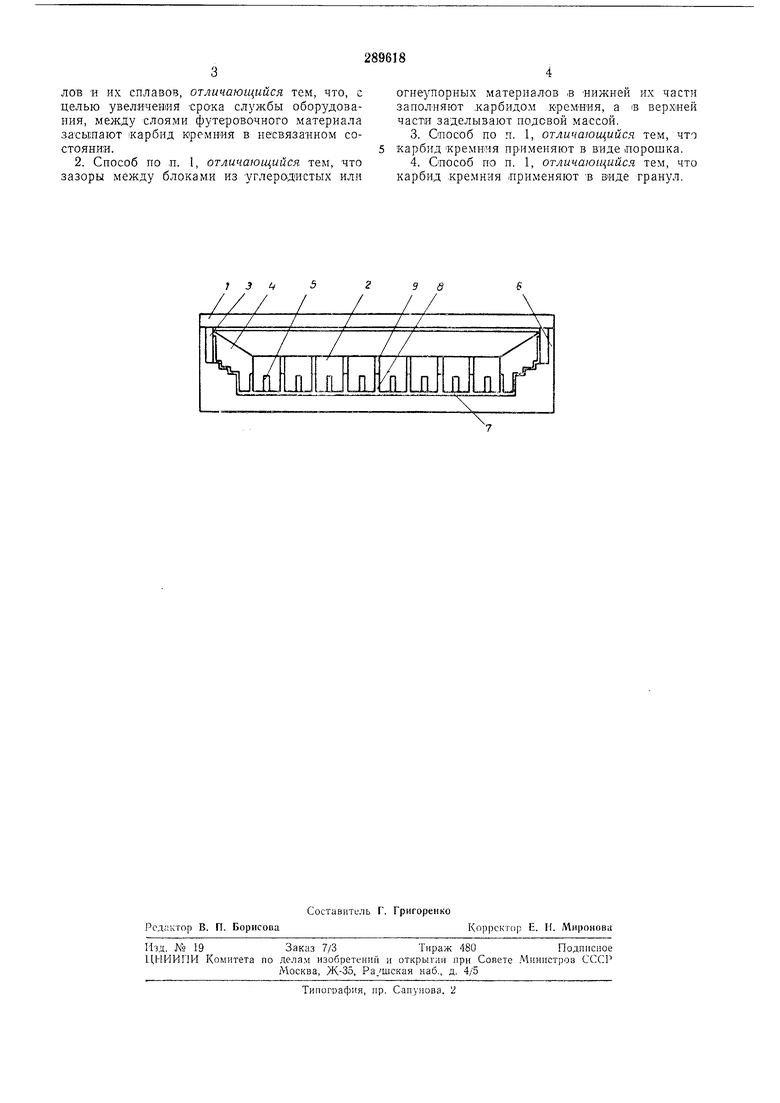
Известен опособ футеровки металлургического оборудования, на пример электролизеров для получения алюминия, :по которому на огнеуцорную термоизоляционную кладку подииы и боковых стеиок «атодной ванны устанавливают угольные блоки, а зазоры между блоками заделывают подовой массой. Отличив предложенного способа заключается в том, что между Слоями футеровочного материала засыпают карбид кремния в «есвязанном .виде. Зазоры между блоками из углеродистых ИЛИ огнеупорных материалов в нижней их части заполняют карбидом кремния, а в вврхией части заделывают подовой массой. Применение способа предотвращает просачйвакие расплава (например, металла и электролита, находящихся в электролизере) через футеровку. Способ применяем для футеровки такого металлургического оборудования, как, например, электролизеры для получения алюминия и магния, а также печи для плавки и рафинирования металлов, например алюминия и магния, и И:Х, сплавОВ. Опособ иллюстрируется чертежом, па котором изображен алюминиевый электролизер (продольный разрез) с футеровкой, выполненной описываемым способом. блоки; 3 - боковые угольные плиты; 4 - набивка подовой массы; 5 - катодные стержни; 6 - ;кладка из огнеупорного или термоизоляционного кирпича; 7 - несвязанный карбид кремния, раз.мещенный между кирпичной кладкой и угольным подовыми блокамИ и боковыми плитами; 8 - несвязанный карбид кремния между угольным Подовыми блоками; 5 -набпвка подовой массы между подовыми угольными блоками. Несвязанный карбид кремния применяют в виде порошка различной крупности .или гранул. Толщина защитного .слоя из карбида кремния также может быть различной, но не менее 1 мм. Карбид кремния размещают за слоем футеровки, который непосредственно соприкасается с расплавом. Применение защитного слоя из карбида кремния предотвращает просачивание расплава через фугеровку п тем самым увеличивает срок службы оборудования. Предмет и з о б р е т е ни я 1. Способ футе)0вки огнеупорными п yi ieродистыми мате:)иаламп металлургического оборудования, например электро.г1изеров для получения алюминия и магния, а также печей
ЛОБ И ИХ сплавов, отличающийся тем, что, с целью увеличения срока службы оборудования, между слоями футерОБОчного материала засьшают 1карбид юремния в несвязанном состоянии.
2. Способ по п. 1, отличающийся тем, что зазоры между блоками из углеродистых или
огнеупорных материалов IB нижней их части заполняют .карбидом кремния, а IB верхней части заделывают подовой массой.
3.Способ по п. 1, отличающийся тем, что карбид кремвия применяют в виде лорошка.
4.Способ по п. 1, отличающийся тем, что карбид кремния применяют Б виде гранул.
| название | год | авторы | номер документа |
|---|---|---|---|
| КАТОДНОЕ УСТРОЙСТВО АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2003 |
|
RU2239003C1 |
| КАТОДНОЕ УСТРОЙСТВО ЭЛЕКТРОЛИЗЕРА ДЛЯ ПРОИЗВОДСТВА АЛЮМИНИЯ | 2006 |
|
RU2320782C1 |
| СПОСОБ МОНТАЖА КАТОДНОГО УСТРОЙСТВА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1992 |
|
RU2073750C1 |
| Способ монтажа катодного узла электролизера для получения алюминия | 1978 |
|
SU771193A1 |
| ФУТЕРОВКА ЭЛЕКТРОЛИЗЕРА ДЛЯ РАФИНИРОВАНИЯ АЛЮМИНИЯ | 1996 |
|
RU2112081C1 |
| СПОСОБ МОНТАЖА КАТОДНОГО УСТРОЙСТВА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2002 |
|
RU2228391C2 |
| ПОДИНА ЭЛЕКТРОЛИЗЕРА ДЛЯ ПОЛУЧЕНИЯ АЛЮМИНИЯ | 2010 |
|
RU2449060C2 |
| АЛЮМИНИЕВЫЙ ЭЛЕКТРОЛИЗЕР С УТЕПЛЕННОЙ БОРТОВОЙ ФУТЕРОВКОЙ | 2019 |
|
RU2714565C1 |
| БОКОВАЯ ФУТЕРОВКА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2001 |
|
RU2186880C1 |
| КАТОДНОЕ УСТРОЙСТВО АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2010 |
|
RU2458185C1 |
1 3 Lt523 в
//// /
/ / Г
/ / /
