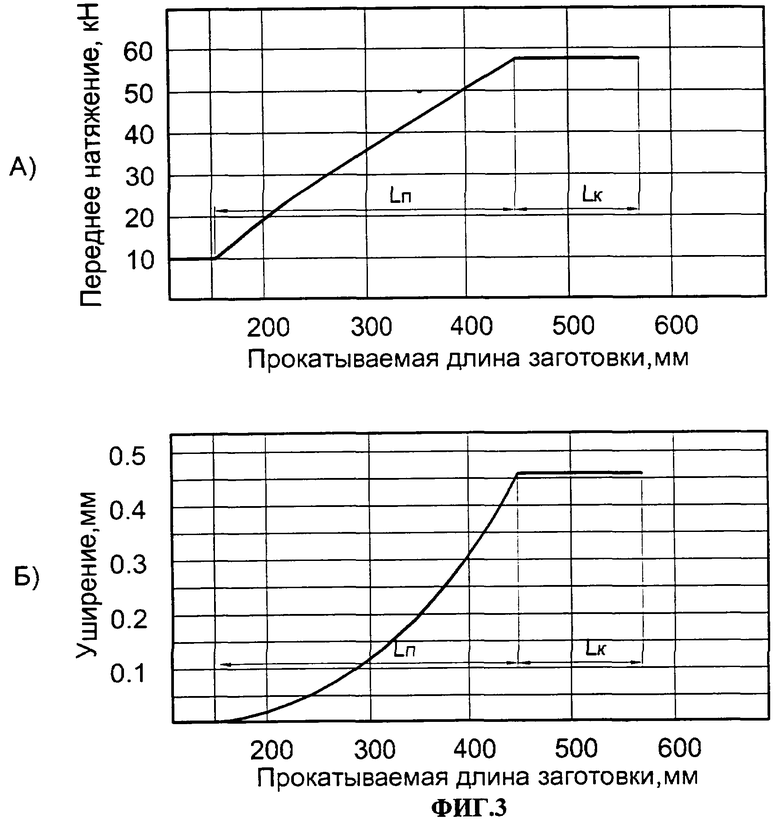
Схема одновременной прокатки рессорной полосы 1 в горизонтальных валках 2 и 3 и в вертикальных неприводных прогладочных роликах 6 и 7 показана на фиг.2, где тянущим устройством 4 в ходе прокатки (параболического) периодического профиля по толщине изменяют (увеличивают) величину натяжения (см. фиг.3а) прямо пропорционально ожидаемому уширению (см. фиг.3б). Величины натяжения определяют расчетом или экспериментально исходя из минимизации уширения в каждом поперечном сечении прокатываемой длине, включая участки: профильный Lп и равной толщины концевой Lк (см. фиг.3а и 3б). Этим обеспечивают равномерность напряженного состояния по всей ширине, что предотвращает условия для дополнительного растяжения боковых поверхностей и раскрытия микротрещин на них, как это имеет место в аналоге и прототипе. Более того, профилированные и подпружиненные по вертикальной оси холостые вертикальные ролики, имеющие чистоту поверхности на 3-4 класса выше полосы, накаткой уменьшают микронеровности боковых сторон полос, что снижает степень концентрации напряжений при их работе и увеличивает механическую характеристику и долговечность рессоры в целом.
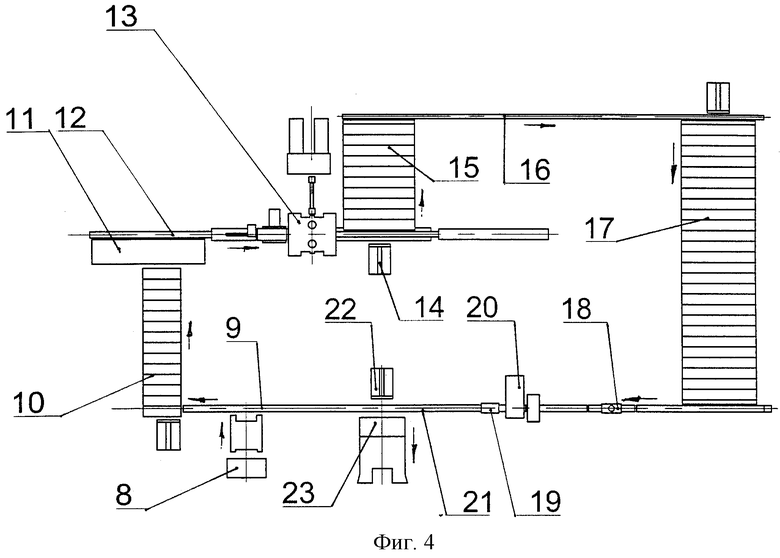
Схема производства рессорных полос согласно изобретению показана на фиг.4, где стрелками показаны пути перемещения заготовки в ходе ее обработки.
Из контейнера 8 посредством рольганга 9 и транспортера 10 заготовка подается к нагревательной печи 11, где нагревается подлежащая прокатке одна половина заготовки и посредством рольганга 12 заготовка подается на прокатку в рабочую клеть 13 за несколько проходов. Заготовка толкателем 14 передается на транспортное устройство 15, 16, 17 для охлаждения до температуры 100°С, достаточной для исключения при последующей мерной резки продольного температурного расширения. Далее, для обеспечения обработки второй половины в том же технологическом потоке раскат разворачивается на поворотном столе 18 на 180° и подается к упору 19 для установки для мерной резки ножницами 20 заднего конца прокатанной половины листа, базируясь на торец непрокатанной половины. Затем рольгангом 21 заготовка подается на второй цикл для обработки второй половины полосы посредством повторения операций. После завершения второго цикла обработки готовая рессорная полоса толкателем 22 сдвигается в контейнер готовой продукции 23. Эта схема производства позволяет обеспечить идентичность энергосиловых и температурно-скоростных условий для прокатки каждой из половин рессорной полосы, что делает рессорные полосы не только точными по форме, но и с высокими и равными механическими характеристиками каждой из их половин, что является основным условием при их эксплуатации.
| название | год | авторы | номер документа |
|---|---|---|---|
| Рабочий валок вертикальной клети | 1990 |
|
SU1803210A1 |
| СПОСОБ ПРОИЗВОДСТВА РЕССОРНЫХ ЗАГОТОВОК ПОСТОЯННОЙ ШИРИНЫ С ЭЛЕМЕНТАМИ ПЕРЕМЕННОЙ И ПОСТОЯННОЙ ТОЛЩИНЫ | 2012 |
|
RU2501622C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ПЕРЕМЕННОГО ПРОФИЛЯ, ПРЕИМУЩЕСТВЕННО МАЛОЛИСТОВЫХ РЕССОР, И СПОСОБ ПРОКАТКИ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2212972C1 |
| СПОСОБ ГОРЯЧЕЙ МНОГОПРОХОДНОЙ ПРОКАТКИ РЕССОРНЫХ ПОЛОС | 2013 |
|
RU2532186C1 |
| Способ получения периодических профилей постоянной ширины | 1990 |
|
SU1810199A1 |
| СПОСОБ ПРОКАТКИ ПОЛОС | 1991 |
|
RU2014915C1 |
| Способ прокатки слябов | 1990 |
|
SU1787602A1 |
| Способ реверсивной прокатки крупных заготовок | 1986 |
|
SU1386320A1 |
| Способ реверсивной прокатки крупных заготовок | 1989 |
|
SU1697917A1 |
| СПОСОБ ПРОКАТКИ ИЗДЕЛИЙ ПЕРЕМЕННОГО ПРОФИЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2115503C1 |
Изобретение относится к обработке металлов давлением, в частности к изготовлению прокаткой полос с плоской нижней поверхностью и переменной профильной по длине верхней поверхностью, и может быть использовано при изготовлении полосовых заготовок малолистовых рессор. В способе производства рессорных полос постоянной ширины и изменяющейся толщины прижатие горизонтальными валками холодной части заготовки производят с усилием, обеспечивающим отсутствие проскальзывания заготовки в валках при натяжении, а переднее натяжение осуществляют таким образом, чтобы нижняя поверхность прокатанной полосы находилась на уровне верхней образующей нижнего рабочего валка. Основную часть уширения снимают в горизонтальных валках увеличивающимся по программе передним натяжением, а оставшуюся часть - накаткой в вертикальных прогладочных роликах. Производство полосы осуществляют последовательно в автоматизированном едином замкнутом технологическом потоке за два цикла, первый из которых включает подачу заготовки к нагревательной печи, загрузку в печь, нагрев половины заготовки по длине, выгрузку из нагревательной печи, подачу на прокатку, прокатку одной половины полосы и передачу на транспортное устройство, охлаждение до температуры не выше 100°С, разворот заготовки на 180°, мерную отрезку заднего конца, базируясь на торец непрокатанной половины полосы, и последующую передачу на второй цикл обработки другой половины заготовки с повторением технологических операций первого цикла и выдачу на штабелирующее устройство готовой рессорной полосы после второго цикла обработки. Обеспечивается повышение точности геометрических размеров, повышение качества и долговечности малолистовых рессор при их эксплуатации в 1,5-2,0 раза. 2 з.п. ф-лы, 4 ил.
где Vн.м - скорость перемещения верхнего валка при прокатке профильного участка полосы, мм/с;
Vпр - скорость прокатки, мм/с;
∑Δh - суммарное обжатие профильного участка, мм;
Ln - длина профильного участка полосы, мм.
| СПОСОБ ПРОКАТКИ ПОЛОС | 1991 |
|
RU2014915C1 |
| РЕКЛАМНЫЙ ПРОСПЕКТ ФИРМЫ "HILLE", АНГЛИЯ | |||
| ТАРЕ LEAF SPRING ROLLING MACHINE | |||
| Пневматический водоподъемный аппарат-двигатель | 1917 |
|
SU1986A1 |
| Способ изготовления периодических профилей типа клиновых рессор | 1986 |
|
SU1447507A1 |
| Способ изготовления периодических профилей типа клиновых рессор | 1974 |
|
SU647048A1 |
| US 3793868 A, 26.02.1974 | |||
| СПОСОБ ПОЛУЧЕНИЯ РЕЖУЩЕЙ КРОМКИ НА ПЛОСКИХ ИЗДЕЛИЯХ | 1989 |
|
RU2050222C1 |

